Изобретение относится к области автоматики и вычислительной техники, в частности к системе контроля технологического процесса сборки изделий с использованием машинного обучения.
Создание высокоэффективных систем контроля качества изделий на основе «систем машинного зрения» связано с современными достижениями информационной и вычислительной техники. Повышенное внимание к качеству продукции в современном производстве предполагает высокоэффективный автоматический контроль деталей и узлов на различных этапах технологического процесса сборки изделий.
Известны подобные технические решения поставленной задачи (1, 2).
Первое из известных технических решений содержит датчики, вычислительную систему и устройства отображения сигналов диагностики. Вычислительная система содержит модуль, реализованный с возможностью интеллектуального анализа и содержащий динамическую модель, которая реализована на обученной нейронной сети, и модуль, реализованный с возможностью дополнительного обучения нейронной сети и выбора активных и избыточных нейронов (1).
Недостаток данного технического решения состоит в сложности его конструктивной реализации.
Известно и другое техническое решение, содержащее мобильное устройство визуализации контроля технологического процесса с применением технологии дополненной реальности, состоящее из модуля разработки инструкции, включающего модуль отображения информации, модуль ввода-вывода данных и задания параметров разрабатываемой инструкции, модуль редактора инструкции, модуля сопряжения и автоматизированного рабочего места, модуль компиляции инструкции, модуль передачи данных на мобильное устройство, мобильное устройство, в котором модуль просмотра инструкции выполнен в виде модуля подтверждения соответствия виртуального изделия реальному, модуля выбора отображаемой информации, модуля смещения виртуального изделия в системе координат, модуль сохранения результатов соответствия, модуль преобразования конструкторской модели в файл для просмотра и модуль подготовки визуальных эффектов (2).
Последнее из перечисленных выше технических решений наиболее близко к описываемому. Его недостаток заключается в ограниченном арсенале технических средств для идентификации сборочных деталей при технологической сборке изделий.
Цель изобретения состоит в существенном расширении арсенала технических средств для идентификации сборочных деталей в процессе технологической сборки изделий.
Поставленная цель достигается тем, что в систему, содержащую модуль приема запросов на выполнение операций сборки заданного изделия, информационный вход которого является первым информационным входом системы, предназначенным для приема запросов на выполнение операций сборки заданного изделия, синхронизирующий вход модуля приема запросов на выполнение операций сборки заданного изделия является первым синхронизирующим входом системы, предназначенным для занесения запросов пользователей в модуль приема запросов на выполнение операций сборки заданного изделия, модуль приема данных с цифровой камеры, информационный вход которого является вторым информационным входом системы, предназначенным для приема кодов цифрового описания изображений деталей изделия с цифровой камеры, установленной на рабочем месте сборки изделия, а синхронизирующий вход модуля приема данных с цифровой камеры является вторым синхронизирующим входом системы, предназначенным для занесения кодов цифрового описания изображений деталей в модуль приема данных с цифровой