Изобретение относится к области электротехники, в частности к способу изготовления линий передачи постоянного и/или переменного напряжения с высокими значениями токов от одного и/или нескольких источников к одному и/или нескольким потребителям электроэнергии.
Электропитание постоянного и/или переменного напряжения, с большими токами от одного или группы источников к одному или группе потребителей, осуществляется с использованием электрических проводников с заданной площадью поперечного сечения. Геометрическая форма поперечного сечения электрических проводников, их взаимное расположение и электрофизические параметры изоляционных материалов и проводников оказывают существенное влияние не только на основные электрические и механические характеристики, но и электромагнитные помехи, например, возникающие из-за воздействия токов электростатического разряда. Для ослабления помех, проводники и диэлектрики располагают так, чтобы создать положительный эффект от емкостных и индуктивных связей между проводниками силовых шин электропитания (СШЭП).
Из патента [Пат. US 20220193818 A1, МПК B23K 26/00, B23K 26/21, H01M 50/507. System and method for manufacturing a busbar / J. Thomas (US), J. Pfendler (US), G. Badders (US) №17/540471; заявл. 02.12.2021; опубл. 23.01.2022] известен способ изготовления сборной СШЭП, включающий изготовление выступа в углублении для сварного соединения шины с батареей и образование первого и второго выступающих участков, разделенных углублением, а также прижатие второго выступающего участка к шине перед сгибанием первого выступающего участка вокруг углубления.
Из патента [Пат. US 20130012079 A1 МПК H01M 2/20, B21D 22/00, H01R 25/14, B21C 23/00. Busbar and busbar manufacturing method / A. Sakae (JP), K. Toyotake (JP) №13/635470; заявл. 24.03.2011; опубл. 10.01.2013] известен способ изготовления сборной СШЭП, в котором шина соединяется с группой аккумуляторных батарей, положительные и отрицательные клеммы которых, выполнены из разных металлов, обладающих повышенной механической прочностью, низким электрическим сопротивлением и устойчивостью к коррозии. Сборная шина имеет единое металлическое соединение, на концах которого отрицательный проводник выполнен из того же металла, что и положительная клемма аккумуляторного элемента, и соединен с ней, а положительный проводник выполнен из того же металла, что и отрицательная клемма аккумуляторного элемента, и соединен с ней.
Из патента [Пат. US 20170018884 A1, МПК H01R 13/66; H01R 43/18; H01R 13/50; H01R 12/57; H01R 25/16. Insulating busbar and manufacturing method / Y. Hayase (JP), K. Taniguchi (JP) №15/203755; заявл. 06.07.2016; опубл. 19.01.2017] известен способ изготовления сборной СШЭП с изоляцией, которая имеет низкую индуктивность и высокое напряжение пробоя. В сборной СШЭП предусмотрена шина, соединяющийся с модулем, внутри которого установлен полупроводниковый чип, включающий проводники схемы и множество соединительных клемм, которые электрически соединяют проводники схемы с модулем. Изолирующая смола, формирует в одно целое проводники схемы и соединительные клеммы и устраняет зазоры между полупроводниками схемы.
Из патента [Пат. 2749558 РФ. Способ изготовления линии электропередачи со спиральным поперечным сечением и устройство на его основе / Комнатнов М.Е. (RU), Газизов Т.Р. (RU), Николаев И.И. (KZ), Демаков А.В. (RU), Дроздова А.А. (KZ)// №2020131977 заявл. 29.09.2020; опубл. 15.06.2021] известен способ изготовления сборной шины электропитания со спиральным поперечным сечением с устройством на его основе, включающий этап намотки по спирали нескольких электропроводящих пластин одинаковой ширины, являющихся проводниками электрической энергии и покрытых изолирующим материалом, и этап крепления соединителей к электропроводящим пластинам, которые наматываются с заданным количеством оборотов N на полый цилиндр совместно с изолятором толщиной w, имеющим с двух сторон липкий слой, таким образом, что в поперечном сечении линия электропередачи представляет вложенные спирали Архимеда, из изолятора и проводника, конечной длины с начальным радиусом r, который образуется внешней поверхностью полого цилиндра, в полости которого размещаются слаботочные сигнальные линии передачи и/или волоконно-оптическая линия связи, а изготавливается полый цилиндр из диэлектрического или металлического материала с покрытием на внешней поверхности изолятором толщиной w c суммарным радиусом r, являющимся начальным радиусом для спиральной в поперечном сечении линии передачи, длиной l, а электропроводящие пластины линии передачи при намотке плотно обращены лицевой стороной друг к другу с двух сторон, при этом к одному из краёв линии к электропроводящим пластинам крепятся клеммы в виде полых металлических цилиндров, а на внешней поверхности электропередачи вдоль её продольной составляющей крепятся Г-образные клеммы, которые являются межсоединением между источником, потребителем и/или другой линией с коаксиальным и/или спиральным поперечным сечением.
