Настоящие изобретения относятся к волоконно-оптическим технологиям, в частности к области коллимации или фокусировки оптического излучения.
Известен способ коллимации оптического излучения, распространяющегося в оптическом волокне и реализующее его устройство [Патент CN 116449500 A, G02B6/32, 17.03.2023].
Способ коллимации оптического излучения, распространяющегося в оптическом волокне, включает соосное механическое соединение с помощью вспомогательных втулок участка оптического волокна, сполированного под углом 8° и покрытого оптическим антиотражающим покрытием и градиентной линзы, в роли которой выступает цилиндрическая сферическая линза, покрытая оптическим антиотражающим покрытием, и последующее размещение их во внешней втулке, заполненной адгезивом. После того, как оптическое излучение проходит через сполированный торец оптического волокна, попадая на линзу, на ее выходе формируется сколлимированный пучок.
Недостатком способа является необходимость механического соосного выставления участка оптического волокна и градиентной линзы, что может вносить существенную погрешность в точность их соосного соединения, а также усложняет процесс сборки устройства. Нарушение соосности приводит к существенным потерям мощности формируемого коллимируемого пучка.
Устройство, реализующее указанный способ, содержит волоконно-оптический коллиматор, включающий в себя внешнюю втулку, участок оптического волокна и градиентную линзу, причем участок оптического волокна и коллимирующая градиентная линза соосно соединены вспомогательными втулками и закреплены во внутренней полости внешней втулки. Торцевая поверхность участка оптического волокна, обращенная к коллимирующей линзе, сполирована под углом 8° и покрыта оптическим антиотражающим покрытием. Коллимирующая градиентная линза представляет собой линзу, одна сторона которой имеет сферическую поверхность, покрытую оптическим антиотражающим покрытием, а другая сторона - плоскую поверхность.
Недостатком данного устройства является использование линзы сложной формы, что значительно повышает сложность юстировки и соосного выставления оптического волокна и линзы, а также требует высокой точности изготовления конструкционных элементов. Помимо этого, сборка подобного устройства требует применения элементов нестандартного исполнения, что также приводит к усложнению конструкции устройства.
Известен способ коллимации оптического излучения, распространяющегося в оптическом волокне, а также устройство, реализующее его. [Патент US 20030138202 A1, GO2B 6/32, 10.10.2002].
Способ коллимации оптического излучения, распространяющегося в оптическом волокне, включает соосное соединение, установленного в сквозное отверстие ферулы свободного конца оптического волокна, покрытого эпоксидной смолой и, установленной в полости монтажной трубки формованной линзы, при этом, полированная торцевая поверхность ферулы параллельна плоской поверхности формованной линзы и отделена от нее узким зазором, образованным между формованной линзой и ферулой. Такое расположение предназначено для обеспечения точной коллимации световых лучей, выходящих из оптического волокна. Таким образом, оптическое излучение, проходя через оптическое волокно, попадает на поверхность формованной линзы, где за счет соосного соединения линзы и оптического волокна, на выходе линзы формируется сколлимированный пучок света.
Недостатком способа является существенное усложнение процесса юстировки оптических элементов за счет применения формованной линзы, что в свою очередь приводит к более высоким потерям мощности на соединении и низкой эффективности коллимации пучка излучения.
Устройство, реализующее способ, представляет собой коллиматор, включающий оптическое волокно, покрытое эпоксидной смолой и размещенное в феруле, которая соосно выставлена относительно формованной линзы, закрепленной в свою очередь в полости монтажной трубки. Оптическое волокно имеет свободный конец, а ферула сквозное отверстие для соосной фиксации в нем оптического волокна. Торцевая поверхность ферулы сполирована под углом. Одна поверхность формованной линзы имеет цилиндрическую форму, а другая плоскую форму под углом, совпадающим с углом полировки торцевой поверхности ферулы.
Недостатком данного устройства является то, что в конструкции коллиматора используется формованная линза, диаметр которой сопоставим с диаметром ферулы, что существенно ограничивает применение подобного устройства коллимации оптического излучения в стандартных волоконно-оптических устройствах, а также увеличивает массогабаритные параметры устройства.
Наиболее близким техническим решением (прототипом) к заявляемым решениям является способ коллимации оптического излучения, распространяющегося в оптическом волокне и устройство, реализующее его [Патент US №10718909 B2, GO2B 6/38, 21.07.2020].