камеры, модуль приема данных из базы данных сервера системы, информационный вход которого является третьим информационным входом системы, предназначенным для приема кодов цифрового описания изображений деталей изделий из базы данных сервера системы, синхронизирующий вход модуля приема данных из базы данных сервера системы является третьим синхронизирующим входом системы, предназначенным для занесения кодов цифрового описания изображений деталей изделия из базы данных сервера системы в модуль приема данных из базы данных сервера системы, информационный выход которого является адресным выходом системы, модуль синхронизации выполнения операций сборки, первый синхронизирующий выход которого соединен с синхронизирующим входом сумматора, информационный выход которого является адресным выходом системы, второй синхронизирующий выход модуля синхронизации выполнения операций сборки является вторым синхронизирующим выходом системы, предназначенным для выдачи сигналов на вход первого канала прерывания сервера базы данных, введены модуль селекции адресов изделий в базе данных сервера системы, информационный вход которого соединен с информационным выходом модуля приема запросов на выполнение операций сборки заданного изделия, а синхронизирующий вход модуля селекции адресов изделий в базе данных сервера системы подключен к первому синхронизирующему входу системы, при этом синхронизирующий выход модуля селекции адресов изделий в базе данных сервера системы соединен с первым синхронизирующим входом модуля синхронизации выполнения операций сборки, модуль приема адресов изделий, информационный вход которого подключен к первому информационному выходу модуля селекции адресов изделий в базе данных сервера системы, синхронизирующий вход модуля приема адресов соединен с синхронизирующим выходом модуля селекции адресов изделий в базе данных сервера системы, а информационный выход модуля приема адресов изделий подключен к первому информационному входу сумматора, модуль приема данных о количестве деталей изделия, информационный вход которого подключен к второму информационному выходу модуля селекции адресов изделий в базе данных сервера системы, синхронизирующий вход модуля приема данных о количестве деталей в изделии соединен с синхронизирующим выходом модуля селекции адресов изделий в базе данных сервера системы, модуль фиксации окончания выполнения операций сборки изделия, один информационный вход которого соединен с информационным выходом модуля приема данных о количестве деталей изделия, другой информационный вход модуля фиксации окончания выполнения операций сборки соединен с выходом счетчика числа деталей изделия, а синхронизирующий вход модуля фиксации окончания выполнения операций сборки подключен к третьему синхронизирующему выходу модуля синхронизации операций сборки изделия, при этом первый синхронизирующий выход модуля фиксации окончания выполнения операций сборки соединен с вторым синхронизирующим входом модуля синхронизации операций сборки изделия, а второй синхронизирующий выход модуля фиксации окончания выполнения операций сборки является первым сигнальным выходом системы, модуль верификации данных цифрового описания деталей изделий, один информационный вход которого соединен с информационным выходом модуля приема данных с цифровой камеры, другой информационный вход модуля верификации данных цифрового описания деталей изделий подключен к информационному выходу модуля приема данных из базы данных сервера системы, синхронизирующий