ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к повышению устойчивости защищенных документов против извлечения защитных средств для получения поддельных документов. Более конкретно, это изобретение относится к ультразвуковой сварке защитного средства с подложкой для предотвращения извлечения.
УРОВЕНЬ ТЕХНИКИ
[0002] Защищенность паспортов, банкнот и прочих документов (называемых здесь «защищенными документами»), конструктивные особенности которых содержат трудновоспроизводимые знаки подлинности документов, от подделки остается непрерывным источником технических проблем и благоприятных возможностей для усовершенствования в области дизайна защищенных документов. «Извлечение» («Харвестинг»), посредством которого злоумышленники расчленяют (например, длительным вымачиванием документа в воде или в ином растворителе) подлинный защищенный документ, чтобы отделить трудновоспроизводимые компоненты защищенного документа неповрежденными, создает способ, посредством которого злоумышленники могут получать материалы для изготовления поддельных защищенных документов. Будучи удаляемыми по существу неповрежденными, трудновоспроизводимые компоненты защищенных документов, такие как оптические защитные средства (например, защитные полоски и накладки), например, могут быть использованы для создания вторично используемых подделок (например, введением защитной нити из банкноты с более низким номиналом в фальшивые банкноты с более высоким номиналом), или многочисленных подделок (например, с использованием кусков внедренной защитной нити из подлинной банкноты для получения двух фальшивых купюр). В то время как поддельные защищенные документы, полученные из извлеченных компонентов, обычно могут быть идентифицированы центральными банками и профессионалами в опознании защищенных документов, в такой мере, насколько они создают видимые знаки подлинности, которые по существу соответствуют признакам подлинных документов, такие фальшивки имеют достаточное для обращения качество для злоумышленников в том плане, что они могут легко сойти за подлинные защищенные документы для повседневных пользователей.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Настоящее изобретение иллюстрирует варианты осуществления ультразвуковой сварки защитного средства с подложкой для предотвращения извлечения.
[0004] В первом варианте исполнения защищенный документ содержит подложку, имеющую первую поверхность и вторую поверхность, противоположную первой поверхности, причем первая поверхность содержит целлюлозный материал. Защищенный документ также содержит оптическое защитное средство, имеющее визуальные знаки подлинности защищенного документа, и третью поверхность, причем третья поверхность содержит термопластичный полимер. В дополнение, защищенный документ содержит ультразвуковой сварной шов, образующий связь между секцией первой поверхности и секцией третьей поверхности.
[0005] Во втором варианте исполнения способ получения защищенного документа содержит позиционирование оптического защитного средства на первой поверхности подложки, причем подложка имеет первую поверхность и вторую поверхность, противоположную первой поверхности, и первая поверхность содержит целлюлозный материал. Кроме того, оптическое защитное средство имеет визуальные знаки подлинности защищенного документа, и третью поверхность, причем третья поверхность содержит термопластичный полимер. Способ содержит зажимание оптического защитного средства и подложки друг с другом с предварительно определенным зажимающим давлением, прилагаемым ультразвуковым зондом и пресс-формой, и в то время, пока оптическое защитное средство и подложка прижаты друг к другу, подведение в течение предварительно определенного времени сварки энергии колебаний через ультразвуковой зонд для создания ультразвукового сварного шва секции первой поверхности с секцией третьей поверхности.
[0006] Другие технические признаки могут быть легко понятными квалифицированному специалисту в этой области технологии из нижеследующих фигур, описаний и пунктов формулы изобретения.
[0007] Прежде чем переходить к приведенному ниже ПОДРОБНОМУ ОПИСАНИЮ ИЗОБРЕТЕНИЯ, может быть полезным разъяснение определений некоторых слов и выражений, используемых на протяжении этого патентного документа. Термин «связывание» и его производные подразумевают любое непосредственное или косвенное сообщение между двумя или многими элементами, находятся ли или нет эти элементы в физическом контакте друг с другом. Термины «заключает в себе» и «содержит», а также их производные, означают включение без ограничения. Термин «или» является содержащим, означающим «и/или». Выражение «связанный с», а также его производные, означает «содержит», «содержащийся внутри», «взаимосвязанный с», «содержит», «содержащийся внутри», «присоединенный к» или «соединенный с», «связанный с чем-то», «сообщающийся с», «взаимодействует с», «чередуется», «наложенный друг на друга», «близкий к», «присоединенный к» или «соединенный с», «имеет», «имеет свойство», «имеет отношение к» или «взаимосвязанный с», или тому подобные. Выражение «по меньшей мере один из», когда использовано со списком элементов, означает, что могут быть применены различные комбинации одного или многих из перечисленных элементов, и только один элемент в списке может быть нужным. Например, «по меньшей мере один из А, В, и С» содержит любую из следующих комбинаций: А, В, С, А и В, А и С, В и С, и А и В и С.
[0008] Формулировки других определенных слов и выражений приведены на протяжении этого патентного документа. Квалифицированным специалистам в этой области технологии должно быть понятно, что во многих, если не во всех, примерах такие формулировки применимы как к первоначальным, так и к будущим вариантам использования таких сформулированных слов и выражений.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Для более полного понимания настоящего изобретения и его преимуществ теперь приведена ссылка на нижеследующее описание, представленное в связи с сопроводительными чертежами, в которых сходные кодовые номера позиций обозначают сходные детали:
[0010] ФИГУРА 1 иллюстрирует, в качестве базовой ситуации, пример извлечения встроенного в подлинный защищенный документ защитного средства для получения двух поддельных защищенных документов с приемлемым для злоумышленников качеством;
[0011] ФИГУРЫ 2А и 2В иллюстрируют два примера защищенных документов согласно различным вариантам осуществления этого изобретения;
[0012] ФИГУРА 3 иллюстрирует пример секции оптического защитного средства, который введен в защищенный документ, согласно определенным вариантам осуществления этого изобретения;
[0013] ФИГУРЫ 4А и 4В иллюстрируют аспекты примеров защищенных документов согласно определенным вариантам осуществления этого изобретения, а также примеры способов получения защищенных документов согласно некоторым вариантам осуществления этого изобретения;
[0014] ФИГУРЫ 5А, 5В и 5С иллюстрируют аспекты ультразвуковой сварки между оптическим защитным средством и одной или многими целлюлозными поверхностями подложки, проведенной в оптическом защитном средстве согласно различным вариантам осуществления этого изобретения;
[0015] ФИГУРЫ 6А, 6В и 6С иллюстрируют примеры тактильных деталей, сформированных в оптических защитных средствах ультразвуковой сваркой согласно определенным вариантам осуществления этого изобретения; и
[0016] ФИГУРА 7 иллюстрирует операции способа получения защищенного документа согласно различным вариантам осуществления этого изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0017] ФИГУРЫ 1-7, обсуждаемые ниже, и различные варианты исполнения, использованные для описания принципов настоящего изобретения, приведены только в порядке иллюстрирования, и никоим образом не должны толковаться как ограничивающие область изобретения. Квалифицированным специалистам в этой области технологии будет понятно, что принципы настоящего изобретения могут быть осуществлены в любом подходящим образом сформированном защищенном документе.
[0018] Хотя настоящее изобретение было описано с различными вариантами осуществления, квалифицированным специалистом в этой области технологии могут быть предложены различные изменения и модификации. Как предполагается, настоящее изобретение охватывает такие изменения и модификации как входящие в пределы области пунктов формулы изобретения.
[0019] В качестве базовой ситуации и представления по меньшей мере одной технической проблемы, разрешаемой определенными вариантами осуществления согласно этому изобретению, ФИГУРА 1 иллюстрирует пример 100 способа, посредством которого защитные элементы одного подлинного защищенного документа 105 (в этом примере банкноты) могут быть извлечены и использованы для получения двух поддельных защищенных документов с приемлемым для злоумышленников качеством.
[0020] Со ссылкой на пример на ФИГУРЕ 1, представлен пример защищенного документа 105. Как показано на ФИГУРЕ, защищенный документ 105 содержит подложку 107, содержащую многочисленные конструктивные элементы, которые создают видимые и невидимые знаки подлинности защищенного документа 105. Примеры конструктивных элементов, которые создают невидимые знаки подлинности документа, содержат, без ограничения, магнитные краски или машиночитаемые элементы (например, радиочастотную идентификацию («RFID»)) с антенны транспондера, присоединенной к подложке 107 или встроенной в нее.
[0021] Примеры конструктивных элементов, которые создают видимые знаки подлинности, содержат водяные знаки, печатные эффекты, специальные краски, и защитные средства, сформированные в подложке 107, нанесенные на нее или встроенные в нее. В этом иллюстративном примере конструктивные элементы защищенного документа 105, которые создают видимые знаки подлинности, содержат водяной знак 109, который в некоторых вариантах исполнения сформирован с использованием фигурного ровнителя во время изготовления бумаги для подложки 107. Дополнительные примеры конструктивных элементов защищенного документа 105, которые создают видимые знаки подлинности, содержат выполненный глубокой печатью рисунок 111, который содержит трудновоспроизводимую картину из линий, которая вследствие тонкого разрешения рисунка и применения способа глубокой печати создает характеристический муаровый интерференционный эффект, и имеет различаемую поверхностную текстуру. В этом иллюстративном примере конструктивные элементы защищенного документа 105, которые создают видимые знаки подлинности документа, содержат области 113, напечатанные специальными труднодоступными красками, такими как оптически переменные краски или цветопеременные краски, внешний вид которых изменяется в зависимости от угла падения света, попадающего на краску. Конструктивные элементы, которые создают видимые знаки подлинности защищенного документа 105, также могут содержать защитные средства 115. В некоторых вариантах исполнения защитное средство 115 содержит секцию из тонкого материала (например, узкую полоску полимерной подложки), поддерживающий одну или многие матрицы микро- или наномасштабных оптических структур, например, линзы, пиктограммы или дифракционные решетки, которые совокупно создают характеристический визуальный эффект. Примеры таких визуальных эффектов содержат, без ограничения, муаровый эффект увеличения (иногда называемый «искусственно увеличенным изображением» или «синтетическим изображением»), вариацию цвета или голограмму.
