Область техники
Изобретение относится к области строительства и может быть использовано в качестве композитобетонной колонны для жилых и промышленных зданий.
Уровень техники
Известна железобетонная колонна (Патент RU №206802, МПК E04C 3/00, опубликовано: 28.09.2021 Бюл. № 28), содержащая внутри бетонного тела продольную и поперечную арматуру в виде хомутов, при этом продольная и поперечная арматура в виде хомутов выполнена из высокопрочной стальной арматуры в поперечном сечении эллипсовидной формы, причем длинная ось эллипса совмещена с направлением максимальной нагрузки поперечного сечения колонны, длины осей эллипса приняты в пропорции с расчетными нагрузками по осям поперечного сечения посередине длины колонны, в середине колонны установлено центральное поперечное армирование прямоугольником в виде хомута с расположением длинных осей эллипса перпендикулярно продольной арматуры, последующие горизонтальные армирующие прямоугольники установлены с нелинейным увеличением расстояния одна от другой к краям колонны пропорционально уменьшению нагрузки по эпюре.
Недостатком данной конструкции является недостаточно высокая надежность устройства.
Известен способ сооружения наиболее близкого устройства в виде железобетонной колонны (Сахановский К.В. Железобетонные конструкции. Госстройиздат, М., 1959, 840 с., с. 82), содержащей подготовку элементов и монтаж арматурного каркаса, установку опалубки, заливку бетоном, причем поперечная арматура выполнена в виде хомутов, препятствующих выпучиванию продольных стержней при сжатии.
Недостатком данного устройства является недостаточно высокая надежность железобетонной колонны.
Раскрытие изобретения
Техническим результатом заявленного решения является повышение несущей способности композитобетонной колонны.
Настоящий технический результат достигается в способе изготовления композитобетонной колонны, содержащем подготовку элементов и монтаж арматурного каркаса, установку опалубки, заливку бетоном, причем продольную и поперечную арматуру в виде хомутов выполняют из стеклопластиковой арматуры в поперечном сечении эллипсовидной формы, при этом длинную ось эллипса совмещают с направлением максимальной нагрузки поперечного сечения колонны, длины осей эллипса принимают в пропорции с расчетными нагрузками по осям поперечного сечения посередине длины колонны, в середине колонны устанавливают центральное поперечное армирование прямоугольником в виде хомута с расположением длинных осей эллипса перпендикулярно продольной арматуры, последующие горизонтальные армирующие прямоугольники устанавливают с нелинейным увеличением расстояния одна от другой к краям колонны пропорционально уменьшению нагрузки по эпюре, при подготовке поперечной композитной арматуры, в виде хомутов выполняют загибание углов и одновременно разворот сторон прямоугольника на 90° вдоль продольной оси арматуры, с предварительным их разогревом газовой горелкой, и с расположением длинной оси эллипса в плоскости хомута, монтаж линейных отрезков арматурного каркаса предварительно выполняют в специализированном шаблоне, позволяющем ровно совместить длинную ось эллипса арматуры с максимальными нагрузками на колонну, и с последующей установкой общего арматурного каркаса по месту расположения.
Отличительными признаками являются:
продольную и поперечную арматуру в виде хомутов выполняют из стеклопластиковой арматуры в поперечном сечении эллипсовидной формы, при этом длинную ось эллипса совмещают с направлением максимальной нагрузки поперечного сечения колонны, длины осей эллипса принимают в пропорции с расчетными нагрузками по осям поперечного сечения посередине длины колонны, это увеличит надежность и несущую способность колонны [3];
в середине колонны устанавливают центральное поперечное армирование прямоугольником в виде хомута с расположением длинных осей эллипса перпендикулярно продольной арматуры, последующие горизонтальные армирующие прямоугольники устанавливают с нелинейным увеличением расстояния одна от другой к краям колонны пропорционально уменьшению нагрузки по эпюре, что повышает несущую способность композитобетонной колонны;
при подготовке поперечной композитной арматуры, в виде хомутов выполняют загибание углов и одновременно разворот сторон прямоугольника на 90° вдоль продольной оси арматуры, с предварительным их разогревом газовой горелкой, и с расположением длинной оси эллипса в плоскости хомута, это препятствует выпучиванию поперечных хомутов при сжатии;
монтаж линейных отрезков арматурного каркаса предварительно выполняют в специализированном шаблоне, позволяющем ровно совместить длинную ось эллипса арматуры с максимальными нагрузками на колонну, и с последующей установкой общего арматурного каркаса по месту расположения, что учитывает несущую способность колонны.
Сравнение заявляемого решения с аналогом и прототипом не выявило в них признаки, заявляемого решения, это позволило сделать вывод о соответствии критерию «новизна».
