Настоящее изобретение относится к области производства комплектующих для проекционной техники, в частности к способам изготовления проекционных гобо слайдов для гобопроекторов.
В настоящее время существует достаточное количество предложений в сети Интернет по изготовлению гобо слайдов для проекторов с нанесенными на них изображениями [https://gobo-home.ru/o_gobo; https://gobomarket.ru/gobo; https://megamango.ru/gobo-proektor/]. Однако детального раскрытия о способах производства гобо слайдов, используемом при этом оборудовании и условиях изготовления не приводится. Информация ограничивается кратким упоминанием о материале - прочном дихроичном стекле, из которого изготавливают гобо слайды, слоистой цветовой структуре гобо слайдов, вариантах исполнения цветного изображения, а также упоминается о лазерном способе нанесения гравировки на стекло без детализации его выполнения
Из уровня техники известен способ нанесения растрового изображения в системах лазерной маркировки и гравировки [патент на изобретение RU 2375198 С1. Заявка №2008124197/12 от 16.06.2008, опубл.: 10.12.2009 в Бюл. №34] который заключается в том, что в компьютер вводят изображение оригинала, преобразуют изображение в растровый массив чисел, меняют координаты рабочего органа, приводят рабочий орган в действие и наносят с его помощью точки на поверхность изделия. В качестве рабочего органа используют лазерное излучение. При этом предварительно в компьютер загружают тестовое изображение и наносят это изображение на поверхность пробного образца, оценивают полученный результат и в соответствии с этим настраивают свойства лазерного излучения. Производят многоступенчатую фильтрацию растрового массива чисел, после чего проводят маркировку изображения оригинала на изделие.
Известен также способ лазерной маркировки, который относится к лазерным методам нанесения алфавитно-цифровой или графической информации на изделия [Патент на изобретение RU 2146200 С1. Заявка №97121833/12 от 26.12.1997, опубл.: 10.03.2000 в Бюл. №7]. Способ заключается в использовании многослойного материала с такими свойствами слоев, чтобы при формировании рисунка с помощью селективного воздействия лазерного луча с изменяющейся плотностью энергии лазерного излучения, подведенного к модифицируемому слою, лазерный луч поочередно модифицировал слои аппликации так, чтобы сформировать видимый рисунок. В качестве модифицирующих слои аппликации процессов может быть послойная абляция, послойная резка и термохимические превращения. Рисунок, сформированный лазером в разных слоях аппликации, может составлять единое целое, а может быть выполнен в виде независимых рисунков для каждого слоя и гравировке на стекле. Другое отличие состоит в том, что элементы рисунка, полученного при лазерном воздействии на аппликацию при одном и других значениях плотности энергии лазерного излучения, подведенного к модифицируемому слою, образуют самостоятельные рисунки, информация в которых отличается друг от друга и рисунка, образованного совместно.
К недостаткам данных способов можно отнести сложность подготовки, длительность настройки и корректировки изображений.
Наиболее близким к заявляемому техническому решению является способ и система использования лазера для создания изображения [Патент на изобретение RU 2756663 С1. Заявка №2020115624 от 12.05.2020, опубл.: 04.10.2021 Бюл. №28]. Суть способа заключается в нанесении объемного изображения на материал при помощи лазера, включающего в себя этапы обработки графического изображения на компьютере для получения возможности использовать лазер для нанесения объемного изображения на материал, прикладывания выходного сигнала к материалу, на который наносится объемное изображение или на котором происходит гравировка с использованием преимущественно углекислотного лазера с настроенной мощностью не более 60 Вт и скоростью не более 0,7 м/с.
Недостатками изобретения являются ограничения в применении, связанные с нанесением изображения только на вспененное основание, преимущественно на мягкий пенополиуретан или этиленвинилацетат.
Технический результат заявленного изобретения заключается в получении качественного, обладающего отражающими и поглощающими свойствами гобо слайда для гобопроектора.
Технический результат достигается тем, что способ изготовления гобо слайда с помощью лазерной гравировки включает в себя изготовление стеклянной заготовки, при котором на пластину из стекла толщиной 0,3 для цветного стекла и 1,1 мм для черно-белого стекла в вакуумный камере с помощью гальванического напыления наносят слой алюминиевого напыления толщиной 0,1 мкм далее пластину помещают в ванну для химического травления в черном аноксе, затем пластину помещают обратно в вакуумную камеру, где наносят основной отражающий слой толщиной 0,15 мкм, а по завершении пластину нарезают на круглые стеклянные заготовки, подготовку изображения для переноса на стеклянную заготовку, состоящую из переноса исходного файла с изображением в графический редактор на компьютер, раскладке изображения в графическом редакторе на четыре полиграфических цветовых слоя, после чего каждый полиграфический слой сохраняют в растровом однобитном формате с разрешением 3600 точек на дюйм, при этом в исходном файле с изображением предусмотрен дополнительный внешний и внутренний контуры шириной от 0,5 мм каждый,
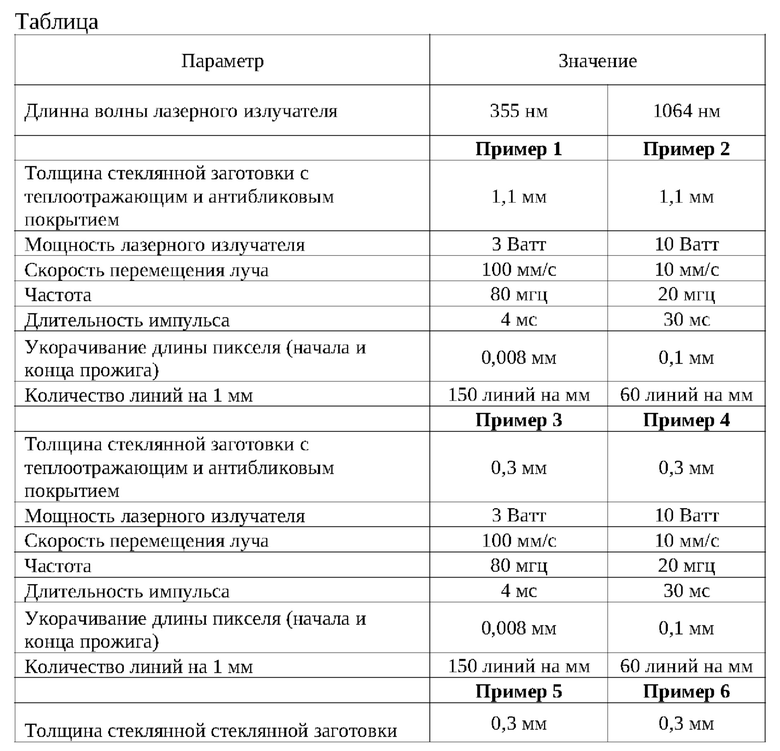
настройку лазерного станка с мощностью излучателя 3 Вт для длины волны 355 нм и 10-20 Вт для длины волны 1064 нм, заключающуюся в установках программного комплекса управления перемещением луча лазера со скоростью перемещения луча лазера 100 и 10 мм/с, программным укорачиванием длины пикселя на 0,008 мм и 0,1 мм, частотой 80 МГц и 20 МГц и длительностью импульса 25-30 мс и 4 мс соответственно, принудительным регулированием скоростями нарастания и затухания мощности лазерного луча в начале и конце процесса прожига, а также увеличением линий гравировки до 150 и 60 на 1 мм соответственно, нанесение изображения на стеклянную заготовку путем прожига с точностью перемещения луча лазера 0,001 мм, при этом после завершения основной построчной гравировки лазер проходит непрерывным лучом по контурам изображения, выравнивая рваный край,
склейку стеклянных заготовок с нанесенным изображением и цветовыми слоями таким образом, чтобы метки совмещения на стеклянных заготовках совпали на всех слоях.