[0022] Усовершенствования технологии формирования изображений и печати, а также изобретательности преступников, обеспечили злоумышленников способностью и материалами для получения поддельных защищенных документов с использованием работоспособных факсимильных устройств для воспроизведения многих вышеописанных конструктивных элементов, которые создают видимые знаки подлинности защищенных документов, за принципиальным исключением защитных средств 115. Ввиду мелкого масштаба оптических структур в защитных средствах 115, и вследствие ведомственного контроля определенных инструментов, материалов и технологий, применяемых в производстве защитных средств 115, многие злоумышленники до сих пор не имеют средств или технической квалификации для получения подделок защитных средств 115.
[0023] В качестве обходного приема, и не будучи способными воспроизвести защитное средство 115, злоумышленники пытаются получать поддельные защищенные документы «извлечением» защитных элементов из подлинного документа для внедрения в один или многие поддельные защищенные документы. Со ссылкой на пояснительный пример на ФИГУРЕ 1, защитный элемент 115 представляет собой микрооптическую нить, протяженную по ширине защищенного документа 100. Как показано на ФИГУРЕ, защитное средство 115 встроено в подложку 107 так, что части защитного средства 115 видны через окошки 117 в подложке, и другие части защитного средства скрыты мостиками 119.
[0024] Со ссылкой на пояснительный пример на ФИГУРЕ 1, злоумышленники могут, в определенных случаях, удалять защитный элемент 115 по существу неповрежденным в результате длительного вымачивания защищенного документа 100 в растворителе (например, в воде или отбеливателе) для устранения адгезивного связывания между защитным элементом 115 и подложкой 107, или путем разрушения подложки 107. Будучи удаленным по существу неповрежденным, защитный элемент 115 может быть тщательно разрезан 130 на отрезки, которые могут быть прикреплены к поверхности многих поддельных подложек 140а и 140b, или, альтернативно, к поверхности внедренной несущей нити для создания, из исходного числа подлинных защищенных документов, большего числа поддельных документов, которые, хоть и не являются совершенными копиями защищенного документа 105, содержат достаточные визуальные знаки подлинности для простого обращения и ошибочного применения многими пользователями вместо подлинных документов.
[0025] Хотя это не обсуждается в пояснительном примере ФИГУРЫ 1, могут быть сделаны доступными другие способы получения поддельных защищенных документов извлечением защитного средства 115 по существу без его повреждения. Например, будучи извлеченным, защитный элемент 115 может быть повторно использован для получения поддельной банкноты более высокого номинала, нежели защищенный документ 105, или в некоторых случаях многих поддельных банкнот того же номинала. В альтернативном варианте, в случаях, где защищенный документ представляет собой идентификационный документ, или иным образом связан с уполномоченным субъектом, извлеченный защитный элемент 115 по существу без повреждений может упрощать создание поддельного защищенного документа, связанного с неуполномоченным субъектом (например, для создания фальшивого паспорта).
[0026] ФИГУРЫ 2А и 2В иллюстрируют два примера защищенных документов согласно различным вариантам осуществления этого изобретения. Для удобства конструктивные элементы, общие для примеров в ФИГУРАХ 2А и 2В, пронумерованы сходным образом.
[0027] Как обсуждалось в отношении пояснительного примера на ФИГУРЕ 1, одно из существенных исходных условий извлечения защитных элементов из подлинных защищенных документов состоит в том, что защитный элемент может быть не только отделен от подложки подлинного документа, но отделен в по существу неповрежденном состоянии, пригодным к повторному использованию в поддельном документе. Благоприятным образом, и как обсуждается здесь далее, определенные варианты осуществления согласно этому изобретению делают невозможным обеспечение этого исходного условия упрочнением соединения между защитным элементом и подложкой (тем самым сокращая вероятность успешного отделения), и стратегическим изменением или повреждением участков защитного средства (тем самым повышая вероятность того, что в случае извлечения защитный элемент станет непригодным для использования в поддельном документе).
[0028] Со ссылкой на неограничивающий пример ФИГУРЫ 2А, показан пример защищенного документа 200 согласно различным вариантам осуществления этого изобретения. Согласно некоторым вариантам исполнения, защищенный документ 200 содержит подложку 205, которая содержит первую поверхность и вторую поверхность. В некоторых вариантах исполнения (например, вариантах исполнения без окошечных или мостиковых участков в подложке) первая поверхность содержит наружную сторону подложки 205. В определенных вариантах исполнения (например, вариантах исполнения с мостиковыми участками в подложке 205) первая поверхность представляет собой внутреннюю поверхность подложки 205.
[0029] Согласно различным вариантам исполнения, первая поверхность 201 содержит целлюлозный материал. В определенных вариантах исполнения целлюлозный материал первой поверхности 201 представляет собой целлюлозный материал, используемый для формирования всей подложки 205. Например, подложка 205 может быть сделана из бумаги, сформованной на длинносеточной бумагоделательной машине, и целлюлозный материал на первой поверхности 201 образован из пульпы или суспензии волокон, применяемых для получения основы подложки. В некоторых вариантах исполнения первая поверхность содержит целлюлозный наружный слой многослойной структуры подложки. Согласно различным вариантам исполнения, целлюлозный материал представляет собой, без ограничений, одну или многие из древесной целлюлозы, хлопкового волокна, льняного волокна, волокна из льна, сизалевого волокна, конопляного (пенькового) волокна, волокна манильской пеньки, волокна козо, волокна митсумато, бамбукового волокна или волокна кенафа.
[0030] Как показано в неограничивающем примере ФИГУРЫ 2А, конструктивные элементы защищенного документа 200 содержат один или многие элементы, которые создают видимые знаки подлинности защищенного документа. В этом иллюстративном примере элементы, создающие видимые знаки подлинности, содержат, без ограничения, печатный дизайн 210 (например, выполненный глубокой печатью рисунок 111 на ФИГУРЕ 1), области 215, пропечатанные оптически переменной краской (OVI) (например, области 113 на ФИГУРЕ 1), и оптическое защитное средство 220 (например, защитный элемент 115 на ФИГУРЕ 1 или оптическое защитное средство 300 на ФИГУРЕ 3).
[0031] Со ссылкой на неограничивающий пример ФИГУРЫ 2А, оптическое защитное средство 220 представляет собой тонкую непрерывную полоску, которая содержит микромасштабные структуры, создающие визуальные знаки подлинности защищенного документа 200. В этом иллюстративном примере оптическое защитное средство 220 либо встроено в подложку 205, либо закреплено на ней, и является видимым снаружи через одно или многие окошечные участки (например, прозрачное окошко 221), и невидимым снаружи на одном или многих мостиковых участках (например, на мостиковом участке 223). В определенных вариантах исполнения оптическое защитное средство 220 содержит третью поверхность, содержащую термопластичный полимер. Примеры подходящих термопластичных полимеров содержат, без ограничения, сложный полиэфир, полипропилен и полиэтилентерефталат («PET»).
[0032] В некоторых вариантах исполнения третья поверхность оптического защитного средства 220 представляет собой уплотнительный слой микрооптического защитного средства (например, герметизирующий слой 340 на ФИГУРЕ 3). В различных вариантах исполнения (например, микрооптических систем, которые не имеют уплотнительный слой), третья поверхность представляет собой слой фокусирующих элементов (например, матрицу 305 фокусирующих элементов на ФИГУРЕ 3). В некоторых вариантах исполнения третья поверхность представляет собой слой пиктограмм изображений (например, структуру 320 пиктограмм изображений на ФИГУРЕ 3). В одном или многих вариантах исполнения третья поверхность представляет собой подложку оптического защитного средства 220 (например, вторую подложку 330 на ФИГУРЕ 3). Согласно различным вариантам исполнения, оптическое защитное средство 220 встроено в подложку 205 как часть процесса изготовления бумаги «с рулона-на-рулон», используемого для формирования подложки 205 из суспензии волокон. В определенных вариантах исполнения по меньшей мере одна сторона оптического защитного средства 220 соединена с внутренней или наружной поверхностью подложки 205 посредством адгезива.
[0033] Неожиданно и благоприятным образом, авторы настоящего изобретения обнаружили, что определенные оптические защитные средства (например, микрооптические нити), пригодные для использования в защищенных документах, могут быть подвергнуты ультразвуковой сварке с целлюлозным материалом на одной или многих поверхностях подложки защищенного документа. По существу, в определенных вариантах осуществления согласно этому изобретению, ультразвуковые сварные швы (например, ультразвуковой сварной шов 225) соединяет одну или многие термопластичные поверхности оптического защитного средства 220 с одной или многими поверхностями подложки 205, содержащими целлюлозный материал. Как подробно обсуждается где-нибудь еще в этом изобретении, такие ультразвуковые сварные швы предотвращают извлечение по меньшей мере в следующих аспектах. Во-первых, они создают дополнительный подход для присоединения оптического защитного средства 220 к подложке 205, делая более затруднительным отделение оптического защитного средства 220 от подложке 205. Во-вторых, процесс ультразвуковой сварки оптического защитного средства 220 с подложкой 205 может быть исполнен таким образом, что даже если оптическое защитное средство 220 будет отделено от подложки 205, он визуально изменится так, что сделается непригодным для использования в поддельных защищенных документах.
[0034] ФИГУРА 2В иллюстрирует пример защищенного документа 250 согласно различным вариантам осуществления этого изобретения.