Краткое описание фигур
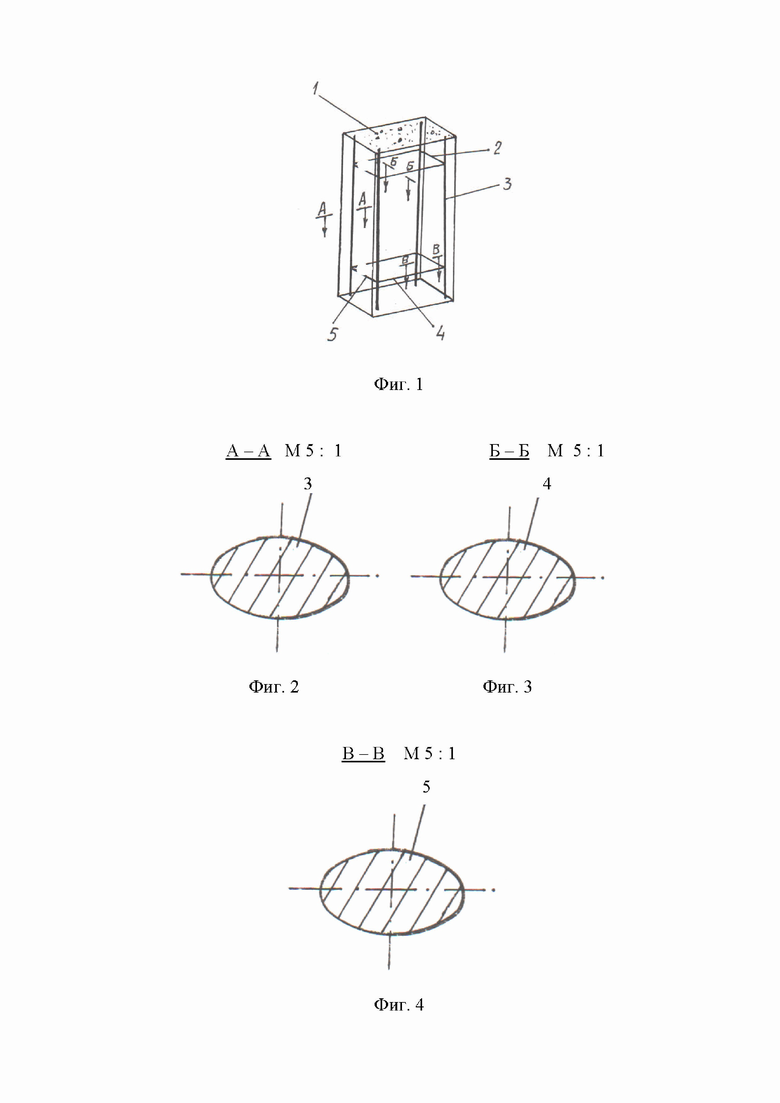
Сущность технического решения поясняется фигурами, где:
на фиг. 1 показан изометрический вид фрагмента композитобетонной колонны, включающей: 1 - бетонное тело; 2 - поперечную композитную арматуру в виде хомутов; 3 - продольную композитную арматуру; 4 – продольную сторону хомута; 5 – поперечную сторону хомута;
на фиг. 2 показан разрез, продольной композитной арматуры А-А с фиг. 1, включающий: 3 - продольную композитную арматуру;
на фиг. 3 показан разрез Б-Б с фиг. 1 поперечной композитной арматуры в виде продольной стороны хомута, включающий: 4 - продольную сторону хомута;
на фиг. 4 показан разрез В-В с фиг. 1 поперечной композитной арматуры в виде поперечной стороны хомута, включающий: 5 - поперечную сторону хомута.
Осуществление изобретения
Для изготовления композитобетонной колонны на специализиронном участке предприятия изготавливают композитную арматуру, предусмотренную проектом по форме и размерам сечения арматуры, по размерам и форме прутков и хомутов. Выполняют подготовку элементов и монтаж арматурного каркаса, установку опалубки, заливку бетоном.
Основным сырьем для производства композитной арматуры является стеклоровинг, базальторовинг, арамидоровинг и углепластикоровинг. Показатели, характеризующие несущую способность композитной арматуры такие как: предел прочности при растяжении, модуль упругости при растяжении, предел прочности при сжатии, предел прочности при поперечном срезе, приведены в источнике [4]. Для всех материалов повышение несущей способности, за счет изменения геометрической формы несущего стержня, в поперечном сечении и пространственного позиционирования композитной арматуры в силовых нагрузках является эффективным.