Из патента [Пат. US 20230083452 A1, МПК H02G 5/00, H02G 5/10, B64F 5/10. Busbar for an aircraft, method of manufacturing such busbar, and aircraft comprising such busbar / H. Benthien (DE), M. Hegenbart (DE), P. Linde (DE) №17/941638 заявл. 09.09.2021; опубл. 16.03.2023] известен способ изготовления сборной электрической шины для летательного аппарата, включающий, по меньшей мере, 4 металлических пластины из электропроводящего материала и, по меньшей мере, 3 изолирующих слоя из электроизоляционного материала. При этом на 1-й из 4 металлических пластин, выдавливается 1-я половина пространственных структур для формирования 1-го проводящего слоя, образуя 1-й подслой. На 2-й из 4 металлических пластин, выдавливается 2-я половина пространственных структур 1-го проводящего слоя, формируется отрицательный электрод 1-й половины, тем самым образуя 2-й подслой. На 3-й из 4 металлических пластин, выдавливается 1-я половина пространственных структур, формируя 2-й проводящий слой для 3-го подслоя. На 4-й из 4 металлических пластин выдавливается 2-я половина пространственных структур 2-го проводящего слоя, формируя отрицательный электрод 1-й половины 3-го подслоя, образуя 4-й подслой. Соединяют 1-й и 2-й подслои для образования 1-го проводящего слоя и 3-й и 4-й подслои для образования 2-го проводящего слоя. Укладываются 3 изолирующих слоя поочередно с 1-м и 2-м проводящими слоями таким образом, чтобы 2 из 3-х изолирующих слоев образовывали наружные поверхности сборной СШЭП, а укладка изолирующих и проводящих слоев образует сборную СШЭП.
Наиболее близким к заявляемому способу изготовления является способ [Пат. US 20190305526 A1 МПК H02B 1/21. R. Velthuis (DE), A. Krivda (CH), J. Rocks (CH) №16/443920; заявл. 18.01.2019; опубл. 03.10.2019]. Способ изготовления многофазной многослойной СШЭП со склеенными между собой слоями для передачи электрической энергии внутри коммутационного шкафа включает этапы: изготовление подложки из электроизоляционного материала требуемой формы; нанесение клея на подложку и/или на нижнюю сторону первого проводящего слоя и/или на изолирующее покрытие на нижней стороне первого проводящего слоя; размещение на подложке первого слоя из электропроводящего материала, покрытого электроизоляционным материалом; нанесение клея на верхнюю сторону первого проводящего слоя; размещение первого изолятора, являющегося центральным слоем из жесткого изоляционного материала; нанесение клея на верхнюю сторону первого изолятора и/или на нижнюю сторону второго проводящего слоя и/или на изолирующее покрытие на нижней стороне второго проводящего слоя; размещение второго проводящего слоя, покрытого электроизоляционным материалом, на верхней стороне первого изолятора; нанесение слоя адгезива на верхнюю сторону первого и второго проводящих слоев; размещение второго предварительно изготовленного изолятора, включающего центральный слой изоляционного материала поверх второго проводящего слоя или над ним; прижатие/прессование подложки или первого проводящего слоя и второго предварительно изготовленного изолятора друг к другу для отверждения клея.
Недостатками способа-прототипа, являются низкая механическая прочность из-за поэтапного наложения слоев изолятора и проводника, что может привести к смещению в продольном и/или поперечном направлениях слоев при высоких амплитудах тока и/или напряжения при продолжительной эксплуатации устройства СШЭП, отсутствие этапа покрытия электропроводящим слоем сборной СШЭП в целом, что снижает устойчивость к воздействию внешних электромагнитных помех и электростатического разряда на проводники, а также отсутствие этапов чередования проводников с противоположными полюсами, что приводит к высоким значениям погонных индуктивностей и низким значениям погонных емкостей.
Достоинствами заявляемого способа изготовления многофазной помехозащищенной силовой шины электропитания, является возможность получения малой массы и повышенной электрической и механической прочности, а также устойчивости к воздействию внешним излучаемым электромагнитным помехам и электростатическому разряду сборной многофазной электрической шины с повышенным ослаблением амплитуд кондуктивных синфазных и дифференциальных помех протекающих от источника/потребителя к потребителю/источнику.
Техническим результатом, на достижение которого направлен предлагаемый способ, является возможность изготовления многофазной силовой шины электропитания повышенной электрической и механической прочности с низкими паразитными параметрами и повышенной устойчивостью к внешним излучаемым электромагнитным помехам и электростатическому разряду.
Технический результат достигается за счет уменьшения погонной индуктивности и увеличения погонной ёмкости при размещении разнородных изоляционных материалов между одной и/или группы токопроводящих шин, являющихся проводниками прямых токов, внутри замкнутых вместе оснований из П-образных в поперечном сечении токопроводящих шин и крышки, являющихся проводником обратных токов, а также за счет нанесения внешнего электромагнитного экрана из металлизированной ткани.
Способ изготовления многофазной помехозащищенной силовой шины электропитания, включающий изготовление основания из электропроводящего материала в виде П-образных в поперечном сечении токопроводящих шин, являющихся в совокупности электрическим проводником обратных токов и изготавливают прямоугольные, в поперечном сечении токопроводящие шины, каждая из которых является электрическим проводником прямых токов, в которых для электрического подключения к источнику и/или потребителю изготавливают углубления для механического и/или паянного крепления гибких электрических проводников, противоположные концы которых при помощи механического и/или паянного крепления соединяют с лепестками одного и/или группы соединителей для электрического соединения с источником и/или потребителем электрической энергии, по завершению электрических соединений токопроводящие шины оксидируют до появления оксидной пленки, поверх которой наносят лак, а после его высыхания на токопроводящие шины с прямоугольным поперечным сечением наносят клеевую пленку, тем самым образуется изолятор из группы разнородных диэлектриков, после чего токопроводящие шины с прямоугольным поперечным сечением совместно с изоляционным материалом помещают внутрь токопроводящей шины с П-образным поперечным сечением, а образованную группу токопроводящих шин с П-образным поперечным сечением скрепляют между собой в пазы, которые содержат электропроводящий клей, а образованную воздушную полость между токопроводящими шинами с прямоугольным и П-образным поперечными сечениями заполняют электроизоляционным материалом из стеклотекстолита и/или эпоксидным пенокомпаундом, который заливают под давлением в барокамере, после отверждения которого сборную силовую электрическую шину повторно покрывают лаком, клеевой пленкой образуя на ее поверхности изолятор из группы разнородных диэлектриков и совместно с гибкими электрическими проводниками обматывают металлизированной тканью, образуя для сборной силовой электрической шины и электрических проводников единый электропроводящий экран, который имеет электрический контакт с кожухом соединителя и/или общим проводом источника и потребителя.