[0035] Со ссылкой на неограничивающий пример ФИГУРЫ 2В, защищенный документ 250 конструктивно отличается от защищенного документа 200 на ФИГУРЕ 2А тем, что вместо того, чтобы быть заглубленным в мостиковые участки подложки 205, оптическое защитное средство 220 скорее размещено поверх наружной первой поверхности 201 подложки 205. Как отмечено где-нибудь еще в этом изобретении, в зависимости от определенных параметров сварки (например, давления прижима, приложенного к защищенному документу ультразвуковым зондом и пресс-формой), оптическое защитное средство может быть изменено или повреждено (в том смысле, что пригодность элемента для создания визуального эффекта в области ультразвукового сварного шва деградирует или сводится на нет) во время проведения ультразвуковой сварки. Со ссылкой на неограничивающий пример ФИГУРЫ 2В, оптическое защитное средство 220 содержит области изображений (например, область 255 изображений), которые содержат маломасштабные визуальные структуры (например, микролинзы или выступы дифракционной решетки), создающие один или многие оптические эффекты, представляющие визуальные знаки подлинности защищенного документа 250. Как показано в этом иллюстративном примере, оптическое защитное средство 220 содержит переходные области 265, которые, в некоторых вариантах исполнения, не содержат маломасштабные визуальные структуры, создающие оптические эффекты, представляющие визуальные знаки подлинности защищенного документа 250. Хотя это не показано в неограничивающем примере ФИГУРЫ 2В, в определенных вариантах исполнения переходные области 265 содержат микрооптические структуры, которые создают только «белый промежуток» в оптическом эффекте, создаваемом оптическим защитным средством 220. В иллюстративном примере ФИГУРЫ 2В ультразвуковые сварные швы (например, ультразвуковой сварной шов 225) находятся в приводке с переходными областями, которые, как обсуждается здесь где-нибудь еще, облегчают приложение более высокого зажимающего усилия во время ультразвуковой сварки. В зависимости от варианта исполнения, и используемого сварочного оборудования, приложение более высокого зажимающего усилия может приводить к созданию более прочных соединений между подложкой 205 и оптическим защитным средством 220, а также повышать функциональность защищенного документа 250 созданием тактильных знаков подлинности (например, различимого характеристического узора из выпуклостей или символов шрифта Брайля) в защищенном документе.
[0036] ФИГУРА 3 иллюстрирует пример секции оптического защитного средства 300, который введен в защищенный документ 360, согласно определенным вариантам осуществления этого изобретения.
[0037] Со ссылкой на неограничивающий пример ФИГУРЫ 3, оптическое защитное средство 300 содержит многочисленные фокусирующие элементы 305 (в том числе, например, фокусирующий элемент 307), и систему 320 пиктограмм изображений (в том числе, например, пиктограмму 321 изображения). Согласно различным вариантам исполнения, каждый фокусирующий элемент из многочисленных фокусирующих элементов 305 имеет посадочное место, в котором размещены одна или многие пиктограммы изображения системы 320 пиктограмм изображений. В совокупности фокусирующие элементы из многочисленных фокусирующих элементов 305 увеличивают участки пиктограмм 320 изображений для создания муарового эффекта увеличения (также называемого «искусственно увеличенным изображением», или более кратко, «синтетическим изображением»), в котором индивидуальные микроскопические пиктограммы изображений сообща увеличены многочисленными фокусирующими элементами 305 для создания изображения, которое динамически реагирует (например, кажется движущимся, или изменяющим цвет) в ответ на изменение угла обзора. При столь малом масштабе и жестких производственных допусках составляющих оптическое защитное средство структур, создающих муаровый эффект увеличения, многие злоумышленники не смогут создавать поддельные варианты оптического защитного средства 300. Соответственно этому, оптическое защитное средство 300 во многих случаях обеспечивает доверие визуальным знакам подлинности защищенного документа (например, защищенного документа 360).
[0038] Согласно определенным вариантам исполнения, многочисленные фокусирующие элементы 305 содержат планарную матрицу микрооптических фокусирующих элементов. В некоторых вариантах исполнения фокусирующие элементы из многочисленных фокусирующих элементов 305 содержат микрооптические рефракционные фокусирующие элементы (например, плосковыпуклые или градиентно-индексные (GRIN) линзы). Рефракционные фокусирующие элементы из многочисленных фокусирующих элементов 305 в некоторых вариантах исполнения сформированы из отверждаемых излучением смол с показателями преломления в диапазоне от 1,35 до 1,7, и имеют диаметры в диапазоне от 5 мкм до 200 мкм. В различных вариантах исполнения фокусирующие элементы из многочисленных фокусирующих элементов 305 содержат отражательные фокусирующие элементы (например, очень маленькие вогнутые зеркала), с диаметрами в диапазоне от 5 мкм до 50 мкм. В то время как в этом иллюстративном примере фокусирующие элементы из многочисленных фокусирующих элементов 305 показаны как содержащие круглые плосковыпуклые линзы, возможны также иные геометрические формы рефракционных линз, например, двояковыпуклые линзы, и они находятся в пределах области этого изобретения.
[0039] Как показано в иллюстративном примере ФИГУРЫ 3, система 320 пиктограмм изображений содержит серию пиктограмм изображений (в том числе пиктограмму 321 изображения), размещенную в предварительно определенных местоположениях внутри посадочных мест фокусирующих элементов из многочисленных фокусирующих элементов 305. Согласно различным вариантам исполнения, индивидуальные пиктограммы изображений системы 320 пиктограмм изображений содержат участки отверждаемого излучением материала, связанные с фокальной траекторией структурированного света (например, коллимированного УФ-излучения), проходящего через многочисленные фокусирующие элементы 305 из точки проекции, связанной с одним или многими предварительно определенными диапазонами углов обзора. В некоторых вариантах исполнения индивидуальные пиктограммы изображений системы 320 пиктограмм изображений не созданы внутри структурированного слоя пиктограмм изображений. Как используемый в этом изобретении, термин «структурированный слой изображений» подразумевает слой материала (например, отверждаемой излучением смолы), который был вытиснен, или иным образом сформирован содержащим структуры (например, углубления, стойки, канавки или горки) для размещения и удерживания материала пиктограмм изображений. Согласно различным вариантам исполнения, индивидуальные пиктограммы изображений системы 320 пиктограммы изображений созданы внутри структурированного слоя изображений, причем структурированный слой изображений содержит одно или многие из полостей, горок или стоек, которые действуют как удерживающие структуры для сохранения микро- и наномасштабных объемов окрашенного материала.
[0040] Как показано в иллюстративном примере ФИГУРЫ 3, в определенных вариантах исполнения оптическое защитное средство 300 содержит оптическую прокладку 310. Согласно различным вариантам исполнения, оптическая прокладка 310 содержит пленку из по существу прозрачного материала, который действует для позиционирования пиктограмм изображений в системе 320 пиктограмм изображений в или вокруг фокальной плоскости фокусирующих элементов многочисленных фокусирующих элементов 305. В определенных вариантах осуществления согласно этому изобретению, оптическая прокладка 310 содержит формирование подложки, на которую могут быть нанесены один или многие слои отверждаемого излучением материала, с образованием одной или многих матриц пиктограмм 320 изображений или многочисленных фокусирующих элементов 305.
[0041] Согласно различным вариантам исполнения, оптическое защитное средство 300 содержит один или многие участки отверждаемого излучением защитного материала, который занимает промежутки между пиктограммами изображений системы 320 пиктограмм изображений. В некоторых вариантах исполнения сначала формируют систему 320 пиктограмм изображений (например, избирательным отверждением и удалением жидкого отверждаемого излучением материала на оптической прокладке 310), и затем наносят слой прозрачного, отверждаемого излучением материала для заполнения промежутков между пиктограммами изображений системы 320 пиктограмм изображений, и затем проводят сплошное отверждение по всей площади для создания защитного слоя, который защищает пиктограммы изображений от смещения с их положений внутри посадочных мест фокусирующих элементов из многочисленных фокусирующих элементов 305. В определенных вариантах исполнения отверждаемый излучением материал, используемый для формирования системы 320 пиктограмм изображений, представляет собой пигментированный, отверждаемый ультрафиолетовым (УФ) излучением полимер.
[0042] В некоторых вариантах исполнения систему 320 пиктограмм изображений закрепляют на второй подложке 330, которая действует для защиты и фиксирования системы 320 пиктограмм изображений, и создает поверхность раздела для присоединения оптического защитного средства 300 к подложке 350 (например, подложке 205 на ФИГУРЕ 2А), как части защищенного документа 360.
[0043] В определенных вариантах осуществления согласно этому изобретению, оптическое защитное средство 300 содержит герметизирующий слой 340. Согласно определенным вариантам исполнения, герметизирующий слой 340 содержит тонкий (например, слой с толщиной от 2 мкм до 50 мкм) по существу прозрачный материал, который сопрягается с нижней поверхностью, с фокусирующими элементами многочисленных фокусирующих элементов 305, и содержит верхнюю поверхность с меньшей вариацией кривизны (например, будучи плоским, или имеющим поверхность, локальные волнистости которой имеют больший радиус кривизны, чем у фокусирующих элементов), нежели у многочисленных фокусирующих элементов 305. Согласно различным вариантам исполнения, верхняя поверхность герметизирующего слоя 340 сформирована из термопластичного материала, который может быть подвергнут ультразвуковой сварке с поверхностью, содержащей целлюлозный материал.
[0044] Как показано в неограничивающем примере ФИГУРЫ 3, в определенных вариантах исполнения оптическое защитное средство 300 может быть присоединен к подложке 350 с образованием защищенного документа 360. Согласно различным вариантам исполнения, подложка 350 содержит лист материала по меньшей мере с одной поверхностью, содержащей целлюлозный материал, такой как древесная целлюлоза, хлопковое волокно, льняное волокно, волокно из льна, сизалевое волокно, конопляное (пеньковое) волокно, волокно манильской пеньки, волокно козо, волокно митсумато, бамбуковое волокно или волокно кенафа.
[0045] В то время как ФИГУРА 3 представляет один пример оптического защитного средства 300 согласно различным вариантам исполнения, настоящее изобретение этим не ограничивается. В пределах области этого изобретения находятся другие оптические защитные средства, которые содержат по меньшей мере одну поверхность с термопластичным полимером, и содержат трудновоспроизводимые микро- и нано- масштабные оптические структуры (например, голограммы, элементы, создающие тонкопленочные эффекты, элементы, создающие оптические эффекты на основе дифракции), которые представляют собой цели извлечения для злоумышленников.
[0046] ФИГУРЫ 4А и 4В иллюстрируют аспекты примеров защищенных документов согласно определенным вариантам осуществления этого изобретения, а также примеры способов получения защищенных документов согласно некоторым вариантам осуществления этого изобретения. Для удобства элементы, общие для примеров в ФИГУРАХ 4А и 4В, пронумерованы в фигурах сходным образом.