вход модуля верификации данных цифрового описания деталей изделий соединен с синхронизирующим выходом модуля приема данных из базы данных сервера системы, при этом первый синхронизирующий выход модуля верификации данных цифрового описания деталей изделий подключен к счетному входу счетчика числа деталей в изделии и к третьему синхронизирующему входу модуля синхронизации выполнения операций сборки изделия, а второй синхронизирующий выход модуля верификации данных цифрового описания деталей изделия является вторым сигнальным выходом системы.
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена структурная схема системы, на фиг. 2 - структурная схема модуля селекции адресов изделий в базе данных сервера системы, на фиг. 3 - структурная схема модуля приема данных из базы данных сервера системы, на фиг. 4 - структурная схема модуля синхронизации выполнения операций сборки.
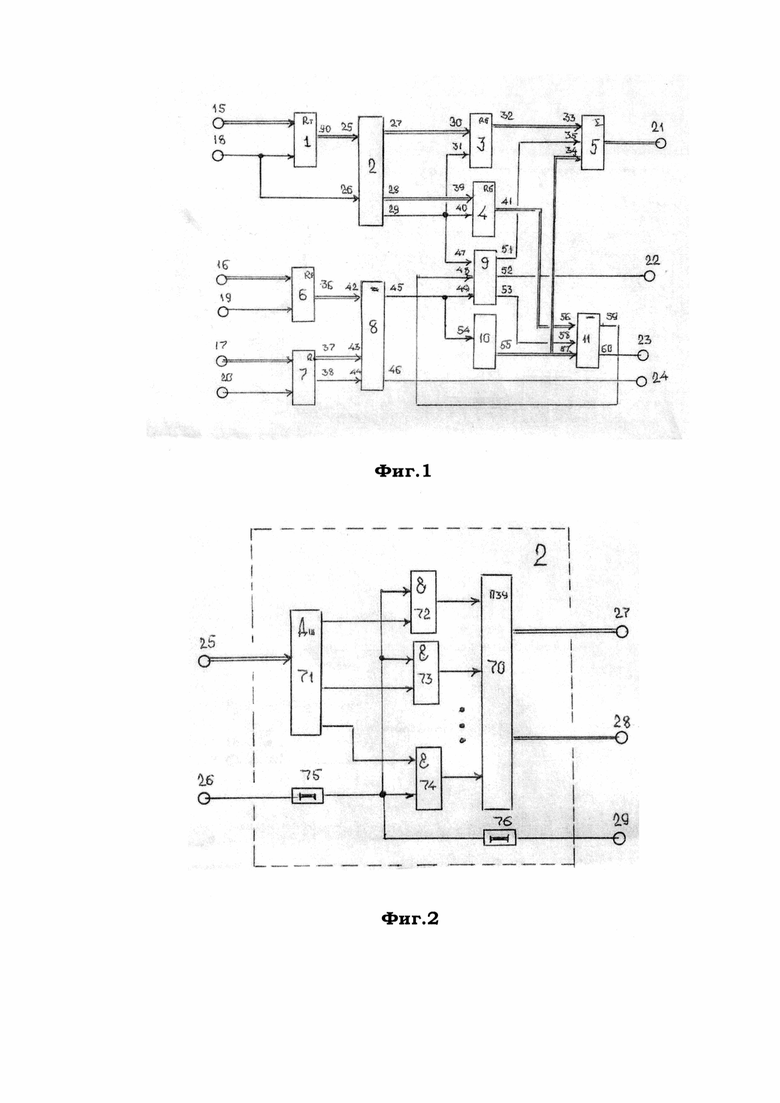
Система (фиг. 1) содержит модуль 1 приема запросов на выполнение операций сборки заданного изделия, модуль 2 селекции адресов изделий в базе данных сервера системы, модуль 3 приема адресов изделий в базе данных сервера системы, модуль 4 приема данных о количестве деталей изделия, сумматор 5, модуль 6 приема данных с цифровой камеры, модуль 7 приема данных из базы данных сервера системы, модуль 8 верификации данных цифрового описания деталей изделий, модуль 9 синхронизации выполнения операций сборки, счетчик 10 числа деталей изделий и модуль 11 фиксации окончания выполнения операций сборки изделий.
На фиг. 1 показаны первый 15, второй 16, и третий 17 информационные входы системы, первый 18, второй 19, и третий 20 синхронизирующие входы системы, а также адресный 21, синхронизирующий 22, первый 23 и второй 24 сигнальные выходы системы.
Модуль 1 (фиг. 1) приема запросов на выполнение операций сборки заданного изделия выполнен в виде регистра, имеющего информационный 15 и синхронизирующий 16 входы, а также информационный 90 выход.
Модуль 2 (фиг. 2) селекции адресов изделий в базе данных сервера системы содержит блок 70 памяти, выполненный в виде постоянного запоминающего устройства, дешифратор 71, элементы 72-74 И, элементы 75, 76 задержки. На чертеже показаны информационный 25 и синхронизирующий 26 входы, а также первый 27 и второй 28 информационные выходы, и синхронизирующий 29 выход.
Модуль 3 (фиг. 1) приема данных адресов изделий в базе данных сервера системы выполнен в виде регистра, имеющего информационный 30 и синхронизирующий 31 входы, а также информационный 20 выход.
Модуль 4 (фиг. 1) приема данных о количестве деталей в изделии выполнен в виде регистра, имеющего информационный 39 и синхронизирующий 40 входы, а также информационный 41 выход.
Сумматор 5 (фиг. 1) имеет первый 33 и второй 34 информационные, и синхронизирующий 35 входы, а также адресный 21 выход.
Модуль 6 (фиг. 1) приема данных с цифровой камеры выполнен в виде регистра, имеющего информационный 16 и синхронизирующий 19 входы, а также информационный 36 выход.
Модуль 7 (фиг. 3) приема данных из базы данных сервера системы содержит регистр 81 и элемент 82 задержки. На чертеже также показаны информационный 17 и синхронизирующий 20 входы, а также информационный 37 и синхронизирующий 38 выходы.
Модуль 8 (фиг. 1) верификации данных цифрового описания деталей изделий выполнен в виде компаратора, имеющего первый 42 и второй 43 информационные, и синхронизирующий 44 входы, а также первый 45 и второй 46 синхронизирующие выходы.