Для реализации способа используют высокотемпературное кварцевое или боросиликатное стекло, а также твердотельный (DPSS) лазер с диодной накачкой длиной волны 355 нм, либо волоконный лазер с длиной волны 1064 нм.
Исходный файл с изображением в графический редактор переносят в векторном либо растровом формате.
Склейку стеклянных заготовок производят высокотемпературными клеями либо силиконовыми герметиками с рабочей температурой более 380°С и осуществляют под цифровым, проекционным либо классическим микроскопом. При необходимости готовая склейка может помещаться в защитное кольцо.
Качество полученного изображения будет зависеть от количества линий на дюйм или мм, данное число подбирается исходя из диаметра луча в точке фокуса лазера, а также скорости перемещения и интенсивности излучения.
Осуществление изобретения
Предлагаемый в настоящем описании способ может быть реализован следующим образом.
Для создания гобо слайда используется специализированное стекло с отражающими и поглощающими свойствами, разработанное специально для использования с высокотемпературными источниками света в гобопроекторах, при этом основным его отличием от стандартных стекол является нанесенное теплоотражающее и антибликовое покрытия.
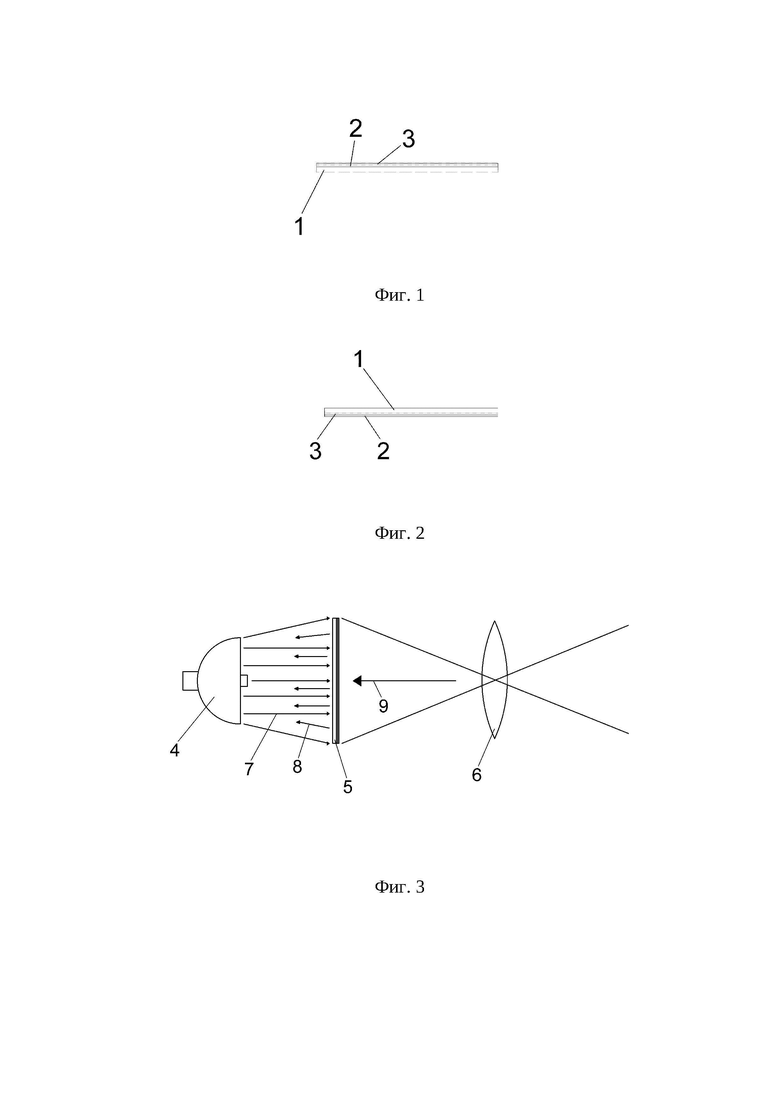
На фиг. 1 показан пример, когда теплоотражающее покрытие 2 из алюминия, серебра или титана расположено между высокотемпературным кварцевым или боросиликатным стеклом 1 и антибликовым покрытием 3 черного или матового серого цвета. Данное действие позволяет защитить теплоотражающее покрытие от механических повреждений и повышенного нагрева от сверхмощного источника света, отражая до 99% тепла.
На фиг. 2 показана схема с наружным теплоотражающим покрытием, подобная технология хорошо подходит для формирования цветных изображений путем соединения цветных стекол вместе.
Для производства гобо слайда с отражающим покрытием в качестве основы используют пластину из боросиликатного или кварцевого стекла толщиной 0,3 для цветного стекла и 1,1 мм для черно-белого стекла, на которую в вакуумный камере путем гальванического напыления наноситься тонкий слой алюминиевого напыления толщиной 0,1 мкм, далее стеклянную заготовку помещают в ванну для химического травления в черном аноксе, благодаря чему алюминий приобретает черный цвет, далее стеклянная заготовка возвращается обратно вакуумную камеру, где производиться нанесение основного отражающего слоя, толщина которого составляет 0,15 мкм. После всех процессов стеклянную заготовку нарезают на круглые гобо слайды нужного размера согласно требованиям проекционной техники. Данный вид стекла применяется для основного слоя при производстве полноцветного гобо слайда, так как не учитывается толщина самого стекла, что очень важно для склейки слоев и дальнейшего качества изображения. Вариант с верхним напылением, как показано на фиг. 1, подходит для проекторов с сверхмощными лампами. Процесс производства схож, стеклянная заготовка помещается в вакуумную камеру, где производиться напыление алюминиевого покрытия толщиной 0,1 мкм, далее на стеклянную заготовку распыляют высокотемпературную краску с примесями металлов, краска защищает алюминиевое покрытие.