[0047] Определенные защищенные документы, содержащие, без ограничения, банкноты и идентификационные документы, изготавливают в огромных количествах на высокопроизводительных машинах по рулонной технологии, таких как бумагоделательные машины и печатные прессы, которые могут иметь скорости продвижения полосы порядка пяти сотен (500) футов в минуту (152,4 м/минуту). Благоприятным образом ультразвуковые сварные швы для повышения устойчивости защищенных документов к извлечению защитных элементов (например, ультразвуковой сварной шов 225 в ФИГУРАХ 2А и 2В), согласно определенным вариантам осуществления этого изобретения, могут быть сформированы в субсекундные интервалы времени. Поскольку ультразвуковая сварка согласно некоторым вариантам осуществления этого изобретения может быть выполнена в течение ограниченного периода времени в то время, когда быстродвижущаяся лента проходит через секцию действующей по рулонной технологии машины, способы ультразвуковой сварки защитных элементов с подложкой согласно этому изобретению совместимы с высокоскоростными технологиями изготовления, используемыми для получения защищенных документов.
[0048] Со ссылкой на иллюстративный пример ФИГУРЫ 4А, представлен вид спереди секции защищенного документа 400, проходящего между ультразвуковым зондом 405 и пресс-формой 410 ультразвукового сварочного устройства. Как обозначено координатными осями 420, в определенных вариантах исполнения защищенный документ 400 составляет часть движущейся ленты (в этом случае ленты, перемещающейся в сторону наблюдателя вдоль z-оси координатных осей 420).
[0049] Согласно определенным вариантам исполнения, защищенный документ 400 содержит мостиковый участок (например, мостиковый участок 223 на ФИГУРЕ 2), в котором оптическое защитное средство 415 (например, оптическое защитное средство 300 на ФИГУРЕ 3) сопрягается с подложкой 417 (например, подложкой 350 на ФИГУРЕ 3) на обеих из верхней стороны 413 оптического защитного средства 415 и нижней стороны 411 подложки.
[0050] Как показано в пояснительном примере ФИГУРЫ 4А, ультразвуковой зонд 405 содержит ультразвуковой узел, конфигурированный для преобразования электрического сигнала в высокочастотные механические колебания нижней поверхности 407 при ультразвуковой частоте. Примеры ультразвуковых частот согласно различным вариантам осуществления этого изобретению содержат частоты между 15-40 килогерц (кГц). В некоторых вариантах осуществления этого изобретения пресс-форма 410 содержит фигурный упор с одним или многими выпуклыми элементами 419, которые определяют точки зажимания, в которых происходит ультразвуковая сварка между подложкой 417 и одной или многими сторонами 411 и 413 оптического защитного средства. Согласно различным вариантам исполнения, защищенный документ 400 зажимается (например, гидравлическим прессом (не показан на ФИГУРЕ)) между нижней поверхностью 407 и пресс-формой 410 с предварительно определенным зажимающим давлением. В момент зажимания ультразвуковой зонд 405 подводит энергию колебаний к зажатому участку защищенного документа 400 в течение предварительно определенного периода времени. Согласно различным вариантам исполнения, предварительно определенный период времени составляет между 0,5 и 1,0 секундой. В некоторых вариантах исполнения предварительно определенный период времени составляет между 0,3 и 0,5 секунды. В определенных вариантах исполнения предварительно определенный период времени составляет между 0,1 и 0,3 секунды. В различных вариантах исполнения предварительно определенный период времени составляет 0,2 секунды или менее.
[0051] Как обсуждается со ссылкой на ФИГУРЫ 5 и 6А-6С в этом изобретении, зажимающее давление, прилагаемое для удерживания защищенного документа 400 между ультразвуковым зондом 405 и пресс-формой 410, представляет собой параметр, который может быть настроен для отражения общего оформления и целей изготовления защищенного документа 400. В определенных вариантах исполнения дизайн и цели изготовления защищенного документа могут быть заданы, чтобы сделать наружные поверхности защищенного документа настолько гладкими, насколько возможно, максимально повышая вероятность того, что подвергнутый извлечению защищенный документ станет непригодным для злоумышленного повторного использования. Соответственно этому, в таких вариантах исполнения предварительно определенное зажимающее давление может быть снижено, чтобы сократить вероятность того, что конечное изделие будет ощущаться как «зазубренное» в результате ультразвуковой сварки. В некоторых вариантах исполнения обеспечение того, что защищенный документ, даже если был успешно подвергнут извлечению, он настолько визуально изменен ультразвуковым сварным швом, чтобы стать непригодным для злоумышленного повторного использования, является гораздо более важным, нежели достижение совершенной гладкости конечного изделия. В некоторых вариантах исполнения оформление и цели изготовления требуют видимого изменения защищенного документа в результате ультразвуковой сварки, и в то же время обеспечивая минимизацию до возможной степени «зазубренности» поверхности конечного изделия посредством приложения предварительно определенного зажимающего усилия во время ультразвуковой сварки.
[0052] В некоторых вариантах осуществления согласно этому изобретению, оформление и цели изготовления для конечного изделия могут быть согласованы с предварительно определенным зажимающим давлением в 10 фунтов на квадратный дюйм (PSI) (0,7 кг/м2) или даже меньше. В определенных вариантах исполнения оформление и цели изготовления для конечного изделия могут быть согласованы с предварительно определенным зажимающим давлением между 10 и 20 psi (0,7-1,4 кг/м2). В различных вариантах исполнения оформление и цели изготовления для конечного изделия могут быть согласованы с предварительно определенным зажимающим давлением между 20 и 30 psi (1,4-2,1 кг/м2). Квалифицированным специалистам будет понятно, что потребуются некоторые эксперименты, чтобы найти надлежащее зажимающее давление для данного набора параметров изготовления и оформления, так как геометрическая форма элементов 419 пресс-формы 410 влияет на то, как зажимающее усилие прилагается и распределяется по площади защищенного документа 400. Например, пресс-форма, имеющая многочисленные тесно размещенные «точки», может создавать эффект «кровати из гвоздей», при котором зажимающее давление распределено среди большого количества точек, и зажимающее усилие на любом одном выступающем элементе пресс-формы недостаточно для существенного прогибания конечного изделия. Подобным образом, другие геометрические формы элементов пресс-формы, такие как выступы трапециевидной формы с высоким аспектным отношением (например, элемент пресс-формы, имеющий форму подобно отдельной секции плитки KIT KAT®), могут вызывать деформацию подложки или защитного средства при сравнительно низких зажимающих давлениях.
[0053] Со ссылкой на неограничивающий пример ФИГУРЫ 4А, объединенное действие приложенной к секции зажимания защищенного документа 400 энергии колебаний вызывает образование ультразвуковых сварных швов, связывающих оптическое защитное средство 415 с одной или более из нижней стороны 411 или верхней стороны 413 подложки 417. Согласно различным вариантам исполнения, действие ультразвуковой сварки оптического защитного средства 415 с подложкой 417 визуально изменяет структуру оптического защитного средства 415 таким образом, что сокращает его пригодность к повторному использованию. В некоторых вариантах исполнения ультразвуковая сварка нарушает или иным образом структурно изменяет микрооптические элементы оптического защитного средства 415, обусловливая то, что часть защитного средства уже больше не может создавать оптический эффект, который действует как фактор визуального различения или знака подлинности защищенного документа 400. В различных вариантах исполнения предварительно определенное зажимающее усилие деформирует или отделяет (например, вызывая эффект «прокомпостированного билета», описанный со ссылкой на ФИГУРЫ 5А-5С этого изобретения) участок оптического защитного средства 415 таким образом, что делает его непригодным для повторного применения.
[0054] В то время как ФИГУРА 4А иллюстрирует аспекты ультразвуковой сварки оптического защитного средства 415 внутри мостикового участка подложки, варианты осуществления согласно этому изобретению этим не ограничены. Более конкретно, ФИГУРА 4В иллюстрирует пример аспектов создания ультразвукового сварного шва в защищенном документе 450, в котором оптическое защитное средство 415 размещено на поверхности подложки 417 в зоне ультразвукового сварного шва. Со ссылкой на иллюстративный пример ФИГУРЫ 4В, в определенных вариантах исполнения устройство для создания ультразвуковых сварных швов на мостиковом участке может быть использовано для формирования ультразвуковых сварных швов в областях (в том числе, например, на участке 221 окошка на ФИГУРЕ 2А), где защитный элемент представляет собой поверхность, находящуюся на наружной поверхности защищенного документа или иным образом содержащую ее.
[0055] В определенных вариантах исполнения параметры оформления и изготовления конечного изделия требуют, чтобы, в то время как ультразвуковой сварной шов изменяет оптическое защитное средство 415, оно не влияло на микрооптические структуры, которые создают оптический(-кие) эффект(-ты), которые служат как знаки подлинности защищенного документа 450. Соответственно этому, в некоторых вариантах исполнения оптическое защитное средство 415 содержит участки 451 изображений, которые содержат оптические микроструктуры (например, фокусирующие элементы и пиктограммы изображений), которые могут быть повреждены ультразвуковой сваркой, и переходные участки 453, которые не содержат оптические структуры, связанные с различением оптического(-ких) эффекта(-тов) оптического защитного средства 415. В некоторых вариантах исполнения ультразвуковую сварку проводят в переходном участке 453 для достижения целей соединения оптического защитного средства 415 с подложкой 417 таким образом, чтобы свести к минимуму пригодность оптического защитного средства 415 для злоумышленного повторного использования, и в то же время не оказывать негативное влияние на характеристики микрооптических структур на участке 451 изображений.