Основным сырьем для производства стеклопластиковой арматуры является стеклопластикровинг. Его изготавливают путем расплавления стеклопластиковой массы с последующим вытягиванием в нить толщиной от 10 до 20 микрон. Нити, пропитанные специальным замасливателем, собираются в пучок называемый стеклопластикровинг.
Кроме ровинга для изготовления стеклопластиковой арматуры требуется: смолы; намоточный жгут в виде ровинга, который идет на обмотку стержня арматуры; спирт этиловый; ацетон; дициандиамид.
Технология производства композитной арматуры заключается в следующем: нити ровинга в количестве 60 штук со специального устройства в виде шпулярника поступают на механизм натяжения, в котором они располагаются в соответствующем порядке. Скомпонованные в нужном порядке нити проходят стадию сушки и предварительного подогрева горячим воздухом. Подогретый ровинг погружают в пропиточную ванну. Из ванны материал протягивается через фильеры для получения заданной площади сечения эллипсовидной формы будущей арматуры. После фильер нити поступают в обмотчик, формирующий несущий стержень арматуры с обмоткой. Толщина навивки зависит от типа арматуры: более толстая делается намоточным жгутом для классического устройства, тонкая – при изготовлении стержней с песчаной посыпкой. Подготовленная на обмоточнике арматура проходит туннельную печь. Туннельная печь предназначена для ускорения процесса полимеризации пропиточных смол. Горячий пруток арматуры отправляется в охлаждающую ванну, где под проточной водой он полностью охлаждается. Непрерывный, охлажденный пруток пропускается через протягивающий механизм, на выходе из которого производится резка линейных прутков согласно заданному размеру [5]. Профилирующая фильера может быть выполнена, например, в виде разъемной стальной конструкции, состоящей из двух прямоугольников с отфрезерованной и обработанной канавкой полуэллипса по длине каждой части, которые при смыкании образуют эллипсную поверхность, соответствующую площади целевого устройства приравненной к площади заданной окружности. Изготовление хомутов выполняют следующей последовательностью. Горячий прут после туннельной печи режут в виде заготовок для загибания хомутов, при необходимости используют газовые горелки. Готовые нелинейные изделия композитной арматуры отправляют в охлаждающую ванну.
Пример изготовления композитобетонной колонны. Предварительно осуществляют монтаж линейных отрезков арматурного каркаса в специализированном шаблоне, позволяющем ровно совместить длинную ось эллипса арматуры с максимальными нагрузками на колонну, и с последующим монтажом общего арматурного каркаса по месту расположения. При этом продольную стеклопластиковую арматуру 3 соединенную с поперечной стеклопластиковой арматурой 2 в виде хомутов выполняют в поперечном сечении эллипсовидной формы. Длинную ось эллипса совмещают с направлением максимальной нагрузки поперечного сечения колонны. Длины осей эллипса принимают в пропорции с расчетными нагрузками по осям поперечного сечения посередине длины колонны. В середине колонны устанавливают центральное поперечное армирование прямоугольником в виде хомута 2 с расположением длинных осей эллипса в плоскости хомута 2. Последующие горизонтальные армируемые прямоугольники устанавливают с нелинейным увеличением расстояния один от другого к краям колонны пропорционально уменьшению нагрузки по эпюре. Соединение арматуры выполняют вязальными хомутами. Композитобетонная колонна имеет опору на нижнее основание и принимает нагрузку на верхнее основание колонны. По длине колонны нагрузка распределится по параболической эпюре с максимумом в середине колонны. Подготовку поперечной стеклопластиковой арматуры в виде хомутов 2, выполняют загибанием углов на 90о вдоль продольной оси арматуры, с предварительным их разогревом газовой горелкой, и с расположением длинной оси эллипса для поперечной стороны хомута 5 и продольной стороны хомута 4 в плоскости хомута 2. Готовый композитный каркас помещают в опалубку и создают бетонное тело 1.
Арматура эллипсовидной формы, ориентированная длинной осью эллипса на максимальные нагрузки, имеющая больший момент сопротивления по большей оси будет повышать надежность конструкции композитобетонной колонны и её несущую способность.
Источники информации
1. Патент RU №206802, МПК E04C 3/00, опубликовано: 28.09.2021 Бюл. № 28.
2. Сахановский К.В. Железобетонные конструкции. Госстройиздат, М., 1959, 840 с., с. 82.
3. Справочник по сопротивлению материалов / Писаренко Г.С., Яковлев А.П., Матвеев В.В.; отв. ред. Писаренко Г.С. - 2-е изд., перераб. и доп. - Киев: Наук. думка, 1988. - 736 с. (58, 74 с.).