Принцип работы отражающего покрытия
На фиг. 3 показана классическая схема гобопроектора, состоящая из источника света 4, стеклянного гобо слайда с дихроичным напылением 5, а также фокусирующего объектива либо линзы 6. Световая и тепловая энергия 7 от источника света 4 направляется на стеклянный гобо слайд 5, при этом световая энергия проходит сквозь обработанное покрытие (нанесенное изображение), а тепловая энергия 7 отражается в обратную сторону (на фиг. 3 показана отраженная тепловая энергия 8) к источнику света 4, за счет чего существенно снижается нагрев гобо слайда и не дает ему разрушаться от высоких температур.
Далее свет попадает в фокусирующий объектив, в зависимости от диаметра линз может отразиться от поверхности линзы обратно (на фиг. 3 показан отраженный свет 9 от поверхности линз объектива) на поверхность гобо слайда, многократное переотражение вызовет дефекты проекции в виде засвеченных светлых пятен и размазанного изображения. Во избежание данной проблемы используется антибликовое покрытие на гобо слайде, которое рассеивает и погашает лучи, не давая им отразиться обратно в оптику.
Для реализации заявленного способа используется твердотельный (DPSS) с диодной накачкой, волоконный и СO2 лазер с длиной волны 355 и 1064 нм. Мощность излучателя лазера составляет от 3 до 10 Вт, точность перемещения луча 0,001 мм.
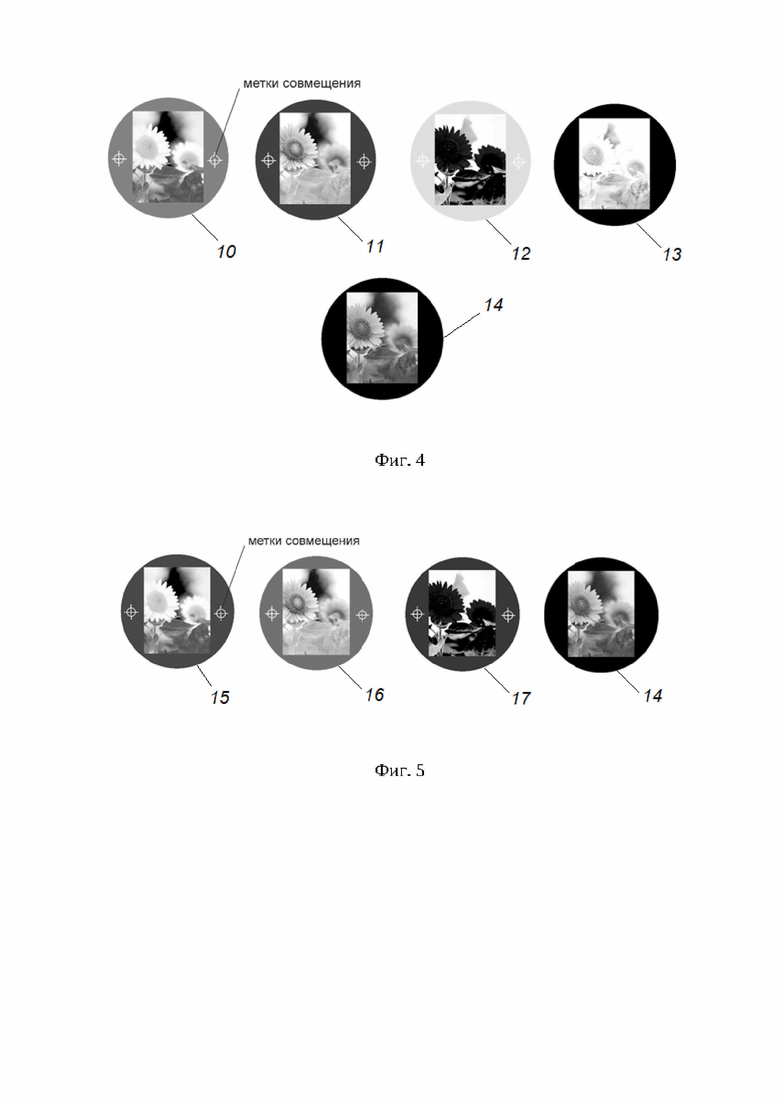
Процесс подготовки изображения для переноса на стекло. Исходный файл в векторном либо растровом формате переноситься в графический редактор, в редакторе изображения раскладывается на полиграфические слои CMYK (если изображение имеет несколько цветов), после чего каждый слой (цвет) сохраняется в растровом однобитном формате с разрешением 3600 точек на дюйм, которое поддерживается программным обеспечением лазерного станка. В итоге получают четыре файла, каждый для своего цвета (показаны на фиг. 4, где 10 - Cyan, 11 - Magenta, 12 - Yellow, 13 - Black, 14 - готовый гобо слайд).
Также можно использовать цветовую схему RGB, когда из трех цветов формируется полноцветное изображение (показано на фиг. 5, где 15 - Red, 16 - Green, 17 - Blue, 14 - готовый гобо слайд), но данный метод не даст плавных переходов цвета и высокой контрастности по-черному.
Далее файл преобразуется в черные и белые точки, черная точка дает команду на прожиг определенного места (белая точка также может интерпретироваться как команда на прожиг, эта опция зависит от программного обеспечения лазера) в результате чего происходит испарение цветного напыления на поверхности дихроичного стекла, белая точка в изображении дает лазеру команду на пропуск и переход к следующей черной точке. Когда черные точки идут в один ряд, лазер без остановки прожигает их и получается прозрачная линия. Пройдя весь ряд, луч опускается либо поднимается на следующий ряд.