[0056] В то время как ФИГУРА 4В иллюстрирует пример ультразвуковой сварки оптического защитного средства 415 с подложкой 417, в котором защищенный документ 450 проходит через устройство для ультразвуковой сварки так, что оптическое защитное средство 415 обращено к пресс-форме 410, и подложка 417 обращена к нижней поверхности 407 ультразвукового зонда 405, варианты осуществления согласно этому изобретению этим не ограничиваются. В определенных вариантах исполнения защищенный документ 450 может быть «перевернут» относительно ультразвукового зонда 405 и пресс-формы 410 так, что элементы 419 пресс-формы 410 контактируют с подложкой 417, и ультразвуковой зонд 405 контактирует с оптическим защитным средством 415. Согласно различным вариантам исполнения, и в зависимости от профиля пресс-формы 410, приложение предварительно определенного зажимающего давления создает «вмятины», или выпуклые участки, с созданием в результате приложения предварительно определенного зажимающего давления тактильных знаков подлинности защищенного документа 450. Согласно некоторым вариантам исполнения, тактильные знаки, созданные на участке зажимания в процессе ультразвуковой сварки, могут быть сформированы как одна или многие полоски (например, как показано в ФИГУРАХ 6В и 6С этого изобретения), буквенно-цифровые знаки (например, как показано на ФИГУРЕ 6А этого изобретения), или символы шрифта Брайля (например, как показано на ФИГУРЕ 6А).
[0057] ФИГУРЫ 5А, 5В и 5С иллюстрируют аспекты ультразвуковой сварки между оптическим защитным средством и одной или многими целлюлозными поверхностями подложки согласно различным вариантам осуществления этого изобретения. Для удобства элементы, общие для многочисленных фигур, пронумерованы сходным образом.
[0058] Со ссылкой на неограничивающий пример ФИГУРЫ 5А, на ФИГУРЕ изображена незатронутая секция поверхности оптического защитного средства 500. Согласно определенным вариантам исполнения, когда проводят введение в защищенный документ (например, защищенный документ 200 на ФИГУРЕ 2А), некоторые или все из видимых участков оптического защитного средства 500 выглядят, как показано на ФИГУРЕ 5А. Более конкретно, в некоторых вариантах исполнения видимые участки оптического защитного средства 500 содержат первую неповрежденную кромку 501А и вторую неповрежденную кромку 501В, а также ненарушенный участок 503 изображений, создающих характеристический визуальный эффект, который, когда проводят введение в защищенный документ, создает визуальные знаки подлинности защищенного документа. Как было упомянуто в обсуждении ФИГУРЫ 1 этого изобретения, для многих злоумышленников, получение по возможности такого неповрежденного оптического защитного средства 500 представляет главную цель их усилий в плане извлечения. Как показано в пояснительных примерах ФИГУР 5В и 5С, определенные варианты осуществления этого изобретения помогают воспрепятствовать попыткам злоумышленников осуществить эту цель, среди прочего, сокращением длины незатронутого оптического защитного средства 500, доступной для извлечения.
[0059] ФИГУРА 5В представляет вид поверхности одной стороны секции подложки 510 (например, подложки 350 на ФИГУРЕ 3), к которой была ультразвуком приварена секция оптического защитного средства 520 напротив подложки. В некоторых вариантах исполнения секция 510 подложки, показанный на ФИГУРЕ 5В, соответствует участку подложки на мостиковом участке (например, мостиковом участке 223 на ФИГУРЕ 2А) встроенного оптического защитного средства (например, как показано на ФИГУРЕ 2А). В определенных вариантах исполнения секции 510 подложки, показанный на ФИГУРЕ 5В, соответствует оборотной стороне защищенного документа, в котором защитный элемент был размещен на поверхности (например, как показано на ФИГУРЕ 2В) к противолежащей стороне.
[0060] Со ссылкой на неограничивающий пример ФИГУРЫ 5В, внешний вид поверхности секций подложки 510, перекрытых ультразвуковым сварным швом, сформированным согласно вариантам осуществления этого изобретения, может быть настроен регулировками предварительно определенного зажимающего давления, применяемого в процессе ультразвуковой сварки. Следует отметить, что конкретная величина зажимающего давления в фунтах, связанного с конкретным внешним видом на секции подложки, перекрытой ультразвуковым сварным швом, может зависеть от самых различных переменных параметров, содержащих, без ограничения, толщину перекрытой секции подложки, толщину оптического защитного средства, и площадь поверхности, и форму пресс-формы сварочного устройства (например, пресс-формы 410 на ФИГУРЕ 4). Согласно некоторым вариантам исполнения, где применяют более низкое предварительно определенное зажимающее давление (в некоторых вариантах исполнения зажимающее давление ~10 psi (~0,7 кг/м2)), область 511 подложки, непосредственно перекрытая ультразвуковым сварным швом, выглядит малой, если любая деформация обусловлена процессом ультразвуковой сварки. В различных вариантах осуществления согласно этому изобретению, где во время процесса сварки прилагают промежуточное зажимающее давление (в определенных вариантах исполнения, ~20 psi (~1,4 кг/м2)), область 513 подложки, непосредственно перекрытая ультразвуковым сварным швом, проявляет умеренное искажение поверхности. Согласно различным вариантам исполнения, искажение поверхности представляет собой функцию высоты рисунка на пресс-форме устройства для сварки. В определенных вариантах осуществления согласно этому изобретению, где область подложки, непосредственно перекрытая ультразвуковым сварным швом, проявляет значительное (в случае стандартных защищенных документов) искажение (например, искажение, большее или равное толщине оптического защитного средства 520) относительно окружающих областей подложки 510.
[0061] ФИГУРА 5С представляет противоположный ФИГУРЕ 5В вид, иллюстрирующий вид противолежащей стороны секции подложки 510, показывающий оптическое защитное средство 520 на участках, связанных с ультразвуковыми сварными швами, выполненными при различных зажимающих давлениях в неограничивающем примере ФИГУРЫ 5В. Как показано в неограничивающем примере ФИГУРЫ 5С, в некоторых вариантах исполнения, где использовали более низкое предварительно определенное зажимающее давление, контур поверхности оптического защитного средства 520 деформирован в области 521 оптического защитного средства 520, непосредственно перекрытой ультразвуковым сварным швом. Однако в этом иллюстративном примере ультразвуковой сварной шов остается ограниченным единственной поверхностью оптического защитного средства 520. Согласно определенным вариантам исполнения, «зазубренность» или односторонняя деформация участка оптического защитного средства 520 в области 521 может быть благоприятным образом использована для создания тактильных элементов (например, символов шрифта Брайля или фигурных форм) в защищенном документе.
[0062] Согласно определенным вариантам исполнения, при промежуточном зажимающем давлении область 523 оптического защитного средства 520, ближайшая к ультразвуковому сварному шву, становится визуально измененной так, что она выглядит иначе или больше не функционирует, как неповрежденная секция оптического защитного средства 520. В зависимости от формы используемой пресс-формы, изменение оптического защитного средства проявляется как эффект «прокомпостированного билета», причем искажен предыдущий смежный край (например, второй неповрежденный край 501А на ФИГУРЕ 5А). В определенных вариантах исполнения зажимающее действие может оставлять «отвисший выбитый кусочек» 524 материала в области вокруг ультразвукового сварного шва. В таких вариантах исполнения ультразвуковой сварной шов, так сказать, может быть протяженным до второй поверхности оптического защитного средства, причем результаты сварочного процесса являются видимыми на стороне оптического защитного средства 520 вдали от сварного шва на поверхности раздела между оптическим защитным средством и секцией подложки 510. Согласно различным вариантам исполнения, вышеуказанные эффекты «прокомпостированного билета» и «отвисшего выбитого кусочка», созданные повышением зажимающего давления, могут быть невидимыми с поверхности обзора защищенного документа (например, на мостиковом участке), и в то же время благоприятным образом сокращают величину оптического защитного средства 520, который, будучи успешно извлеченным, был бы пригоден для злоумышленного повторного использования.
[0063] Как показано в иллюстративном примере ФИГУРЫ 5С, «эффекты «прокомпостированного билета» и «отвисшего выбитого кусочка», показанные в области 523, могут быть увеличены (например, для дополнительной гарантии, что меньшая часть оптического защитного средства 520 будет пригодна для повторного использования в поддельных защищенных документах) повышением зажимающего давления во время ультразвуковой сварки. Согласно различным вариантам исполнения, приложением более высокого зажимающего давления область 525 оптического защитного средства, ближайшая к ультразвуковому сварному шву, участки 526 оптического защитного средства 520 могут быть ослаблены или полностью отделены от остального оптического защитного средства 520, тем самым устраняя для фальшивомонетчиков возможность попыток восстановить оптическое защитное средство 520 до неповрежденного вида.
[0064] Как обсуждается где-нибудь еще в этом изобретении, в дополнение к созданию способа упрочнения связи между оптическим защитным средством и целлюлозной поверхностью подложки, и чтобы сделать участки оптического защитного средства менее пригодными для повторного использования, ультразвуковая сварка оптического защитного средства согласно определенным вариантам осуществления этого изобретения также может повышать функциональность защищенных документов созданием тактильных знаков в дополнение к визуальным признакам защищенного документа.
[0065] ФИГУРЫ 6А-6С иллюстрируют примеры тактильных деталей, сформированных в оптических защитных средствах ультразвуковой сваркой согласно определенным вариантам осуществления этого изобретения.
[0066] Со ссылкой на неограничивающий пример ФИГУРЫ 6А, на ФИГУРЕ представлена иллюстрация секции оптического защитного средства 600 (например, оптического защитного средства 300 на ФИГУРЕ 3), как он выглядит после ультразвуковой сварки с целлюлозной поверхностью. В этом неограничивающем примере на ФИГУРЕ изображены два участка (601а и 601b) оптического защитного средства 600, содержащие выпуклые участки поверхности оптического защитного средства 600, ближайшие к ультразвуковым сварным швам с целлюлозной поверхностью, образованным согласно определенным вариантам осуществления этого изобретения.