Модуль 9 (фиг. 4) синхронизации выполнения операций сборки содержит элементы 83 и 84 ИЛИ и элементы 85, 86 задержки. На чертеже показаны первый 47, второй 48 и третий 49 синхронизирующие входы, а также первый 51, второй 52 и третий 53 синхронизирующие выходы.
Счетчик 10 (фиг. 1) числа деталей изделия имеет счетный вход 54 и информационный 55 выход.
Модуль 11 (фиг. 1) фиксации окончания выполнения операций сборки изделий выполнен в виде компаратора, имеющего первый 56 и второй 57 информационные, и синхронизирующий 58 входы, а также первый 59 и второй 60 синхронизирующие выходы.
Система работает следующим образом.
Для запуска процесса выполнения операций сборки изделий оператор на пульте управления (на чертеже не показано) набирает идентификационный код изделия, подлежащего сборке, который с информационного входа 15 системы поступает на информационный вход регистра 1, в который поступивший код заносится синхронизирующим импульсом, поступающим с синхронизирующего входа 16.
Идентификационный код объекта с выхода 90 модуля 1 поступает на вход 25 модуля 2 и далее на вход дешифратора 71. Дешифратор 71 расшифровывает идентификационный код объекта, выдавая на один их своих выходов высокий потенциал.
Для определенности положим, что высокий потенциал поступил на один вход элемента 74 И. Параллельно с этим, синхронизирующий импульс с входа 18 модуля 1 поступает на вход 26 модуля 2, задерживается элементом 75 на время приема идентификационного кода изделия модулем 1, и затем поступает на одни входы элементов 72-74 И, опрашивая состояния указанных элементов.
Учитывая то обстоятельство, что открытым по второму входу будет только элемент 74 И, то, пройдя этот элемент, синхроимпульс поступает, во-первых, на вход считывания фиксированной ячейки памяти постоянного запоминающего устройства (ПЗУ)70, где записан адрес ячейки памяти сервера, в которой хранятся данные цифрового описания всех деталей запрашиваемого изделия. Содержимое фиксированной ячейки памяти ПЗУ 70 считывается на выходы 27 и 28 модуля 2.

Код адреса изделия в базе данных с выхода 27 модуля 2 поступает на информационный вход 30 регистра 3, куда он заносится синхронизирующим импульсом с выхода 29 модуля 2, поступающим на синхронизирующий вход 54 модуля 3, а код количества деталей, необходимых для сборки изделия, поступает на информационный 39 вход, куда он заносится синхронизирующим импульсом с выхода 29 модуля 2, поступающим на синхронизирующий вход 40 модуля 4.
Код адреса объекта в базе данных сервера системы с информационного 32 выхода регистра 3 поступает на один информационный 33 вход сумматора 5, на другой информационный 34 вход которого поступает код счетчика числа деталей изделия. Учитывая, что к этому моменту времени показания счетчика равны нулю, то на информационный 34 вход сумматора 5 никакие данные не поступают.
Кроме того, синхронизирующий импульс с выхода 29 модуля 2 поступает на синхронизирующий 47 вход модуля 9, задерживается элементом 78 на время занесения данных в регистры 3 и 4, и затем через элемент 77 ИЛИ выдается на выход 51 модуля 9, откуда он поступает на синхронизирующий вход сумматора 5.
Этот же импульс синхронизации задерживается элементом 79 модуля 9 на время срабатывания сумматора 5, и затем с выхода 52 модуля 9 выдается на выход 22 системы, откуда он поступает на вход первого канала прерывания сервера базы данных.
По этому сигналу сервер базы данных переходит на подпрограмму считывания кода цифрового описания изображения деталей изделия из базы данных сервера системы и выдачи их на информационный вход 17 модуля 7, куда данные заносятся синхронизирующим сигналом сервера, поступающим на вход 20 системы.