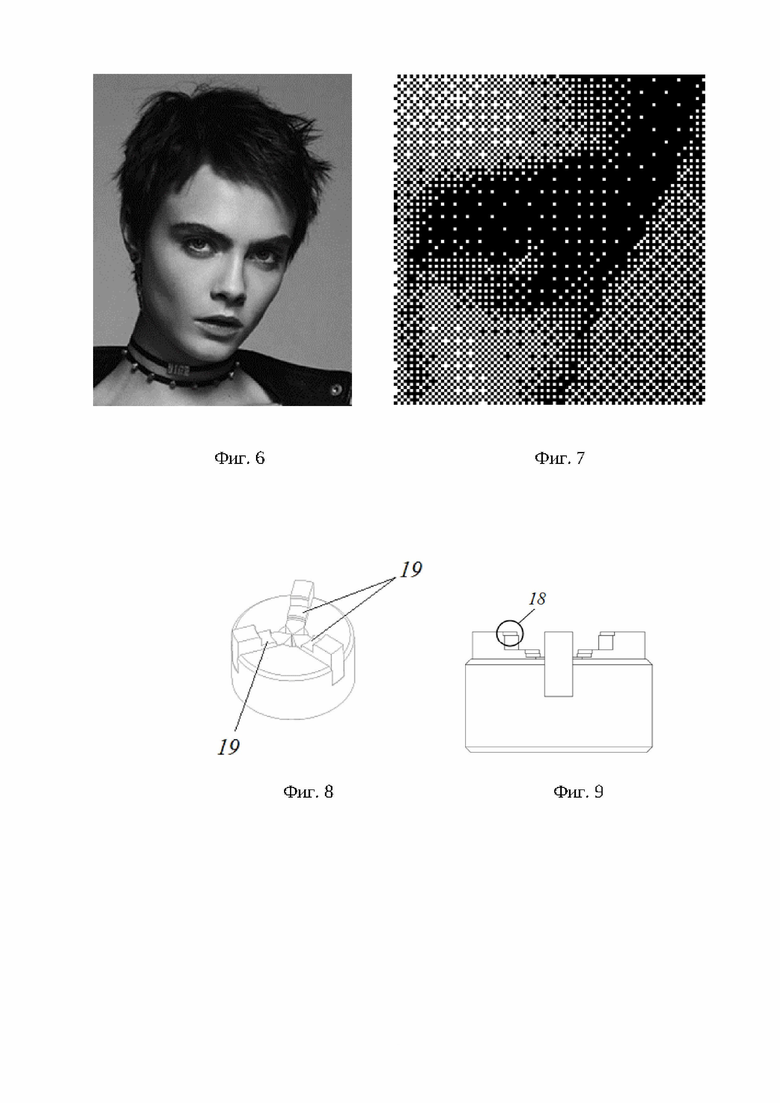
Визуализация описанного преобразования показана на фиг. 6 и 7. На фиг. 6 показан исходный рисунок, а на фиг. 7 приведен увеличенный фрагмент исходного рисунка, преобразованный однобитовый формат для лазерного станка.
Установка стеклянной заготовки гобо слайда в лазерный станок
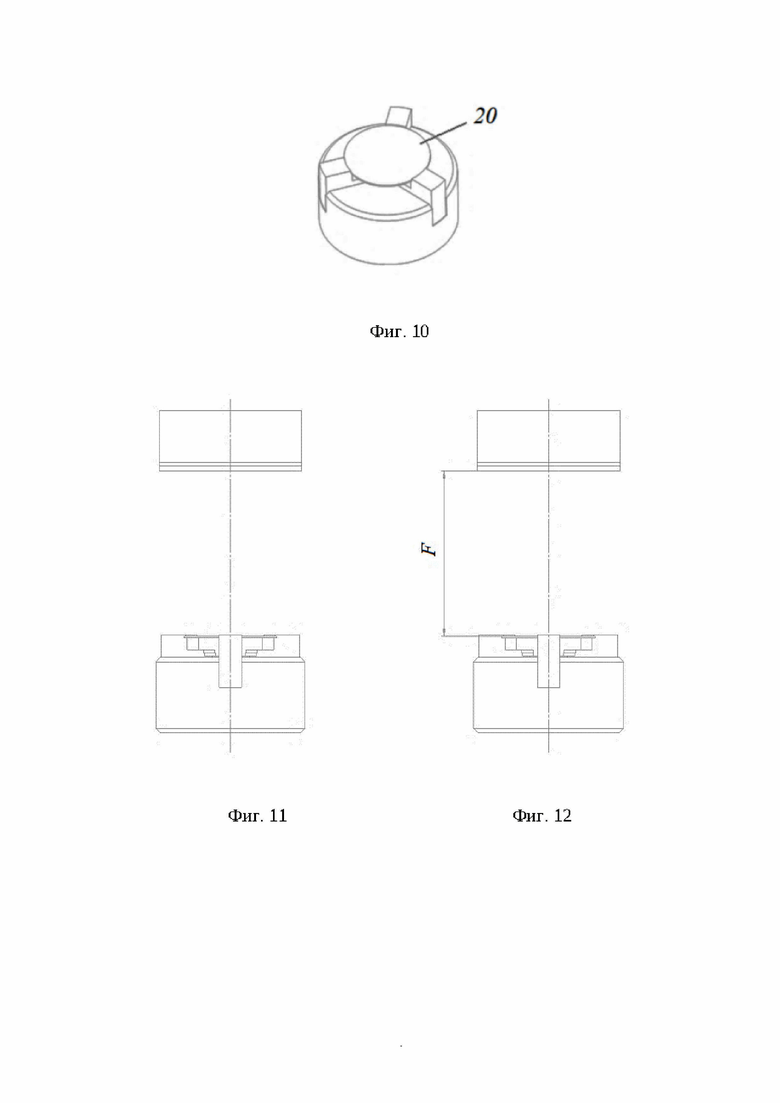
Так как стандартные заготовки имеют всегда круглую форму, необходимо очень точно позиционировать заготовку гобо слайда относительно оси объектива лазера для многократного воспроизведения изделия и совмещения многослойных гобо слайдов. Для этого в предлагаемом изобретении был доработан трехкулачковый патрон от токарного станка. Губки патрона расточили таким образом, чтобы получилась полочка, на которую устанавливают стеклянную заготовку гобо слайда, а благодаря разработанному раздвижному механизму можно установить стеклянную заготовку любого размера, при этом не повредив хрупкое тонкое стекло заготовки. На фиг. 8 показано место выборки 18 в кулачке трехкулачкового патрона, на фиг. 9 продемонстрирован трехкулачковый патрон с выточенной полочкой 19, а на фиг. 10 показан трехкулачковый патрон с уже установленной стеклянной заготовкой гобо слайда 20.
Центр трехкулачкового патрона должен совпадать с центром объектива, патрон при этом должен быть плотно зафиксирован на столе лазера, как показано на фиг. 11. При этом фокусное расстояние объектива лазера до поверхности обрабатываемой заготовки F (показано на фиг. 12) должно быть точно выверено. В случае если данный параметр будет не соблюден, невозможно будет получить ровную точку прожига, т.к. снятие материала может быть не полным, либо материал будет поврежден.