[0067] Со ссылкой на иллюстративный пример ФИГУРЫ 6А, при зажимании оптического защитного средства 600 и целлюлозной поверхности подложки между пресс-формой и ультразвуковым зондом, в то же время с подведением энергии колебаний для формирования ультразвукового сварного шва, в оптическом защитном средстве могут быть сформированы выпуклые узорные формы на основе конфигурации пресс-формы. В зависимости от местоположения ультразвукового сварного шва и использованной(-ных) пресс-формы(-форм), эти выпуклые узорные формы могут создавать тактильные знаки подлинности (например, достоинства банкноты) или аутентичности защищенного документа. Согласно определенным вариантам исполнения, и как показано в участке 601а, выпуклые элементы, созданные во время ультразвуковой сварки, содержат один или многие буквенно-цифровые знаки, такие как число «100». В зависимости от вариантов исполнения, тактильные элементы, сформированные посредством ультразвуковой сварки, могут быть такого масштаба (например, порядка 50-100 микрон (мкм)), так, что элемент ощущается как единственная «выпуклость» или «точка» на ощупь, но когда их рассматривают с увеличением, они выглядят как число или узорный элемент. В некоторых вариантах исполнения создание такой микроуровневой детали создает дополнительные знаки подлинности защищенного документа и технические сложности для вероятных фальшивомонетчиков. В некоторых вариантах исполнения, и как показано на участке 601b, выпуклые элементы, созданные во время ультразвуковой сварки, отдалены друг от друга и сформированы для обеспечения различимых признаков, которые могут быть опознаны при прикосновении пользователя, такие как символы шрифта Брайля.
[0068] ФИГУРА 6В иллюстрирует пример тактильных элементов, сформированных на поверхности оптического защитного средства 610 (например, оптического защитного средства 300 на ФИГУРЕ 3) во время ультразвуковой сварки с целлюлозной поверхностью, согласно различным вариантам осуществления этого изобретения. Согласно определенным вариантам исполнения, оптическое защитное средство 610 содержит микроструктуры (например, микролинзы, дифракционные решетки, или прочие структуры подобного масштаба), которые создают характеристический оптический эффект. При этих размере и точном позиционировании таких микроструктур ультразвуковая сварка оптического защитного средства с целлюлозной поверхностью согласно некоторым вариантам осуществления этого изобретения может повреждать или нарушать внешний вид характеристического оптического эффекта на участках вокруг ультразвукового сварного шва. В некоторых вариантах исполнения (например, вариантах исполнения, где ультразвуковой сварной шов сформирован на мостиковом участке защищенного документа) такое повреждение может быть благоприятным в том отношении, что оно сокращает длину потенциально пригодных к повторному использованию секциях оптического защитного средства. В некоторых вариантах исполнения характеристики оформления защищенного документа (например, где ультразвуковые сварные швы должны быть созданы в областях защищенного документа, где оптическое защитное средство 610 размещено на поверхности) могут быть такими, что для микроструктур, поддерживающих оптический эффект, нежелательно иметь видимые повреждения в результате ультразвуковой сварки.
[0069] Со ссылкой на неограничивающий пример ФИГУРЫ 6В, видимая поверхность оптического защитного средства 610 содержит один или более создающие эффект участки (например, создающий эффект участок 615), и один или многие переходные участки (например, переходный участок 620). Согласно различным вариантам исполнения, создающий эффект участок 615 содержит область внутри оптического защитного средства 610, содержащую микроструктуры (например, матрицу фокусирующих элементов 305 на ФИГУРЕ 3), которая вносит вклад в создание характеристического оптического эффекта. В определенных вариантах осуществления согласно этому изобретению, переходный участок 620 содержит секцию оптического защитного средства 610, в которой микроструктуры не предусмотрены, или, альтернативно, в секции оптического защитного средства 610, в которой микроструктуры присутствуют, но предполагают белый промежуток в дизайне оптического защитного средства, и тем самым оптический эффект, создаваемый оптическим защитным средством 610, не является различимо поврежденным во время процесса ультразвуковой сварки. Согласно некоторым вариантам исполнения, переходный участок 620 составлен оптической прокладкой (например, оптической прокладкой 310 на ФИГУРЕ 3), которая подвергнута ультразвуковой сварке с целлюлозной поверхностью. В определенных вариантах исполнения, в дополнение к ультразвуковым сварным швам, оптическое защитное средство 610 прикреплено к целлюлозной поверхности с использованием адгезива, такого как акрилатный, термопластичный или термореактивный клей. Согласно определенным вариантам исполнения, ультразвуковые сварные швы сформированы на переходном участке 620, создавая тактильные элементы (например, тактильный элемент 625), с одной или многими формами, содержащими, без ограничения, полоски, точки, кружки и узоры из них. ФИГУРА 6С представляет дополнительный иллюстративный пример выпуклого тактильного элемента 630, сформированного на переходном участке 635 оптического защитного средства, согласно некоторым вариантам осуществления этого изобретения.
[0070] В то время как ФИГУРЫ 6А-6С иллюстрируют примеры тактильных элементов, созданных ультразвуковой сваркой, которые выступают относительно видимой поверхности оптического защитного средства, варианты осуществления согласно этому изобретению не ограничены, и охватывают тактильные элементы, которые находятся ниже видимой поверхности оптического защитного средства (например, вмятины или углубления в поверхности оптического защитного средства).
[0071] ФИГУРА 7 иллюстрирует операции способа 700 получения защищенного документа согласно различным вариантам осуществления этого изобретения.
[0072] Со ссылкой на неограничивающий пример ФИГУРЫ 7, при операции 705 оптическое защитное средство (например, оптическое защитное средство 500 на ФИГУРЕ 5А), или его секцию, размещают на первой поверхности подложки. В некоторых вариантах исполнения первая поверхность подложки содержит целлюлозный материал, такой как древесная целлюлоза или хлопковое волокно. Согласно некоторым вариантам исполнения, первая поверхность подложки может быть наружной поверхностью подложки (например, местоположение для поверхностного монтажа оптического защитного средства), или внутренней поверхностью подложки, такой как образованной мостиковым участком (например, мостиковым участком 223 на ФИГУРЕ 2А). В некоторых вариантах исполнения оптическое защитное средство позиционируют посредством блока внутри крупной установки для выполнения операций рулонной технологии для изготовления защищенных документов, например, такой как бумагоделательная машина или печатный станок (например, станок OptiNota®). В некоторых вариантах исполнения оптическое защитное средство позиционируют у мокрого конца (формовочной секции) бумагоделательной машины, и удерживают на месте посредством адгезива по ходу формирования подложки, и затем впоследствии подвергают ультразвуковой сварке. В определенных вариантах исполнения оптическое защитное средство позиционируют на подложке у сухого конца бумагоделательной машины.
[0073] Как показано в иллюстративном примере ФИГУРЫ 7, в операции 710, после позиционирования, оптическое защитное средство и подложку прижимают друг к другу при предварительно определенном зажимающем давлении, причем предварительно определенное зажимающее давление прилагают ультразвуковым зондом (например, ультразвуковым зондом 405 на ФИГУРЕ 4А) и пресс-формой (например, пресс-формой 410 на ФИГУРЕ 4А). В определенных вариантах осуществления согласно этому изобретению, пресс-форма имеет один или многие элементы (например, элемент 419), которые локализуют контактное давление для создания тактильных структур (например, символов шрифта Брайля в области 601b на ФИГУРЕ 6А) одной или более из подложек или оптическом защитном средстве вблизи ультразвукового сварного шва. Согласно некоторым вариантам исполнения, предварительно определенное зажимающее давление выбирают для создания видимых изменений в области (например, в области 525 на ФИГУРЕ 5С), ближайшей к ультразвуковому сварному шву. В некоторых вариантах исполнения оптическое защитное средство зажимают на переходном участке (например, переходном участке 620 на ФИГУРЕ 6В), чтобы избежать изменения характеристического оптического эффекта, создаваемого микроструктурами в оптическом защитном средстве.
[0074] Со ссылкой на неограничивающий пример ФИГУРЫ 7, в операции 715, в то время, как оптическое защитное средство и подложка прижаты друг к другу, через ультразвуковой зонд подводят энергию колебаний в течение предварительно определенного периода времени для формирования ультразвукового сварного шва. В некоторых вариантах осуществления согласно этому изобретению предварительно определенный период времени составляет более 0,25 секунды. В различных вариантах исполнения предварительно определенное время сварки составляет 0,25 секунды или менее. По меньшей мере в одном варианте осуществления согласно этому изобретению предварительно определенное время сварки составляет 0,15 секунды или менее. В различных вариантах осуществления согласно этому изобретению предварительно определенное время сварки составляет 0,1 секунды или менее.
[0075] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, содержащие подложку, содержащую первую поверхность и вторую поверхность, противоположную первой поверхности, причем первая поверхность содержит целлюлозный материал, причем оптическое защитное средство содержит знаки подлинности защищенного документа, и третью поверхность, причем третья поверхность содержит термопластичный полимер, и ультразвуковой сварной шов, образующий связь между секцией первой поверхности и секцией третьей поверхности.
[0076] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых целлюлозный материал содержит по меньшей мере одно из древесной целлюлозы, хлопкового волокна, льняного волокна, волокна из льна, сизалевого волокна, конопляного (пенькового) волокна, волокна манильской пеньки, волокна козо, волокна митсумато, бамбукового волокна или волокна кенафа.
[0077] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых термопластичный полимер содержит по меньшей мере один из сложного полиэфира, полиэтилентерефталата (PET), полипропилена, полиэтилена или нейлона.
[0078] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых ультразвуковой сварной шов находится в контакте со второй поверхностью подложки.
[0079] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, дополнительно содержащие окошечный участок; и мостиковый участок, в котором первая часть оптического защитного средства заделана внутрь мостикового участка, причем ультразвуковой сварной шов размещен на мостиковом участке, и причем вторая часть оптического защитного средства является видимой в окошечном участке.
[0080] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых визуальные знаки подлинности повреждены в области оптического защитного средства, ближайшей к ультразвуковому сварному шву.
[0081] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых оптическое защитное средство представляет собой микрооптическое защитное средство, содержащий слой фокусирующих элементов и слой элементов пиктограмм изображений.
[0082] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых оптическое защитное средство размещен поверхностным монтажом на первой поверхности подложки.
[0083] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых оптическое защитное средство представляет собой микрооптическое защитное средство, содержащее создающий эффект участок, причем создающий эффект участок содержит слой фокусирующих элементов и слой элементов пиктограмм изображений, причем оптическое защитное средство содержит переходный участок, и причем ультразвуковой сварной шов размещен на переходном участке.
[0084] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, дополнительно содержащие выпуклый участок, содержащий ультразвуковой сварной шов.
[0085] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых выпуклый участок содержит тактильные знаки подлинности защищенного документа.