Код цифрового описания изображения детали изделия с информационного 37 выхода модуля 7 поступает на один информационный 43 вход модуля 8, на другой информационный 42 вход модуля 8 поступает код цифрового описания изображения детали изделия с информационного выхода 36 модуля 6, на информационный 16 вход которого поступает код цифрового описания изображения детали изделия с цифровой камеры, установленной над рабочим местом сборки объекта. По синхронизирующему импульсу, поступающему с входа 19 код цифрового описания изображения детали объекта, заносится в модуль 6.
Одновременно с этим, синхронизирующий импульс с входа 20 системы, задерживается элементом 82 задержки на время занесения кода в модуль 7, и далее с выхода 38 поступает на синхронизирующий вход 44 модуля 8. Если коды цифрового описания изображения детали изделия на входах 42 и 43 компаратора 81 модуля 7 совпадают, то модуль 8 формирует сигнал о факте совпадении кодов и выдает его на выход 45 модуля 8.
Этот сигнал с выхода 45 модуля 8, во-первых, поступает на счетный вход счетчика 10, подсчитывающего число деталей, поступающих для сборки изделия. С выхода 55 счетчика 10 зафиксированное число использованных деталей поступает как на информационный 34 вход сумматора 5, так и на информационный 57 вход модуля 11, на другой информационный 56 вход которого поступает код зафиксированного числа деталей в данном изделии.
Во-вторых, сигнал с выхода 45 модуля 8 поступает на вход 49 модуля 9, где задерживается элементом 87 на время срабатывания счетчика 10, и далее с выхода 53 модуля 9 поступает на синхронизирующий вход 58 модуля 11. С поступлением синхронизирующего импульса на вход 58 модуля 11, последний сравнивает указанные данные, и если эти данные не совпадают, то модуль 11 на выходе 59 формирует сигнал, который поступает на вход 48 модуля 9, где проходит элемент 83 ИЛИ, и далее с выхода 51 поступает на синхронизирующий вход 35 сумматора 5. По этому сигналу сумматор 5 добавляет к базовому адресу регистра 3 показания счетчика 10, формируя тем самым адрес считывания кода цифрового описания изображения очередной детали изделия.
Кроме того, сигнал с выхода элемента 83 ИЛИ проходит через элемент 84 ИЛИ, задерживается элементом 86 на время срабатывания сумматора 5, и далее с выхода 52 модуля 9 выдается на синхронизирующий 22 выход системы, запуская очередной цикл работы системы. Если же модуль 11 зафиксирует равенство кодов на информационных входах 56 и 57, то на выходе 60 модуля 11 формируется сигнал окончания выполнения сборки изделия.
Если же, в процессе проверки кодов цифрового описания изображения детали изделия с цифровой камеры, установленной над рабочим местом сборки, и цифрового описания изображения детали изделия, выбранного для сборки, модуль 8 зафиксирует их различие, то на выходе 46 модуля 8 будет сформирован сигнал, который с выхода 24 системы выдается на оптический и звуковой индикаторы, фиксирующие ошибку сборки изделия.
Таким образом, предложенное техническое решение позволило существенно расширить арсенал технических средств для идентификации сборочных деталей при технологической сборке изделий различного назначения.
Источники информации
1. Патент РФ №2563161 (18.07.2018).