Настройки лазера. В отличие от классических способов обработки материалов лазером, где важна скорость выполнения, а не качество, для получения высоко детализированного изображения на гобо слайде диаметром всего 30 мм необходимо удалять напыление толщиной 0,25 мкм и с минимальным диаметром прожига не более 0,1 мкм. Для этой цели используют алгоритм, позволяющий получить высокий уровень детализации изображения на поверхности гобо слайда. Задача состоит в получении идеально круглой формы прожига луча на каждый пиксель (чем меньше диаметр прожига, тем больше линий на мм можно задать и тем выше будет детализация финального изображения).
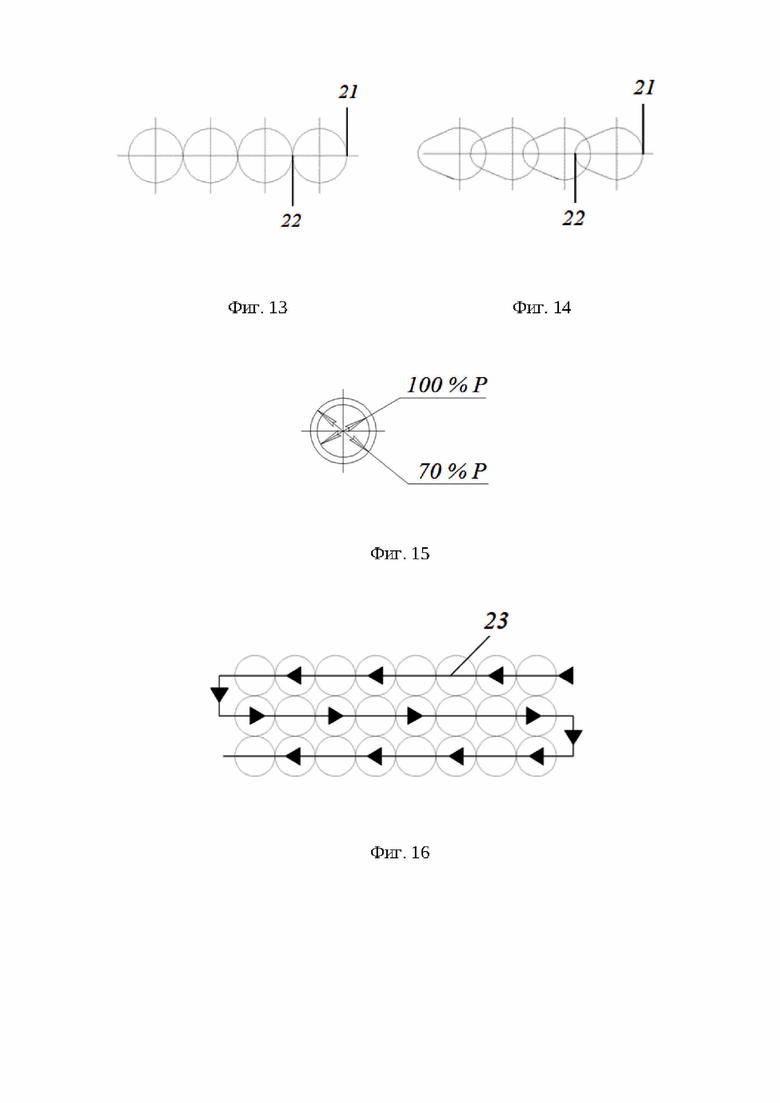
При линейном перемещении луча лазера один пиксель наносимого изображения представлен как линия (показана на фиг. 13 и 14), которая имеет начало 21 и конец 22, а высоту пикселя задает диаметр прожига луча. При данном виде обработки получают более высокую скорость перемещения, однако возникает проблема образования овальной точки, либо полученные точки могут сливаться в линию, как показано на фиг. 13, на гобо слайде это приведет к осветлению нанесенного изображения и потере теней.
Для решения данной проблемы применяют программный комплекс управления перемещения луча лазера. Скорость перемещения сокращают до минимальных значений 100 мм/с для лазера 355 нм и 10 мм/с для 1064 нм, что позволяет убрать инерционность отклоняющих гельветических зеркал в сканирующей голове лазера, что в свою очередь обеспечивает более высокое позиционирование луча. Так же для обеспечения профильной формы прожига одного пикселя программно задают укорачивание длинны пикселя на 0,008 мм, что, в свою очередь, так же убирает эффект овальной точки и не дает лазерному излучателю развить максимальную мощность. Для DPSS 355 нм излучателей устанавливают параметры частоты в диапазоне 80 МГц и длительность импульса 4 мс. Длительность импульса была подобрана опытным путем, в случае если длина импульса была выставлена 3 мс были зафиксированы не прожиги в материале не было стабильного результата, и наоборот, при установке значения 5 мс прожиг был чрезмерным и выходил за пределы допустимого 0,1 мкм, так же было замечено повреждение самого стекла, образовывались микротрещины в стекле. Так же принудительно задают скорость нарастания и затухания мощности лазерного луча в начале и в конце прожига. При этом при установке более длительных задержек, более стабильно работает лазер.
В итоге получают четкие зоны прожига, как показано на фиг. 14.
Устранение проблемы борозд между строчек. В процессе работы лазерного станка была выявлена проблема неполного снятия материала с поверхности гобо слайда, возникающая из-за неравномерного пятна прожига. Лазерный луч формируется и фокусируется оптическим объективом, состоящим из множества линз и имеющим мощность Р: в центре - максимальную, на краях - затухающую, т.е. мощность Р в пятне неравномерна. Вследствие этого появляется эффект горячего центра, поскольку на центральную часть луча приходится 100% мощности, а ближе к краям луча мощность падает до 70% (показано на фиг. 15). Из-за этого материал на гобо слайде не снимается полностью и остаются линейные борозды.