[0086] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых тактильные знаки подлинности защищенного документа содержит по меньшей мере одно из полоски, точки, сплошного кружка, сплошного узора, буквенно-цифрового знака, или символа шрифта Брайля.
[0087] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых оптическое защитное средство содержит машиночитаемый защитный элемент.
[0088] Примеры защищенных документов согласно определенным вариантам осуществления этого изобретения содержат защищенные документы, в которых третья поверхность покрыта одним или многими из акрилатного, термопластичного или термореактивного клея.
[0089] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, содержащие позиционирование оптического защитного средства на первой поверхности подложки, причем подложка имеет первую поверхность и вторую поверхность, противоположную первой поверхности, и первая поверхность содержит целлюлозный материал, и оптическое защитное средство содержит визуальные знаки подлинности защищенного документа, и третью поверхность, причем третья поверхность содержит термопластичный полимер; зажимание оптического защитного средства и подложки друг с другом с предварительно определенным зажимающим давлением, прилагаемым ультразвуковым зондом и пресс-формой; и в то время, пока оптическое защитное средство и подложка прижаты друг к другу, подведение в течение предварительно определенного времени сварки энергии колебаний через ультразвуковой зонд для создания ультразвукового сварного шва секции первой поверхности с секцией третьей поверхности.
[0090] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых оптическое защитное средство размещают на первой поверхности подложки на мокром конце бумагоделательной машины.
[0091] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых оптическое защитное средство размещают на первой поверхности подложки на сухом конце бумагоделательной машины.
[0092] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых энергию колебаний подводят на сухом конце бумагоделательной машины.
[0093] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых энергию колебаний подводят в печатном станке.
[0094] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых позиционирование оптического защитного средства на первой поверхности подложки выполняют как часть рулонной технологии изготовления.
[0095] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых зажимание оптического защитного средства и подложки друг с другом при предварительно определенном зажимающем давлении проводят как часть рулонной технологии изготовления.
[0096] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых подведение энергии колебаний через ультразвуковой зонд для образования ультразвукового сварного шва, связывающего участок первой поверхности с участком третьей поверхности, выполняют как часть рулонной технологии изготовления.
[0097] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых предварительно определенное зажимающее давление составляет величину менее 30 фунтов на квадратный дюйм (psi) (2,1 кг/м2).
[0098] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых предварительно определенное зажимающее давление составляет величину менее 20 psi (1,4 кг/м2).
[0099] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых предварительно определенное зажимающее давление составляет величину менее 10 psi (0,7 кг/м2).
[0100] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых предварительно определенное время сварки составляет величину более 0,25 секунды.
[0101] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых предварительно определенное время сварки составляет 0,25 секунды или менее.
[0102] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых предварительно определенное время сварки составляет 0,15 секунды или менее.
[0103] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых предварительно определенное время сварки составляет 0,1 секунды или менее.
[0104] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых целлюлозный материал содержит по меньшей мере одно из древесной целлюлозы, хлопкового волокна, льняного волокна, волокна из льна, сизалевого волокна, конопляного (пенькового) волокна, волокна манильской пеньки, волокна козо, волокна митсумато, бамбукового волокна или волокна кенафа.
[0105] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых термопластичный полимер содержит по меньшей мере один из сложного полиэфира, полиэтилентерефталата (PET), полипропилена, полиэтилена или нейлона.
[0106] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых ультразвуковой сварной шов находится в контакте со второй поверхностью подложки.
[0107] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых оптическое защитное средство размещено на первой поверхности подложки таким образом, чтобы определять окошечный участок и мостиковый участок, причем первая часть оптического защитного средства заделана внутрь мостикового участка, причем ультразвуковой сварной шов находится в мостиковом участке, и причем вторая часть оптического защитного средства является видимой в окошечном участке.
[0108] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых зажимание оптического защитного средства и подложки друг с другом с предварительно определенным зажимающим давлением повреждает визуальные знаки подлинности в области оптического защитного средства, ближайшей к ультразвуковому сварному шву.
[0109] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых оптическое защитное средство представляет собой микрооптическое защитное средство, содержащее слой фокусирующих элементов и слой элементов пиктограмм изображений.
[0110] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых позиционирование оптического защитного средства на первой поверхности подложки предусматривает поверхностный монтаж оптического защитного средства на первой поверхности подложки.
[0111] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых оптическое защитное средство представляет собой микрооптическое защитное средство, содержащее создающий эффект участок, причем создающий эффект участок содержит слой фокусирующих элементов и слой элементов пиктограмм изображений, причем оптическое защитное средство содержит переходный участок, и причем ультразвуковой сварной шов размещен на переходном участке.
[0112] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых зажимание оптического защитного средства и подложки друг с другом и приложение энергии колебаний для создания ультразвукового сварного шва образует выпуклый участок, содержащий ультразвуковой сварной шов.
[0113] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых выпуклый участок содержит тактильные знаки подлинности защищенного документа.
[0114] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых тактильные знаки подлинности защищенного документа содержит по меньшей мере одно из полоски, точки, буквенно-цифрового знака, сплошного узора, или символа шрифта Брайля.
[0115] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых оптическое защитное средство содержит машиночитаемый защитный элемент.
[0116] Примеры способов получения защищенных документов согласно определенным вариантам осуществления этого изобретения содержат способы, в которых зажимание оптического защитного средства и подложки друг с другом с предварительно определенным зажимающим давлением, прилагаемым ультразвуковым зондом и пресс-формой, и подведение в течение предварительно определенного периода времени энергии колебаний через ультразвуковой зонд для формирования ультразвукового сварного шва, связывающего секцию первой поверхности с секцией третьей поверхности, выполняют как часть процесса печати.
[0117] Настоящее изобретение не должно быть прочитано как подразумевающее, что любые конкретные элемент, стадия или функция представляют собой существенные элемент, стадию или функцию, которое должны быть включены в область пунктов формулы изобретения. Более того, пункты формулы изобретения не предполагают необходимости ссылки на Раздел 35 Кодекса законов США, §112(f), если только точно после слов «средства для» не следует причастие.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛНОСТЬЮ МИКРООПТИЧЕСКИ ЗАЩИЩЕННЫЙ ДОКУМЕНТ | 2019 |
|
RU2790220C2 |
| Маркированное лазером устройство | 2012 |
|
RU2614643C9 |
| ЗАЩИЩЕННЫЙ ДОКУМЕНТ С ПРИКРЕПЛЕННЫМ ЗАЩИТНЫМ УСТРОЙСТВОМ, ОБЛАДАЮЩИМ ПОВЫШЕННОЙ ЗАЩИЩЕННОСТЬЮ ОТ ИЗВЛЕЧЕНИЯ | 2019 |
|
RU2783998C2 |
| ИСПОЛЬЗОВАНИЕ НАНОЧАСТИЦ ДЛЯ НАСТРОЙКИ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ СЛОЕВ ПОЛИМЕРНОЙ МАТРИЦЫ С ЦЕЛЬЮ ОПТИМИЗАЦИИ МИКРООПТИЧЕСКОГО (MO) ФОКУСИРОВАНИЯ | 2020 |
|
RU2818504C2 |
| ИСПОЛЬЗОВАНИЕ НАНОЧАСТИЦ ДЛЯ НАСТРОЙКИ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ СЛОЕВ ПОЛИМЕРНОЙ МАТРИЦЫ ДЛЯ ОПТИМИЗАЦИИ МИКРООПТИЧЕСКОГО (MO) ФОКУСИРОВАНИЯ | 2020 |
|
RU2810915C2 |
| ИСПОЛЬЗОВАНИЕ НАНОЧАСТИЦ ДЛЯ НАСТРОЙКИ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ СЛОЕВ ПОЛИМЕРНОЙ МАТРИЦЫ С ЦЕЛЬЮ ОПТИМИЗАЦИИ МИКРООПТИЧЕСКОГО (MO) ФОКУСИРОВАНИЯ | 2020 |
|
RU2810914C2 |
| МИКРООПТИЧЕСКИЙ ЗАЩИТНЫЙ ЭЛЕМЕНТ С ЦВЕТОВЫМИ ЗОНАМИ | 2020 |
|
RU2824320C2 |
| МИКРООПТИЧЕСКОЕ ЗАЩИТНОЕ УСТРОЙСТВО С АБСОЛЮТНЫМ СОВМЕЩЕНИЕМ | 2020 |
|
RU2817288C2 |
| ЗАЩИЩЕННЫЙ ЛИСТ ИЛИ ДОКУМЕНТ, ИМЕЮЩИЙ ОДИН ИЛИ НЕСКОЛЬКО УСИЛЕННЫХ ВОДЯНЫХ ЗНАКОВ | 2014 |
|
RU2680329C9 |
| МИКРООПТИЧЕСКАЯ СИСТЕМА БЕЗОПАСНОСТИ И ВОСПРОИЗВЕДЕНИЯ ИЗОБРАЖЕНИЯ | 2004 |
|
RU2414731C2 |






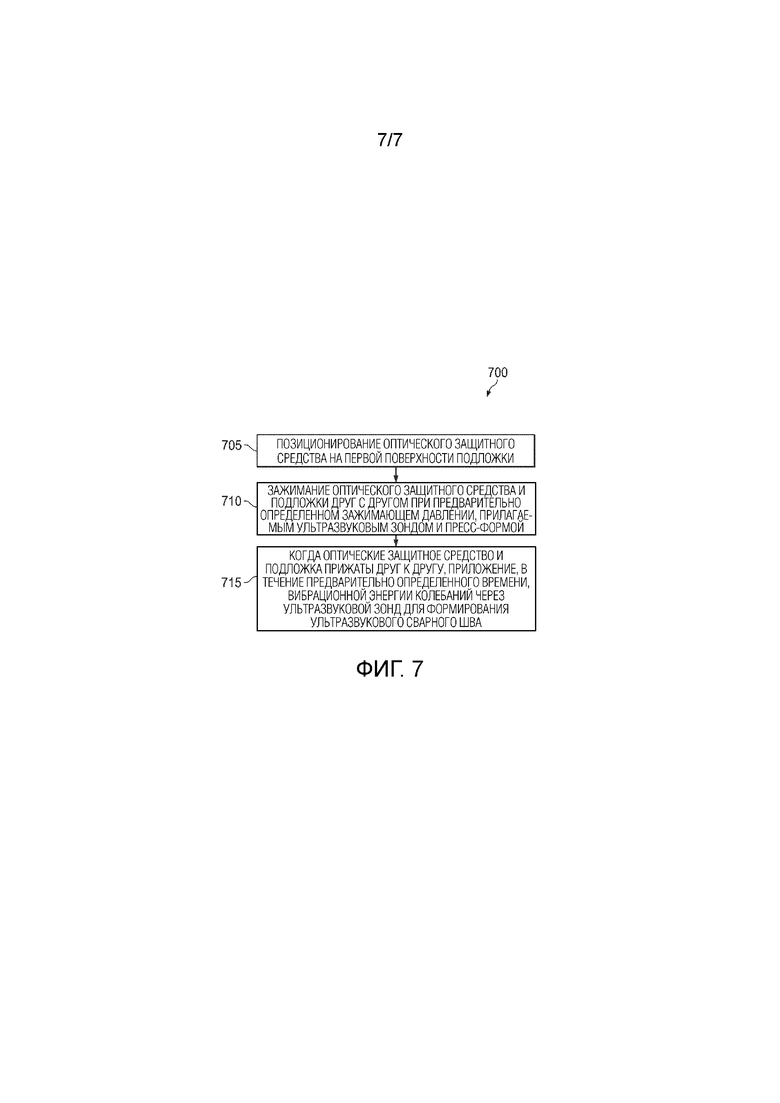
Группа изобретений относится к области защиты документов. Защищенный документ содержит подложку, имеющую первую поверхность и вторую поверхность, противоположную первой поверхности, причем первая поверхность имеет целлюлозный материал. Защищенный документ дополнительно содержит оптическое защитное средство, имеющее визуальные знаки подлинности защищенного документа, и третью поверхность, причем третья поверхность имеет термопластичный полимер. Защищенный документ также содержит ультразвуковой сварной шов, образующий связь между секцией первой поверхности и секцией третьей поверхности. Технический результат – повышение защищенности документов. 2 н. и 34 з.п. ф-лы, 7 ил.