2. Патент РФ №2739901 (23.07 2019) - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система идентификации личности по изображению лица, сформированного сверточной искусственной нейронной сетью | 2024 |
|
RU2829289C1 |
| Устройство для распознавания условно жестких деловых документов с автоматической привязкой их полей | 2024 |
|
RU2828182C1 |
| Система многоуровневой процедуры идентификации и установления личности для проверки подлинности данных при распознавании документов, удостоверяющих личность | 2023 |
|
RU2825718C1 |
| Система распознавания подлинности документов при удаленной идентификации в WEB-приложении на мобильном устройстве | 2023 |
|
RU2814032C1 |
| Система аутентификации при дистанционном доступе пользователей к приобретению товаров и услуг посредством мобильного устройства | 2022 |
|
RU2801439C1 |
| Система с активной мультиспектральной проверкой подлинности личности пользователя по лицу пользователя | 2022 |
|
RU2802172C1 |
| Система идентификации личности человека по изображению лица с выдачей удостоверяющих документальных данных | 2022 |
|
RU2802157C1 |
| Система идентификации распознаваемых объектов на участках земной поверхности с использованием беспилотного летательного аппарата | 2024 |
|
RU2828178C1 |
| Система проверки подлинности документальных данных личности пользователя | 2022 |
|
RU2799404C1 |
| Система распознавания документов для целей скоринга в процессе удаленной процедуры идентификации и установления личности клиентов | 2023 |
|
RU2801896C1 |

Изобретение относится к области автоматики и вычислительной техники, в частности к системе контроля технологического процесса сборки изделий с использованием машинного обучения. Технический результат заключается в расширении арсенала технических средств для идентификации сборочных деталей в процессе технологической сборки изделий. Технический результат достигается тем, что система содержит модуль приема запросов на выполнение операций сборки заданного изделия, модуль селекции адресов изделий в базе данных сервера системы, модуль приема адресов изделий в базе данных сервера системы, модуль приема данных о количестве деталей в изделии, сумматор, модуль приема данных с цифровой камеры, модуль приема данных из базы данных сервера системы, модуль верификации данных цифрового описания деталей изделий, модуль синхронизации выполнения операций сборки, счетчик числа деталей в изделии и модуль идентификации окончания выполнения операций сборки. 4 ил.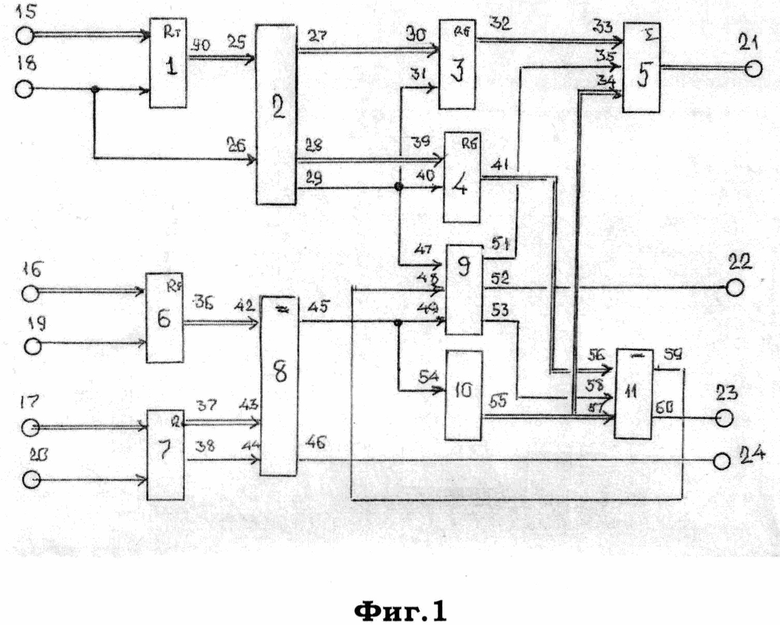
Система контроля технологического процесса сборки изделий с использованием машинного обучения, содержащая модуль приема запросов на выполнение операций сборки заданного изделия, информационный вход которого является первым информационным входом системы, предназначенным для приема запросов на выполнение операций сборки заданного изделия, синхронизирующий вход модуля приема запросов на выполнение операций сборки заданного изделия является первым синхронизирующим входом системы, предназначенным для занесения запросов пользователей в модуль приема запросов на выполнение операций сборки заданного изделия, модуль приема данных с цифровой камеры, информационный вход которого является вторым информационным входом системы, предназначенным для приема кодов цифрового описания изображений деталей изделия с цифровой камеры, установленной на рабочем месте сборки изделия, а синхронизирующий вход модуля приема данных с цифровой камеры является вторым синхронизирующим входом системы, предназначенным для занесения кодов цифрового описания изображений деталей в модуль приема данных с цифровой камеры, модуль приема данных из базы данных сервера системы, информационный вход которого является третьим информационным входом системы, предназначенным для приема кодов цифрового описания изображений деталей изделий из базы данных сервера системы, синхронизирующий вход модуля приема данных из базы данных сервера системы является третьим синхронизирующим входом системы, предназначенным для занесения кодов цифрового описания изображений деталей изделия из базы данных сервера системы в модуль приема данных из базы данных