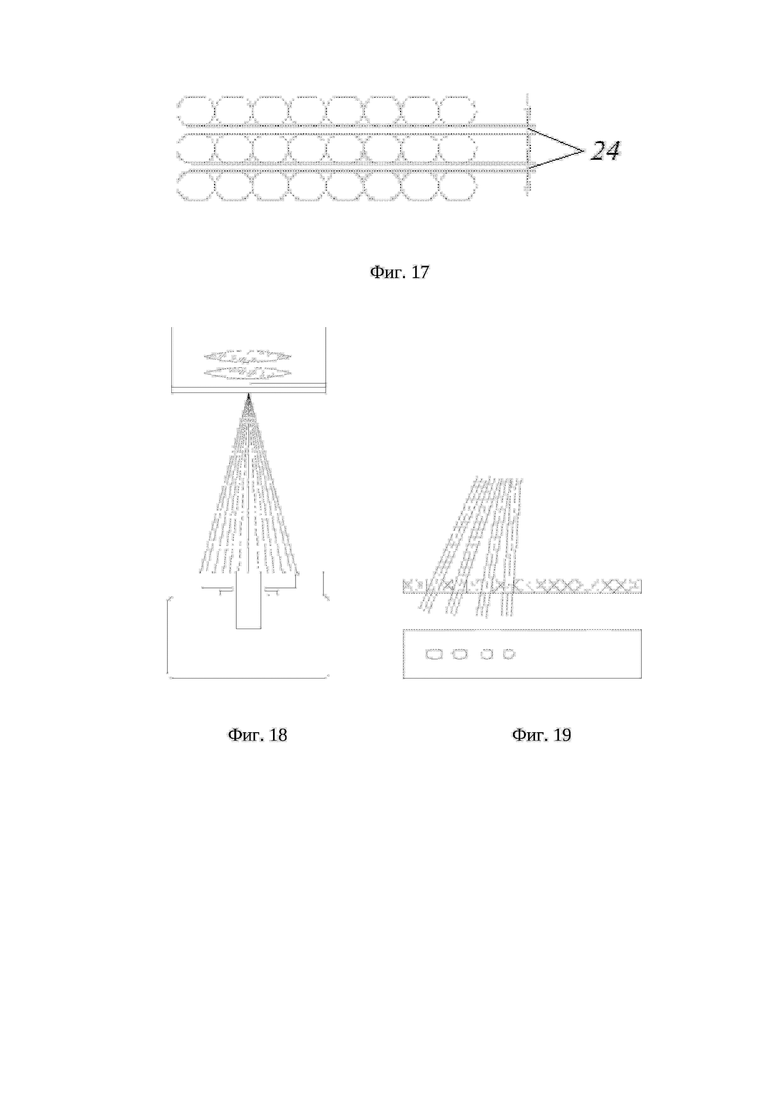
При линейном перемещение луча лазер движется построчно (см. фиг. 16, где 23 - направление движения луча лазера) и неполный прожиг между строчек приводит к затемнению изображение на гобо слайде. Причем борозды остаются только по горизонтали по ходу движения луча как показано на фиг. 17, где 24 - не снятый материал.
При перемещении луча лазера по точкам, помимо горизонтальных пропусков появятся и вертикальные, что в свою очередь добавит грязи на изображение в светлых зонах.
Для решения этой проблемы применяют разные способы. Например, можно увеличить мощность лазера, но в этом случае невозможно получить минимальный диаметр прожига, который должен составлять 5-10 нм. Поэтому для решения данной проблемы линий прожига количество строк на миллиметр увеличивают до 150, плотность проходов становиться настолько высока, что перекрывает не снятый материал с гобо слайда. Это увеличивает общее время производства, но улучшает качество финального изображения.
Оптика лазерного станка (показана на фиг. 18) в большинстве случаев не подходит для производства гобо слайдов для гобо-проекторов, т.к. луч лазера откланяется от центральной точки, т.е. находясь в крайней точке гобо слайда луч попадает туда под углом относительно центральной оси, что приводит к изменению формы прожигаемого отверстия (см. фиг. 19).
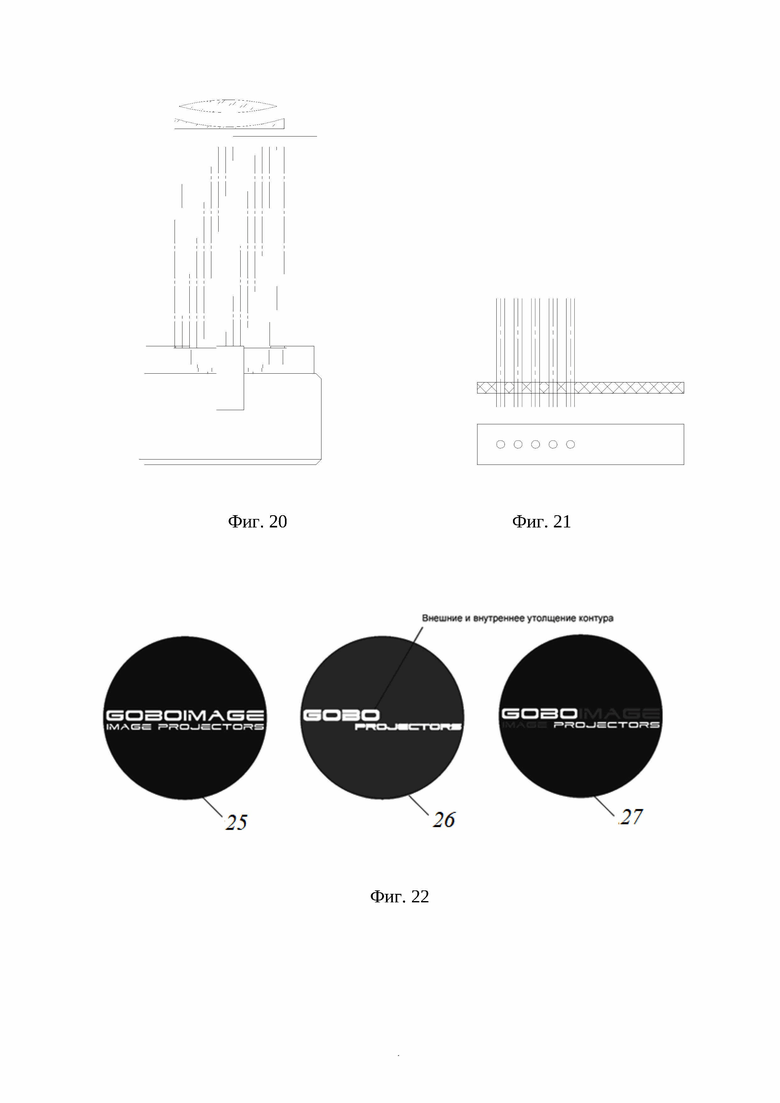
Решает эту проблему применение объектива, приведенного на фиг. 20, реализующего изменение первичной точки фокуса и распределение луча по всей поверхности линзы. Это приводит к появлению эффекта водяной лейки: каждый луч направлен строго вниз независимо от места, в которое он направлен (на край заготовки или в центр), обеспечивается ровный вход луча и, в итоге, ровный прожиг (см. фиг. 21).