Способ изготовления многофазной помехозащищенной силовой шины электропитания поясняется чертежами, которые не охватывают и, тем более, не ограничивают весь объем притязаний данного устройства, а являются иллюстрирующими материалами:
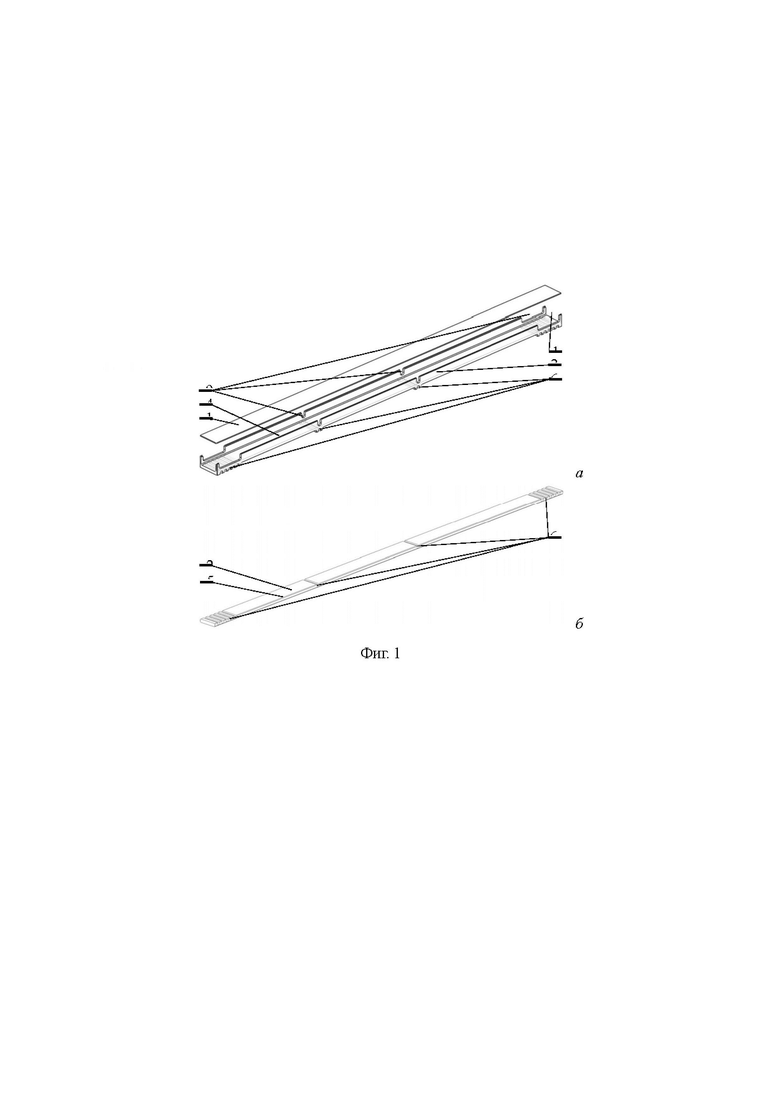
На фиг. 1 приведены изометрические виды каждого n-го П-образного в поперечном сечении основания и крышки (а), являющихся шиной обратных токов и образующих корпус для каждой n-й шины прямых токов (б) в многофазной помехозащищенной СШЭП.