1. Защищенный документ (200), содержащий:
подложку (205), содержащую первую поверхность и вторую поверхность, противоположную первой поверхности, причем первая поверхность содержит целлюлозный материал;
оптическое защитное средство (220), содержащее оптические знаки подлинности защищенного документа, и третью поверхность, причем третья поверхность содержит термопластичный полимер; и
ультразвуковой сварной шов (225), образующий соединение между секцией первой поверхности и секцией третьей поверхности,
причем первая часть оптического защитного средства встроена в подложку, образуя мостиковый участок (223),
причем вторая часть оптического защитного средства видимым образом расположена на первой поверхности, образуя окошечный участок (221), и
причем ультразвуковой сварной шов размещен только на мостиковом участке.
2. Защищенный документ по п. 1, в котором целлюлозный материал содержит по меньшей мере одно из древесной целлюлозы, хлопкового волокна, льняного волокна, волокна из льна, сизалевого волокна, конопляного (пенькового) волокна, волокна манильской пеньки, волокна козо, волокна митсумато, бамбукового волокна или волокна кенафа.
3. Защищенный документ по п. 1, в котором термопластичный полимер содержит по меньшей мере один из сложного полиэфира, полиэтилентерефталата (PET), полипропилена, полиэтилена или нейлона.
4. Защищенный документ по п. 1, в котором ультразвуковой сварной шов находится в контакте со второй поверхностью подложки.
5. Защищенный документ по п. 1, в котором оптические знаки подлинности повреждены в мостиковом участке и вблизи ультразвукового сварного шва.
6. Защищенный документ по п. 1, в котором оптическое защитное средство представляет собой микрооптическое защитное средство (300), содержащее слой фокусирующих элементов (305) и слой элементов пиктограмм (321) изображений.
7. Защищенный документ по п. 1, дополнительно содержащий выпуклый участок, содержащий ультразвуковой сварной шов.
8. Защищенный документ по п. 7, в котором выпуклый участок содержит тактильный знак (601а) подлинности защищенного документа.
9. Защищенный документ по п. 8, в котором тактильный знак подлинности содержит по меньшей мере одно из полоски, точки, сплошного кружка, сплошного узора, буквенно-цифрового символа или символа шрифта Брайля.
10. Защищенный документ по п. 1, в котором оптическое защитное средство содержит машиночитаемый защитный элемент.
11. Защищенный документ по п. 1, в котором третья поверхность покрыта одним или более из акрилатного, термопластичного или термореактивного клея.
12. Способ получения защищенного документа, причем способ содержит:
позиционирование оптического защитного средства на первой поверхности подложки, причем подложка содержит первую поверхность и вторую поверхность, противоположную первой поверхности, причем первая поверхность содержит целлюлозный материал, и оптическое защитное средство содержит оптические знаки подлинности защищенного документа, и третью поверхность, причем третья поверхность содержит термопластичный полимер;
зажимание оптического защитного средства и подложки друг с другом с предварительно определенным зажимающим давлением, прилагаемым ультразвуковым зондом и пресс-формой; и
в то время, пока оптическое защитное средство и подложка прижаты друг к другу, применение в течение предварительно определенного времени сварки энергии вибрации через ультразвуковой зонд для создания ультразвукового сварного шва, соединяющего секцию первой поверхности с секцией третьей поверхности,
причем оптическое защитное средство размещено на первой поверхности подложки таким образом, чтобы определять окошечный участок и мостиковый участок,
причем первая часть оптического защитного средства встроена внутрь окошечного участка,
причем ультразвуковой сварной шов находится только на мостиковом участке, и
причем вторая часть оптического защитного средства является видимой в окошечном участке.
13. Способ по п. 12, в котором оптическое защитное средство размещается на первой поверхности подложки на мокром конце машины для производства бумаги.
14. Способ по п. 12, в котором оптическое защитное средство размещают на первой поверхности подложки на сухом конце машины для производства бумаги.
15. Способ по п. 12, в котором вибрационная энергия применяется на сухом конце машины для производства бумаги.
16. Способ по п. 12, в котором вибрационную энергию применяют в печатном станке.
17. Способ по п. 12, в котором позиционирование оптического защитного средства на первой поверхности подложки выполняют как часть рулонной технологии изготовления.
18. Способ по п. 12, в котором зажимание оптического защитного средства и подложки друг с другом при предварительно определенном зажимающем давлении проводят как часть рулонной технологии изготовления.
19. Способ по п. 12, в котором подведение вибрационной энергии через ультразвуковой зонд для образования ультразвукового сварного шва, соединяющего участок первой поверхности с участком третьей поверхности, выполняют как часть рулонной технологии изготовления.
20. Способ по п. 12, в котором предварительно определенное зажимающее давление составляет величину менее 30 фунтов на квадратный дюйм (psi) (2,1 кг/м2).
21. Способ по п. 12, в котором предварительно определенное зажимающее давление составляет величину менее 20 psi (1,4 кг/м2).
22. Способ по п. 12, в котором предварительно определенное зажимающее давление составляет величину менее 10 psi (0,7 кг/м2).
23. Способ по п. 12, в котором предварительно определенное время сварки составляет величину более 0,25 секунды.
24. Способ по п. 12, в котором предварительно определенное время сварки составляет 0,25 секунды или менее.
25. Способ по п. 12, в котором предварительно определенное время сварки составляет 0,15 секунды или менее.
26. Способ по п. 12, в котором предварительно определенное время сварки составляет 0,1 секунды или менее.
27. Способ по п. 12, в котором целлюлозный материал содержит по меньшей мере одно из древесной целлюлозы, хлопкового волокна, льняного волокна, волокна из льна, сизалевого волокна, конопляного (пенькового) волокна, волокна манильской пеньки, волокна козо, волокна митсумато, бамбукового волокна или волокна кенафа.
28. Способ по п. 12, в котором термопластичный полимер содержит по меньшей мере один из сложного полиэфира, полиэтилентерефталата (PET), полипропилена, полиэтилена или нейлона.
29. Способ по п. 12, в котором ультразвуковой сварной шов находится в контакте со второй поверхностью подложки.
30. Способ по п. 12, в котором зажимание оптического защитного средства и подложки друг с другом с предварительно определенным зажимающим давлением повреждает оптические знаки подлинности в мостиковом участке и вблизи ультразвукового сварного шва.
31. Способ по п. 12, в котором оптическое защитное средство представляет собой микрооптическое защитное средство, содержащее слой фокусирующих элементов и слой элементов пиктограмм изображений.
32. Способ по п. 12, в котором зажимание оптического защитного средства и подложки друг с другом и приложение вибрационной энергии для создания ультразвукового сварного шва образует выпуклый участок, содержащий ультразвуковой сварной шов.
33. Способ по п. 32, в котором выпуклый участок содержит тактильные знаки подлинности защищенного документа.
34. Способ по п. 33, в котором тактильный знак подлинности содержит по меньшей мере одно из полоски, точки, буквенно-цифрового символа, сплошного узора или символа шрифта Брайля.
35. Способ по п. 12, в котором оптическое защитное средство содержит машиночитаемый защитный элемент.
36. Способ по п. 12, в котором зажимание оптического защитного средства и подложки друг с другом с предварительно определенным зажимающим давлением, прилагаемым ультразвуковым зондом и пресс-формой, и применение в течение предварительно определенного периода времени вибрационной энергии через ультразвуковой зонд для формирования ультразвукового сварного шва, соединяющего секцию первой поверхности с секцией третьей поверхности, выполняют как часть процесса печати.
| US 2011019283 A1, 27.01.2011 | |||
| US 8062445 B2, 22.11.2011 | |||
| US 2018229536 A1, 16.08.2018 | |||
| US 2011248492 A1, 13.10.2011 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БУКЛЕТА, БУКЛЕТ, ИЗГОТОВЛЕННЫЙ СОГЛАСНО СПОСОБУ, И БУКЛЕТ | 1999 |
|
RU2233748C2 |