После нанесения изображения на стекло, слои склеивают между собой под цифровым, проекционным либо классическим микроскопом таким образом, чтобы метки совмещения совпали на всех слоях (форма и размер меток при этом может быть любым).
Склейка стекол производиться высокотемпературными клеями либо силиконовыми герметиками с рабочей температурой более 380°С. При необходимости готовая склейка может помещаться в защитное кольцо.
В случае если изображение не содержит полутонов, а состоит из векторных отрезков, например, черно-белые логотипы копании или геометрические фигуры, то лазер может обрабатывать их без предварительной подготовки файла. В этом случае перемещение луча будет определяться ПО лазера.
При склейке двух слоев стекла, во избежание попадания краев красного стекла в белую зону необходимо при подготовке файла добавить внешний и внутренний контур от 0,5 мм в зависимости размеров элементов на гобо слайде.
Качество изображения будет зависеть от количества линий на 1 дюйм или 1 мм. Данное число подбирается исходя из диаметра луча в точке фокуса лазера, а также скорости перемещения и интенсивности излучения. При построчном проходе лазер оставляет круглые точки (по форме луча лазера) в начале и конце строчки, что приводит к возникновению эффекта рваного края. Указанная проблема может возникать у волоконных и CO2 лазеров из-за большого диаметра луча и решается программным способом, включением дополнительного контурного режима, т.е. после завершения основной построчной гравировки лазер проходит непрерывным лучом по контурам изображения, тем самым выравнивая рваный край.
Примеры гравировки векторного изображения показаны на фиг. 22, где 25 - гравировка, выполненная на зеркальном стекле, 26 - гравировка, выполненная на красном стекле. Готовый двухцветный гобо слайд после склейки слоев 27 также приведен на фиг. 22.
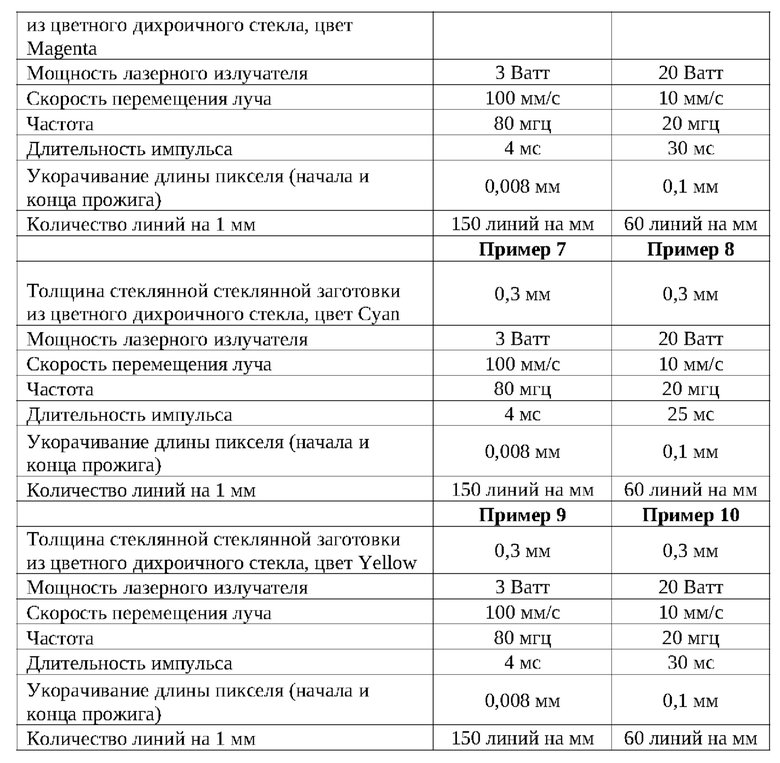
В таблице приведены характеристические параметры примеров осуществления способа, изменяемые в пределах указанных диапазонов и значений и позволяющие достичь заявленного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слайдов для гобо проекторов путем химического травления | 2023 |
|
RU2804601C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ ЛАЗЕРНОЙ ГРАВИРОВКОЙ НА ИЗДЕЛИЯ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ (ВАРИАНТЫ) | 2008 |
|
RU2416528C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ЗЕРКАЛ И ИЗДЕЛИЙ ИЗ ОПТИЧЕСКИ ПРОЗРАЧНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2390425C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА С ТИТАНОВЫМ ПОКРЫТИЕМ | 2009 |
|
RU2390426C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОФОРМАТНОГО ХУДОЖЕСТВЕННОГО РИСУНКА НА ЛИЦЕВОЙ ПОВЕРХНОСТИ НАТУРАЛЬНОЙ КОЖИ С ПРИМЕНЕНИЕМ ЛАЗЕРНО-ГРАВИРОВАЛЬНОГО СТАНКА | 2014 |
|
RU2561904C2 |
| ЦИФРОВОЙ СПОСОБ СОЗДАНИЯ НЕИСКАЖЕННЫХ ПРОЕКЦИЙ НА ПОВЕРХНОСТИ РЕАЛЬНЫХ ОБЪЕКТОВ | 2023 |
|
RU2821838C1 |
| МНОГОСЛОЙНЫЙ НОСИТЕЛЬ ИНФОРМАЦИИ И СПОСОБ ЗАПИСИ ИНФОРМАЦИИ | 2014 |
|
RU2590560C2 |
| Применение способа и системы использования лазера для создания изображения | 2020 |
|
RU2756663C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦВЕТНОГО ИЗОБРАЖЕНИЯ НА ИЗДЕЛИЯХ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2008 |
|
RU2377135C1 |
| СПОСОБ НАНЕСЕНИЯ РАСТРОВОГО ИЗОБРАЖЕНИЯ | 2008 |
|
RU2375198C1 |
Изобретение относится к области производства комплектующих для проекционной техники, в частности к способам изготовления проекционных слайдов для гобопроекторов. В способе изготовления слайда с помощью лазерной гравировки производится изготовление стеклянной заготовки, подготовка изображения для переноса на стеклянную заготовку, настройка лазерного станка, нанесение изображения на стеклянную заготовку, склейка стеклянных заготовок с нанесенным изображением и цветовыми слоями таким образом, чтобы метки совмещения на стеклянных заготовках совпали на всех слоях. Настройка лазерного станка с мощностью излучателя 3 Вт для длины волны 355 нм и 10-20 Вт для длины волны 1064 нм заключается в установках программного комплекса управления перемещением луча лазера со скоростью перемещения луча лазера 100 и 10 мм/с, программным укорачиванием длины пикселя на 0,008 мм и 0,1 мм, частотой 80 МГц и 20 МГц и длительностью импульса 25-30 мс и 4 мс соответственно. Технический результат заключается в повышении качества изготовления слайда для гобопроектора. 2 н. и 10 з.п. ф-лы, 22 ил., 1 табл.