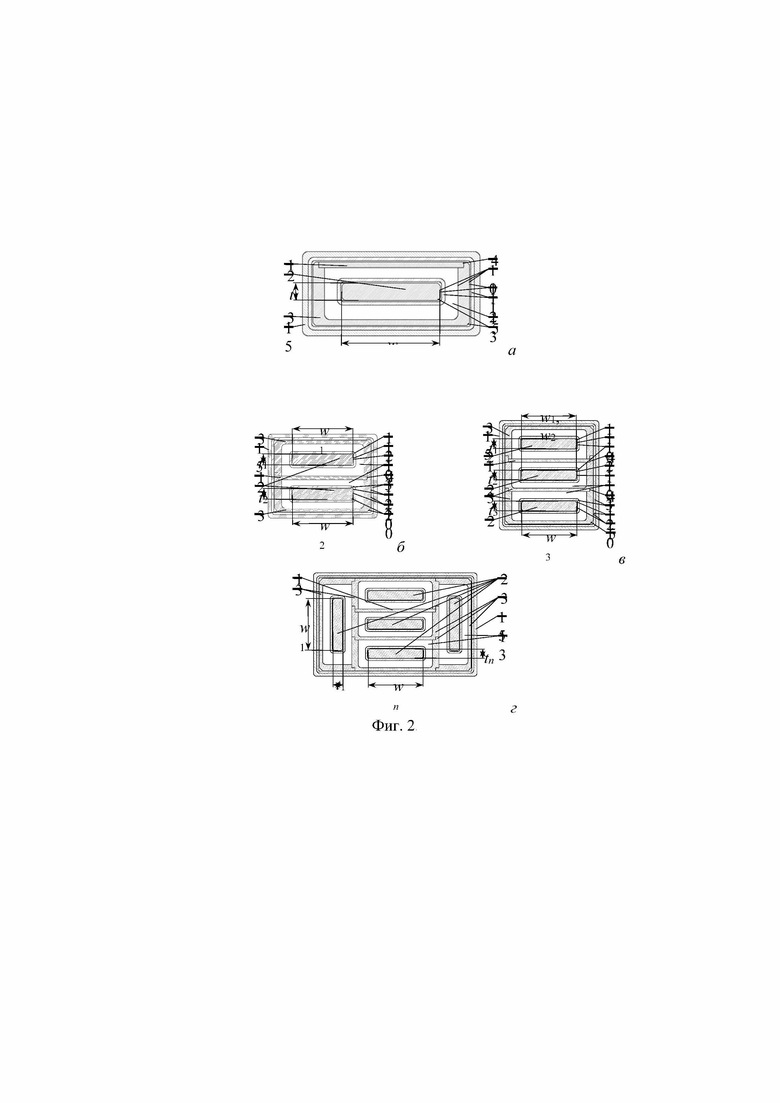
На фиг. 2 приведены поперечные сечения из n клееных оснований с крышкой, образующих корпуса и расположенных внутри них токопроводящих шин прямых токов для одно-(а), двух-(б), трех-(в) и 5-(г) фазной помехозащищенной СШЭП.
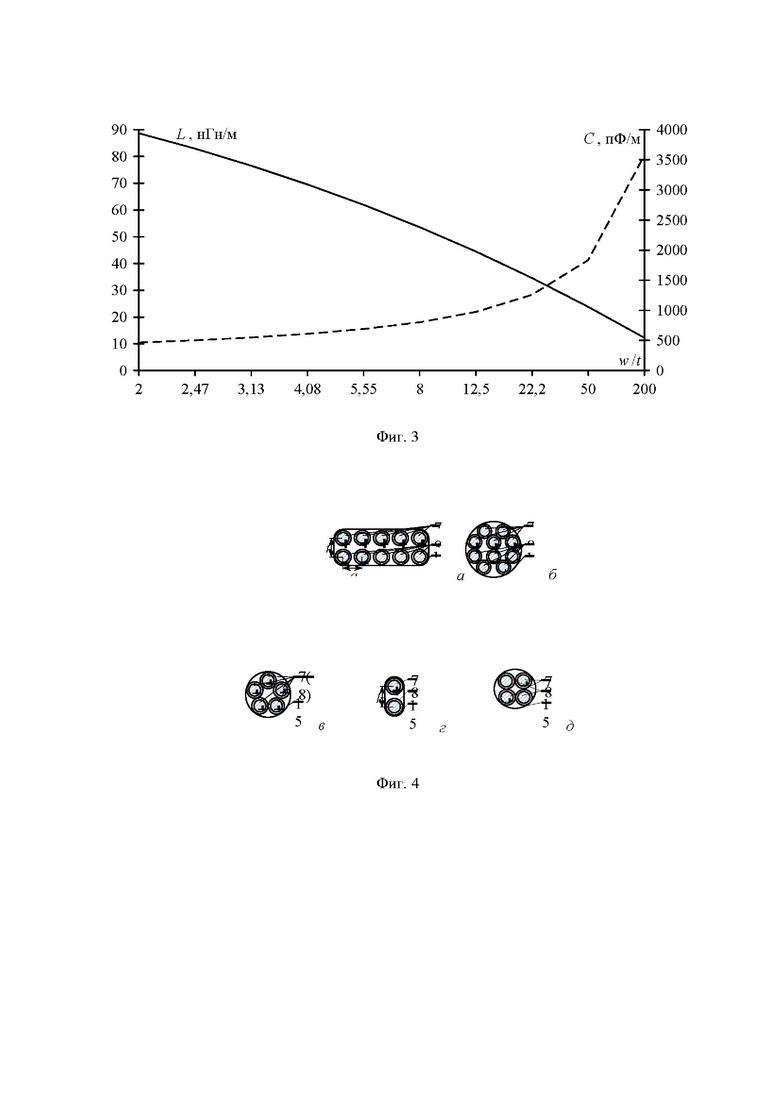
На фиг. 3 приведены зависимости погонных ёмкости (С) и индуктивности (L) для каждой n-й токопроводящей шины в корпусе без проводных отводов многофазной помехозащищенной СШЭП.