4. http://met-all.org/metalloprokat/sortovoj/stekloplastikovaya-armatura-nedostatki-preimushhestva.html;
5. http://promresursy.com/materialy/proizvodstvo/oborudovanie/stanki-dlya-stekloplastikovoy-armatury.html.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композитобетонной колонны | 2024 |
|
RU2828918C1 |
| Способ изготовления ленточного композитобетонного фундамента | 2024 |
|
RU2827210C1 |
| Способ изготовления ленточного композитобетонного фундамента | 2024 |
|
RU2831179C1 |
| Колонна композитобетонная | 2024 |
|
RU2828502C1 |
| Способ крепления шахтного ствола прямоугольного сечения монолитным композитобетоном | 2023 |
|
RU2810763C1 |
| Фундамент ленточный композитобетонный | 2024 |
|
RU2830026C1 |
| Способ крепления шахтного ствола эллипсного сечения монолитным композитобетоном | 2023 |
|
RU2810762C1 |
| Способ крепления шахтного ствола круглого сечения монолитным композитобетоном | 2023 |
|
RU2805443C1 |
| Ленточный железобетонный фундамент и способ его изготовления | 2019 |
|
RU2716533C1 |
| Способ крепления шахтного ствола эллипсного сечения монолитным железобетоном | 2023 |
|
RU2804015C1 |
Изобретение относится к области строительства и может быть использовано в качестве композитобетонной колонны для жилых и промышленных зданий. Способ изготовления композитобетонной колонны, содержащий подготовку элементов и монтаж арматурного каркаса, установку опалубки, заливку бетоном, причем продольную и поперечную арматуру в виде хомутов выполняют из стеклопластиковой арматуры в поперечном сечении эллипсовидной формы, при этом длинную ось эллипса совмещают с направлением максимальной нагрузки поперечного сечения колонны, длины осей эллипса принимают в пропорции с расчетными нагрузками по осям поперечного сечения посередине длины колонны. В середине колонны устанавливают центральное поперечное армирование прямоугольником в виде хомута с расположением длинных осей эллипса перпендикулярно продольной арматуре, последующие горизонтальные армирующие прямоугольники устанавливают с нелинейным увеличением расстояния один от другого к краям колонны пропорционально уменьшению нагрузки по эпюре. При подготовке поперечной стеклопластиковой арматуры в виде хомутов выполняют загибание углов и одновременно разворот сторон прямоугольника на 90° вдоль продольной оси арматуры с предварительным их разогревом газовой горелкой и с расположением длинной оси эллипса в плоскости хомута, монтаж линейных отрезков арматурного каркаса предварительно выполняют в шаблоне, позволяющем ровно совместить длинную ось эллипса арматуры с максимальными нагрузками на колонну, и с последующей установкой общего арматурного каркаса по месту расположения. Техническим результатом является повышение несущей способности композитобетонной колонны. 4 ил.
Способ изготовления композитобетонной колонны, содержащей подготовку элементов и монтаж арматурного каркаса, установку опалубки, заливку бетоном, отличающийся тем, что продольную и поперечную арматуру в виде хомутов выполняют из стеклопластиковой арматуры в поперечном сечении эллипсовидной формы, при этом длинную ось эллипса совмещают с направлением максимальной нагрузки поперечного сечения колонны, длины осей эллипса принимают в пропорции с расчетными нагрузками по осям поперечного сечения посередине длины колонны, в середине колонны устанавливают центральное поперечное армирование прямоугольником в виде хомута с расположением длинных осей эллипса перпендикулярно продольной арматуре, последующие горизонтальные армирующие прямоугольники устанавливают с нелинейным увеличением расстояния один от другого к краям колонны пропорционально уменьшению нагрузки по эпюре, при подготовке поперечной стеклопластиковой арматуры в виде хомутов выполняют загибание углов и одновременно разворот сторон прямоугольника на 90° вдоль продольной оси арматуры с предварительным их разогревом газовой горелкой и с расположением длинной оси эллипса в плоскости хомута, монтаж линейных отрезков арматурного каркаса предварительно выполняют в шаблоне, позволяющем ровно совместить длинную ось эллипса арматуры с максимальными нагрузками на колонну, и с последующим монтажом общего арматурного каркаса по месту расположения.
| КЛЕЙ ДЛЯ СТЕРЖНЕЙ | 0 |
|
SU206802A1 |
| Делительный механизм | 1960 |
|
SU149993A1 |
| 0 |
|
SU155801A1 | |
| Ленточный железобетонный фундамент и способ его изготовления | 2019 |
|
RU2716533C1 |
| US 20040074202 A1, 22.04.2004. | |||