1. Способ изготовления слайда с помощью лазерной гравировки, включающий в себя изготовление стеклянной заготовки, подготовку изображения для переноса на стеклянную заготовку, состоящую из переноса исходного файла с изображением в графический редактор на компьютер, раскладке изображения в графическом редакторе на четыре полиграфических цветовых слоя, после чего каждый полиграфический слой сохраняют в растровом однобитном формате с разрешением 3600 точек на дюйм, настройку лазерного станка с мощностью излучателя от 3 до 20 Вт, заключающуюся в установках программного комплекса управлением перемещением луча лазера, нанесение изображения на стеклянную заготовку, склейку стеклянных заготовок с нанесенным изображением и цветовыми слоями таким образом, чтобы метки совмещения на стеклянных заготовках совпали на всех слоях,
отличающийся тем, что при изготовлении стеклянной заготовки на пластину из стекла в вакуумной камере с помощью гальванического напыления наносят слой алюминиевого напыления толщиной 0,1 мкм, далее пластину помещают в ванну для химического травления в черном аноксе, затем пластину помещают обратно в вакуумную камеру, где наносят основной отражающий слой толщиной 0,15 мкм, а по завершению пластину нарезают на круглые стеклянные заготовки, при подготовке изображения для переноса на стеклянную заготовку в исходном файле с изображением предусмотрен дополнительный внешний и внутренний контуры шириной от 0,5 мм каждый, при установке стеклянной заготовки слайда в лазерный станок используют трехкулачковый патрон с расточными губками, образующими полочки для фиксации стеклянной заготовки слайда, и раздвижным механизмом, настройка лазерного станка включает в установках программного комплекса управление перемещением луча лазера при мощности излучателя 3 Вт и длине волны 355 нм со скоростью перемещения луча лазера 100 мм/с, программным укорачиванием длины пикселя на 0,008 мм, частотой 80 МГц и длительностью импульса 4 мс, принудительное регулирование скоростей нарастания и затухания мощности лазерного луча в начале и конце процесса прожига, а также увеличение количества строк до 150 на 1 мм линии гравировки, нанесение изображения на стеклянную заготовку осуществляют путем прожига с точностью перемещения луча лазера 0,001 мм, при этом после завершения основной построчной гравировки лазер проходит непрерывным лучом по контурам изображения, выравнивая рваный край.
2. Способ изготовления слайда с помощью лазерной гравировки, включающий в себя изготовление стеклянной заготовки, подготовку изображения для переноса на стеклянную заготовку, состоящую из переноса исходного файла с изображением в графический редактор на компьютер, раскладке изображения в графическом редакторе на четыре полиграфических цветовых слоя, после чего каждый полиграфический слой сохраняют в растровом однобитном формате с разрешением 3600 точек на дюйм, настройку лазерного станка с мощностью излучателя от 1 до 100 Вт, заключающуюся в установках программного комплекса управлением перемещением луча лазера, нанесение изображения на стеклянную заготовку, склейку стеклянных заготовок с нанесенным изображением и цветовыми слоями таким образом, чтобы метки совмещения на стеклянных заготовках совпали на всех слоях,
отличающийся тем, что при изготовлении стеклянной заготовки на пластину из стекла в вакуумной камере с помощью гальванического напыления наносят слой алюминиевого напыления толщиной 0,1 мкм, далее пластину помещают в ванну для химического травления в черном аноксе, затем пластину помещают обратно в вакуумную камеру, где наносят основной отражающий слой толщиной 0,15 мкм, а по завершению пластину нарезают на круглые стеклянные заготовки, при подготовке изображения для переноса на стеклянную заготовку в исходном файле с изображением предусмотрен дополнительный внешний и внутренний контуры шириной от 0,5 мм каждый, при установке стеклянной заготовки слайда в лазерный станок используют трехкулачковый патрон с расточными губками, образующими полочки для фиксации стеклянной заготовки слайда, и раздвижным механизмом, настройка лазерного станка включает в установках программного комплекса управление перемещением луча лазера при мощности излучателя от 10 до 20 Вт и длине волны 1064 нм со скоростью перемещения луча лазера 10 мм/с, программным укорачиванием длины пикселя на 0,1 мм, частотой 20 МГц и длительностью импульса 25-30 мс, принудительное регулирование скоростей нарастания и затухания мощности лазерного луча в начале и конце процесса прожига, а также увеличение количества строк до 60 на 1 мм линии гравировки, нанесение изображения на стеклянную заготовку осуществляют путем прожига с точностью перемещения луча лазера 0,001 мм, при этом после завершения основной построчной гравировки лазер проходит непрерывным лучом по контурам изображения, выравнивая рваный край.
3. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или 2, отличающийся тем, что при изготовлении стеклянной заготовки используют пластину из стекла толщиной 0,3 мм или 1,1 мм.
4. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или 2, отличающийся тем, что для стеклянной заготовки используют высокотемпературное кварцевое или боросиликатное стекло.
5. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или п. 2, отличающийся тем, что для реализации способа применяют твердотельный DPSS с диодной накачкой или волоконный или углекислотный лазер.
6. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или п. 2, отличающийся тем, что исходный файл с изображением в графический редактор переносят в векторном либо растровом формате.
7. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или п. 2, отличающийся тем, что склейку стеклянных заготовок производят высокотемпературными клеями либо силиконовыми герметиками с рабочей температурой более 380°С.
8. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или п. 2, отличающийся тем, что склейку слоев осуществляют под цифровым, проекционным либо классическим микроскопом.
9. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или п. 2, отличающийся тем, что при необходимости готовая склейка может помещаться в защитное кольцо.
10. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или п. 2, отличающийся тем, что форма и размер меток совмещения на стеклянных заготовках могут быть любыми.
11. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или п. 2, отличающийся тем, что количество линий прожига на дюйм или мм выбирают исходя из диаметра луча в точке фокуса лазера, а также скорости перемещения и интенсивности излучения.
12. Способ изготовления слайда с помощью лазерной гравировки по п. 1 или п. 2, отличающийся тем, что в конструкции лазерного станка используют объектив, реализующий изменение первичной точки фокуса и распределение луча по всей поверхности линзы.
| US 6081383 A, 27.06.2000 | |||
| US 2011026094 A1, 03.02.2011 | |||
| KR 20100058694 A, 04.06.2010. |