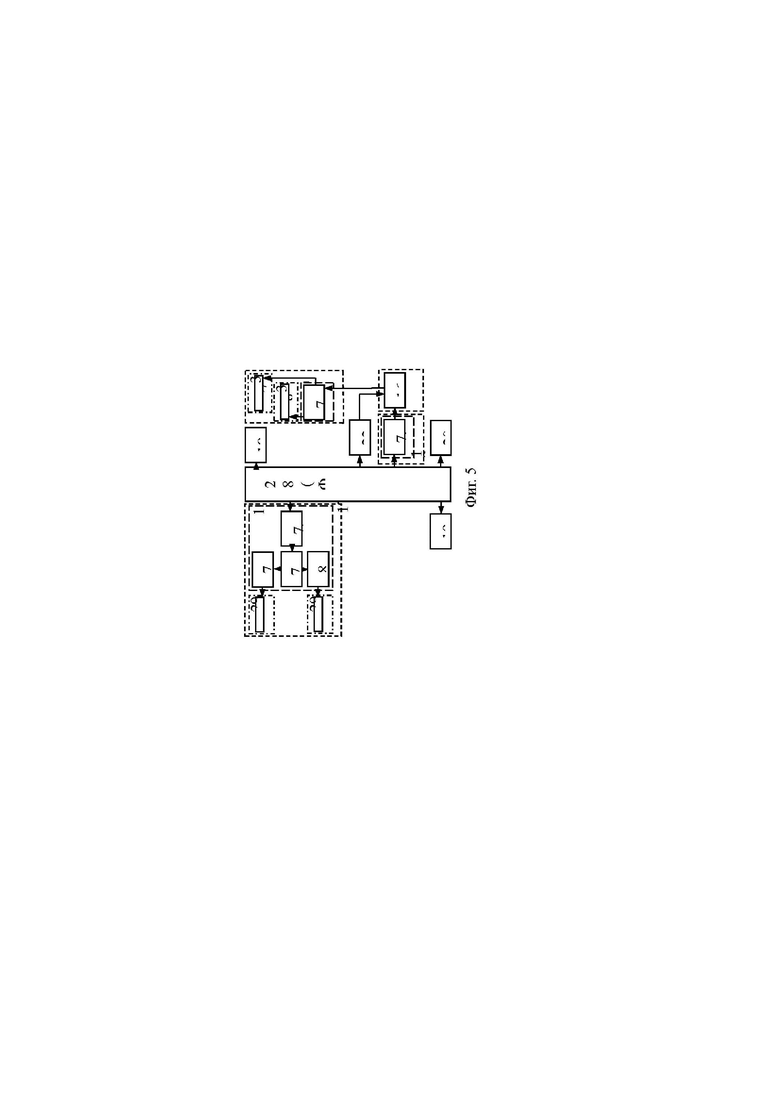
На фиг. 4 приведены поперечные сечения гибких проводных отводов для каждой
n-й фазы (а-в) и отводов (г, д) для дополнительного помехозащитного фильтра многофазной помехозащищенной СШЭП.
На фиг. 5 представлена схема соединения каждой n-й фазы СШЭП с проводными отводами и дополнительным помехозащитным фильтром.
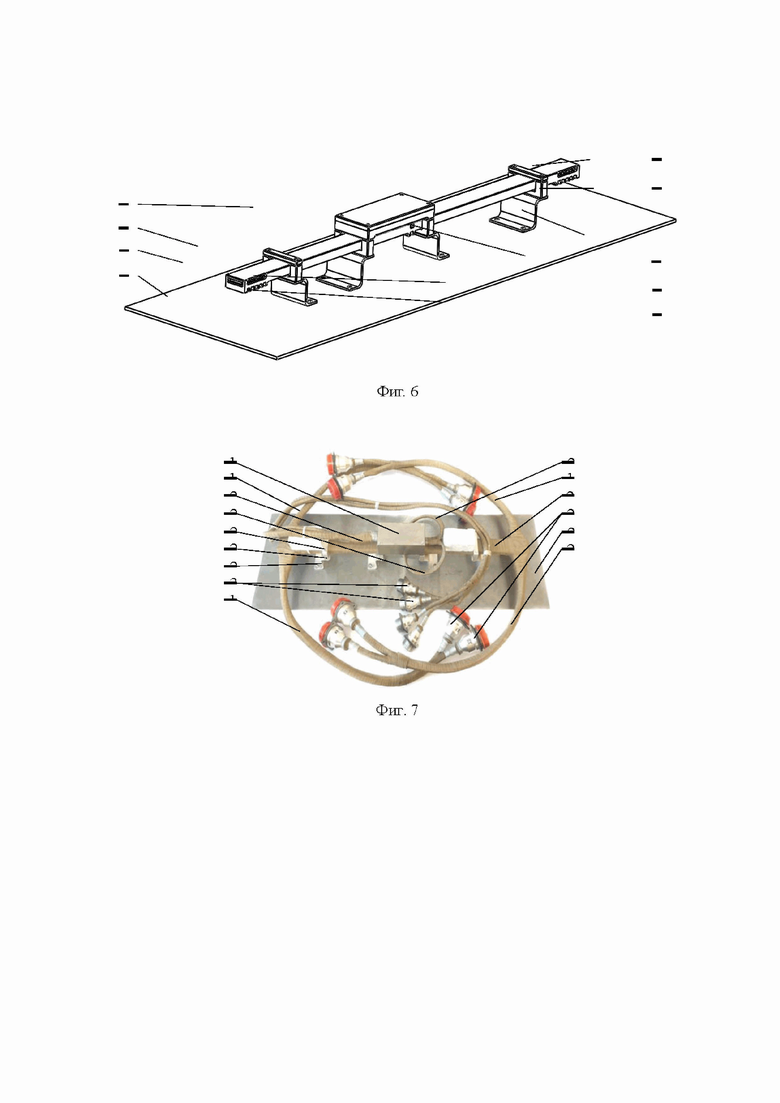
На фиг. 6 приведен изометрический вид сборной однофазной СШЭП без проводных отводов, закреплённой на панели кронштейнами совместно с дополнительным помехозащитным фильтром.