сервера системы, информационный выход которого является адресным выходом системы, модуль синхронизации выполнения операций сборки, первый синхронизирующий выход которого соединен с синхронизирующим входом сумматора, информационный выход которого является адресным выходом системы, второй синхронизирующий выход модуля синхронизации выполнения операций сборки является вторым синхронизирующим выходом системы, предназначенным для выдачи сигналов на вход первого канала прерывания сервера базы данных, отличающаяся тем, что система содержит модуль селекции адресов изделий в базе данных сервера системы, информационный вход которого соединен с информационным выходом модуля приема запросов на выполнение операций сборки заданного изделия, а синхронизирующий вход модуля селекции адресов изделий в базе данных сервера системы подключен к первому синхронизирующему входу системы, при этом синхронизирующий выход модуля селекции адресов изделий в базе данных сервера системы соединен с первым синхронизирующим входом модуля синхронизации выполнения операций сборки, модуль приема адресов изделий, информационный вход которого подключен к первому информационному выходу модуля селекции адресов изделий в базе данных сервера системы, синхронизирующий вход модуля приема адресов соединен с синхронизирующим выходом модуля селекции адресов изделий в базе данных сервера системы, а информационный выход модуля приема адресов изделий подключен к первому информационному входу сумматора, модуль приема данных о количестве деталей изделия, информационный вход которого подключен к второму информационному выходу модуля селекции адресов изделий в базе данных сервера системы, синхронизирующий вход модуля приема данных о количестве деталей в изделии соединен с синхронизирующим выходом модуля селекции адресов изделий в базе данных сервера системы, модуль фиксации окончания выполнения и операций сборки изделия, один информационный вход которого соединен с информационным выходом модуля приема данных о количестве деталей изделия, другой информационный вход модуля фиксации окончания выполнения операций сборки соединен с выходом счетчика числа деталей изделия, а синхронизирующий вход модуля фиксации окончания выполнения операций сборки подключен к третьему синхронизирующему выходу модуля синхронизации операций сборки изделия, при этом первый синхронизирующий выход модуля фиксации окончания выполнения операций сборки соединен с вторым синхронизирующим входом модуля синхронизации операций сборки изделия, а второй синхронизирующий выход модуля фиксации окончания выполнения операций сборки является первым сигнальным выходом системы, модуль верификации данных цифрового описания деталей изделий, один информационный вход которого соединен с информационным выходом модуля приема данных с цифровой камеры, другой информационный вход модуля верификации данных цифрового описания деталей изделий подключен к информационному выходу модуля приема данных из базы данных сервера системы, синхронизирующий вход модуля верификации данных цифрового описания деталей изделий соединен с синхронизирующим выходом модуля приема данных из базы данных сервера системы, при этом первый синхронизирующий выход модуля верификации данных цифрового описания деталей изделий подключен к счетному входу счетчика числа деталей в изделии и к третьему синхронизирующему входу модуля синхронизации выполнения операций сборки изделия, а второй синхронизирующий выход модуля верификации данных цифрового описания деталей изделия является вторым сигнальным выходом системы.
| МОБИЛЬНОЕ УСТРОЙСТВО ВИЗУАЛИЗАЦИИ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА С ПРИМЕНЕНИЕМ ТЕХНОЛОГИИ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ | 2019 |
|
RU2739901C1 |
| СПОСОБ И УСТРОЙСТВО ТЕХНИЧЕСКОЙ ДИАГНОСТКИ СЛОЖНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ОСНОВЕ НЕЙРОННЫХ СЕТЕЙ | 2013 |
|
RU2563161C2 |
| СПОСОБ ОПЕРАТИВНОГО ЛЕЧЕНИЯ ВРОЖДЕННОЙ ПЛОСКО-ВАЛЬГУСНОЙ СТОПЫ У ДЕТЕЙ | 2008 |
|
RU2360630C1 |
| Способ получения продуктов конденсации фенолов с формальдегидом | 1924 |
|
SU2022A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