На фиг. 7 приведена фотография однофазной помехозащищенной СШЭП с дополнительным помехозащитным фильтром, расположенными на панели и закрепленными кронштейнами с держателями и планками.
Cпособ изготовления многофазной помехозащищенной СШЭП может реализоваться следующим образом.
Выполняется этап фрезеровки и/или штамповки из легкого электропроводящего материала, например алюминия, токопроводящих шин для прямых токов (1) (Фиг. 1а) и крышки (2) с основанием (3) для обратных токов (Фиг. 1б). Каждая n-я токопроводящая шина прямых токов (1) изготавливается в виде пластины длиной qn с прямоугольным поперечным сечением шириной (wn) и толщиной (tn) (Фиг 2). Площадь (wn×tn) поперечного сечения каждой n-й токопроводящей шины (1) вычисляется с учетом максимального протекающего тока в ней и материала, из которого она изготовлена. Значения максимальной индуктивности и минимальной емкости каждой n-й фазы выбирается в соответствии со значением wn/tn из кривой Фиг. 3. Токопроводящая шина для обратных токов изготавливается в виде одной и/или нескольких П-образных в поперечном сечении оснований (3) длиной Qn > qn с пазами (4) (Фиг. 1б) и общей площадью поперечного сечения не менее ∑(wn×tn). На этапе фрезеровки и/или штамповки у токопроводящих шин устраняются прямые углы в поперечном сечении и на краях образуются кромки и/или скругления (5) (Фиг. 1а). Вдоль продольной составляющей в местах подключения многофазной помехозащищенной СШЭП к источнику и/или потребителю электроэнергии, на токопроводящих шинах изготавливаются углубления (6) (Фиг 1) на расстоянии a1 друг от друга для механического и/или паянного соединения гибких проводных отводов для прямых (7) и обратных (8) токов (Фиг. 4а), которые проходят от токопроводящих шин прямых токов (1), через вырезы (9) (Фиг. 1б) в основании (3) с П-образным поперечным сечением токопроводящей шины обратных токов. Также расположение проводных отводов на расстоянии a1 и b1 друг от друга позволяет разместить дополнительный слой изоляции в виде лака и/или герметика в местах между каждым проводником. Этап пайки гибких проводных отводов (7, 8) в углубления (6) токопроводящих шин (1) и оснований (3) включает подготовку оснований, токопроводящих шин и гибких проводных отводов к пайке и процесс пайки. Углубления (6) и места на гибких проводных отводах очищаются, лудятся и механически проводные отводы (7, 8) прижимаются в углубления (6) токопроводящих шин (1) и оснований (3). Пайка проводится на столе с подогревом по заданному термопрофилю для равномерного прогрева всей поверхности токопроводящих шин (1) и оснований (3). На этапе нанесения разнородного изоляционного материала (Фиг. 2), определяется необходимое количество слоев в зависимости от требуемого пробивного напряжения многофазной помехозащищенной СШЭП. Далее поверхность токопроводящих шин (1), крышки (2) и оснований (3) сначала покрывают оксидной пленкой (10) с высокими электроизоляционными свойствами и одним или несколькими слоями лака (11), включая места паянных соединений. Далее на каждую токопроводящую шину (2) наносится клеевая пленка (12) из электроизоляционного материала с высокой стойкостью к температурным воздействиям и ионизирующему излучению, НИИКАМ-ПМ-ЛС.
Этап сборки многофазной помехозащищенной СШЭП включает размещение каждой n-й токопроводящей шины (1) прямых токов с изоляционным покрытием (10-12) внутри каждого n-го П-образного в поперечном сечении основания (3) для обратных токов, а также заполнение изолятором из стеклотекстолита. Далее в паз (4) наносится электропроводящий клей, и n П-образных оснований (3) с расположенными внутри шинами прямых токов (1) и крышкой (2) соединяются в паз между собой, образуя замкнутый в поперечном сечении корпус для каждой n-й токопроводящей шины прямых токов (1). Далее сборная СШЭП в целом покрывается лаком (11), обматывается клеевой пленкой (12) и помещается под заданное давление в барокамеру для вытеснения воздуха из полости (13), в которую заливается эпоксидный пенокомпаунд, через открытые концы (14) (Фиг. 1а) в П-образных основаниях (3). После отверждения пенокомпаунда наносится герметик в места вырезов (9) и на открытые концы (14) оснований (3). Также открытые концы (14) необходимы для компенсации нагрева, вследствие продольного расширения вложенных внутрь токопроводящих шин. Далее сборная СШЭП из n-го числа оснований с проводными отводами обматывается металлизированной тканью (15) для протекания токов электростатического разряда. В местах механического и/или паянного соединения проводников с токопроводящими шинами образуется поперечное сечение, у которого проводники прямых токов (7) находятся над проводниками обратных токов (8) (Фиг. 4а). Вдоль длины проводники собираются в жгут с расположением прямых и обратных проводников в соответствии с Фиг. 4б, а возле соединителей разветвляются и каждый из них содержит собственный отвод для прямого и обратного тока (Фиг. 4в), концы которых припаиваются к источникам/потребителям или к соединителям, с соответствующим поперечным сечением (Фиг. 4в). Вдоль продольной составляющей в углублениях (6) СШЭП монтируются проводные отводы прямых (7) и обратных (8) токов (Фиг. 4г) для подключения к каждой фазе электропитания одного и/или группы потребителей, которые могут быть подключены, через один и/или несколько дополнительных помехозащитных фильтров (16). Выход каждого помехозащитного фильтра имеет аналогичное в поперечном сечении расположение проводных отводов, которые собираются в жгут (Фиг. 4д) и возле соединителей разветвляются (Фиг. 4г). Гибкие проводные отводы с другого конца могут быть припаяны напрямую к источнику/потребителю и/или к соединителям, образуя клеммы прямых и/или обратных токов для подключения к источнику/потребителю. При этом экранирующий корпус соединителя изготавливается из легкого электропроводящего материала, например из алюминия и внутри покрывается лаком, а после пайки гибких проводных отводов к соединителю, заливается под давлением эпоксидным пенокомпаундом. Снаружи корпус соединителя имеет электрический контакт с металлизированной тканью (15). Схема соединения каждой n-й фазы СШЭП с проводными отводами и соединителями, а также дополнительным помехозащитным фильтром, представлена на Фиг. 5. Проводные отводы (17-20) аналогичны между собой и имеют соответствующее поперечное сечение (Фиг. 4а-в) вдоль их длины, с соединением, соответствующим проводному отводу (17) (Фиг. 5). Проводный отвод (21) аналогичен отводу (22) и необходим для подключения потребителя к каждой n-й фазе СШЭП, при необходимости через дополнительный помехозащитный фильтр (16), в собственном электромагнитном экране. Фильтр может быть выполнен на компонентах с сосредоточенными и распределенными параметрами и позволяет ослабить амплитуду кондуктивных помех от потребителя. Проводные отводы (21) и (22) представляют собой два провода для прямых и обратных токов, обмотанные совместно с СШЭП металлизированной тканью. Проводный отвод (23) является выходом для дополнительного помехозащитного фильтра, который возле соединителей разветвляется на отводы прямых и обратных токов (Фиг. 2д). После сборки помехозащищенная многофазная СШЭП устанавливается по месту ее применения на панель (24) устройства, посредствам кронштейнов (25), держателей (26) и планок (27) (Фиг. 6). Сверху многофазной помехозащищенной СШЭП на кронштейны (25) и держатели (26) может быть установлен дополнительный помехозащитный фильтр (16) в собственном электромагнитном экране, содержащий фильтр синфазных и/или дифференциальных помех.
В результате создана конструкция многофазной помехозащищенной СШЭП (28) с гибкими проводными отводами (17-20), на каждом конце которых имеются в экранирующих корпусах соединители прямых и обратных токов (29) для подключения источников/потребителей электроэнергии (Фиг. 7). В центре к однофазной помехозащищенной СШЭП через проводные отводы (21, 22) подключен дополнительный помехозащитный фильтр (16), потребитель к которому подключается через собственные проводные отводы (23) с расположенными на концах соединителями (30). Помехозащищенная СШЭП (28) вместе с проводными отводами и помехозащитным фильтром (16) в экранирующем корпусе (31), может быть установлена на панель (24) посредством кронштейнов (25) с держателями (26) и планками (27).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОМЕХОЗАЩИЩЕННАЯ СИЛОВАЯ ШИНА ЭЛЕКТРОПИТАНИЯ | 2024 |
|
RU2822924C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ СО СПИРАЛЬНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ И УСТРОЙСТВО НА ЕГО ОСНОВЕ | 2020 |
|
RU2749558C1 |
| СИСТЕМА РАСПРЕДЕЛЕНИЯ ЭЛЕКТРОЭНЕРГИИ | 2010 |
|
RU2561710C2 |
| СИЛЬНОТОЧНАЯ МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА, СОДЕРЖАЩАЯ СЛАБОТОЧНЫЕ ЦЕПИ УПРАВЛЕНИЯ | 2015 |
|
RU2630680C2 |
| КОМБИНИРОВАННЫЙ СУХОЙ ЭЛЕКТРОННЫЙ ТРАНСФОРМАТОР С ОРГАНИЧЕСКОЙ ИЗОЛЯЦИЕЙ ДЛЯ ВЫВОДА ОПТИЧЕСКИХ СИГНАЛОВ | 2005 |
|
RU2353994C2 |
| ЭЛЕКТРИЧЕСКАЯ СЕНСОРНАЯ СЕТЬ, СИСТЕМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2453989C2 |
| КАТОДНЫЙ ТОКООТВОД/СОЕДИНИТЕЛЬ ДЛЯ ЭЛЕКТРОЛИЗЕРА ХОЛЛА-ЭРУ | 2017 |
|
RU2723867C1 |
| ЭФФЕКТИВНЫЕ СИЛЬНОТОЧНЫЕ ЧАШЕОБРАЗНЫЕ ТРУБЧАТЫЕ ПРОВОДНИКИ | 2009 |
|
RU2497253C2 |
| ГАЗООТВОДЯЩЕЕ УСТРОЙСТВО ДЛЯ ФУНКЦИОНАЛЬНОГО БЛОКА СРЕДНЕГО НАПРЯЖЕНИЯ И РАСПРЕДЕЛИТЕЛЬНАЯ ПОДСТАНЦИЯ, СОДЕРЖАЩАЯ ЕГО | 2013 |
|
RU2609669C2 |
| СОЕДИНИТЕЛЬ ДЛЯ СОЕДИНЕНИЙ ПОСРЕДСТВОМ ИНТЕРФЕЙСА И ПОДСТАНЦИЯ СРЕДНЕГО НАПРАВЛЕНИЯ, СОДЕРЖАЩАЯ ЕГО | 2013 |
|
RU2616967C2 |
Изобретение относится к изготовлению линий передачи постоянного и/или переменного напряжения с высокими значениями токов от одного и/или нескольких источников к одному и/или нескольким потребителям электроэнергии. Техническим результатом является возможность изготовления многофазной силовой шины электропитания повышенной электрической и механической прочности с низкими паразитными параметрами и повышенной устойчивостью к внешним излучаемым электромагнитным помехам и электростатическому разряду. Для этого в многофазной помехозащищенной силовой шине электропитания (СШЭП) создают гибкие проводные отводы, на каждом конце которых в экранирующих корпусах имеются соединители прямых и обратных токов для подключения источников/потребителей электроэнергии. В центре к однофазной помехозащищенной СШЭП через проводные отводы подключен дополнительный помехозащитный фильтр, потребитель к которому подключается через собственные проводные отводы с расположенными на концах соединителями. Помехозащищенная СШЭП вместе с проводными отводами и помехозащитным фильтром в экранирующем корпусе может быть установлена на панель посредством кронштейнов с держателями и планками. 1 з.п. ф-лы, 7 ил.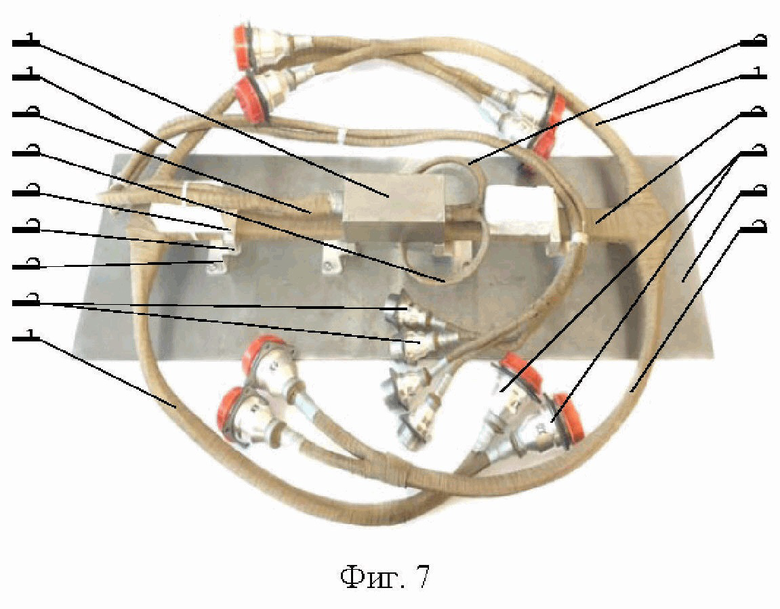
1. Способ изготовления многофазной помехозащищенной силовой шины электропитания, включающий изготовление основания из электропроводящего материала в виде П-образных в поперечном сечении токопроводящих шин, являющихся в совокупности электрическим проводником обратных токов, причем изготавливают прямоугольные в поперечном сечении токопроводящие шины, каждая из которых является электрическим проводником прямых токов, в которых для электрического подключения к источнику и/или потребителю изготавливают углубления для механического и/или паянного крепления гибких электрических проводников, противоположные концы которых при помощи механического и/или паянного крепления соединяют с лепестками одного и/или группы соединителей для электрического соединения с источником и/или потребителем электрической энергии, по завершению электрических соединений токопроводящие шины оксидируют до появления оксидной пленки, поверх которой наносят лак, а после его высыхания на токопроводящие шины с прямоугольным поперечным сечением наносят клеевую пленку, тем самым образуется изолятор из группы разнородных диэлектриков, после чего токопроводящие шины с прямоугольным поперечным сечением совместно с изоляционным материалом помещают внутрь токопроводящей шины с П-образным поперечным сечением, а образованную группу токопроводящих шин с П-образным поперечным сечением скрепляют между собой в пазы, которые содержат электропроводящий клей, а образованную воздушную полость между токопроводящими шинами с прямоугольным и П-образным поперечными сечениями заполняют электроизоляционным материалом из стеклотекстолита и/или эпоксидным пенокомпаундом, который заливают под давлением в барокамере, после отверждения которого сборную силовую электрическую шину повторно покрывают лаком, клеевой пленкой образуя на ее поверхности изолятор из группы разнородных диэлектриков, и совместно с гибкими электрическими проводниками обматывают металлизированной тканью, образуя для сборной силовой электрической шины и электрических проводников единый электропроводящий экран, который имеет электрический контакт с кожухом соединителя и/или общим проводом источника и потребителя.
2. Способ по п. 1, отличающийся тем, что каждую токопроводящую шину прямых токов соединяют проводными отводами с источником и/или потребителем электроэнергии через дополнительный помехозащитный фильтр, необходимый для ослабления синфазных и/или дифференциальных помех, который изготавливают в собственном электромагнитном экране и размещают в непосредственной близости к источнику и/или потребителю электроэнергии.
| УСТОЙЧИВЫЙ К ЭЛЕКТРОМАГНИТНЫМ ПОМЕХАМ КОРПУС ЭЛЕКТРОННОЙ АППАРАТУРЫ | 2018 |
|
RU2766275C1 |
| Помехозащитная трансформаторная вставка | 1989 |
|
SU1684877A1 |
| US 20190305526 A1, 03.10.2019 | |||
| CN 1177336 C1, 24.11.2004 | |||
| JP 61131624 A, 19.06.1986. | |||