Способ коллимации оптического излучения, распространяющегося в оптическом волокне, включает соосное механическое соединение между собой участка оптического волокна, размещенного в керамической феруле, и градиентной линзы, в роли которой выступает стержневая объемная градиентная линза, и последующее размещение их в оснастке в виде ферулы или защитного кожуха, заполненной адгезивом.
Недостатком способа коллимации оптического излучения в оптическом волокне является сложность в соосном выставлении торца стандартного оптического волокна и торца градиентной линзы, поскольку требует прецизионного выставления выходных отверстий ферул для крепления стандартного оптического волокна и градиентной линзы. Это приводит к тому, что механическое выравнивание выходных отверстий ферул для крепления стандартного оптического волокна приводит к существенным потерям мощности формируемого коллимируемого пучка на выходе линзы. Использование клеевой фиксации ферул для оптического волокна и градиентной линзы вносит ощутимые погрешности в выставление их соосности при сборке устройства.
Устройство, реализующее способ, содержит, размещенные в заполненной адгезивом оснастке, соосно соединенные между собой участок оптического волокна, размещенный в свою очередь в керамической феруле и градиентную линзу в виде стержневой объёмной градиентной линзы, а также ферулу или защитный кожух для градиентной линзы. Ферула с линзой и ферула с оптическим волокном концентрично выровнены посредством применения дополнительной ферулы или защитного кожуха.
Ферула для оптического волокна имеет цилиндрическую форму и содержит центральное продольное проходное отверстие для установки оптического волокна. Диаметр этого отверстия соответствует диаметру самого волокна. Для фиксации оптического волокна в феруле используется адгезив. Адгезив вводится в отверстие с помощью шприца. Конец оптического волокна сполирован и выравнивается по центру выходного отверстия ферулы для линзы. Для механического выравнивания ферулы и линзы используется прецизионно изготовленная ферула или защитный кожух для линзы. Таким образом, ферула и линза запрессованы в ферулу для линзы и удерживаются на месте за счет трения.
Недостатком данного устройства является использование в конструкции стержневой объемной градиентной линзы, что влечет за собой увеличение количества дополнительных элементов в конструкции, в том числе нестандартного форм-фактора ферулы для фиксации градиентной линзы, что усложняет технологический процесс изготовления устройства для коллимации, поскольку возникает сложность соосного выставления оптического волокна с градиентной линзой, необходимого для получения наилучших параметров устройства.
Предлагаемые изобретения решают задачу повышения эффективности коллимации или фокусировки оптического излучения за счет повышения точности позиционирования при соосном соединении оптического волокна и градиентной линзы, что обеспечивает высокую воспроизводимость параметров пучка, упрощения способа коллимации или фокусировки оптического излучения за счет исключения необходимости использования дополнительных компонентов для коллимации или фокусировки оптического излучения в волокне, а также усовершенствования конструкции устройства коллимации или фокусировки оптического излучения за счет уменьшения габаритных размеров, упрощения технологического процесса изготовления, минимального количества используемых элементов, имеющих стандартное исполнение.
Поставленная задача решается следующим способом.
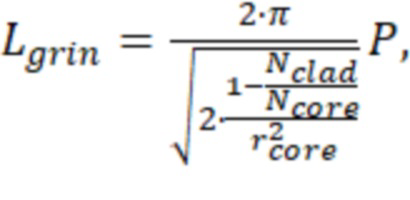
В способе коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, включающем соосное соединение между собой участка оптического волокна и градиентной линзы и последующее размещение их в оснастке, заполненной адгезивом, соосное соединение осуществляют с помощью электродуговой сварки участка оптического волокна и, используемого в качестве градиентной линзы, участка многомодового градиентного оптического волокна, а для их размещения в оснастке, предварительно сопоставляют выходной торец оснастки и плоскость сварного соединения, соединенные волокна перемещают внутрь оснастки, при этом плоскость сварного соединения волокон смещают вдоль оснастки на глубину, предварительно рассчитываемую по формуле:
 (1)
(1)
и соответствующую длине размещаемого в оснастке участка многомодового градиентного оптического волокна, где  - шаг градиентной линзы,
- шаг градиентной линзы,  - показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна,
- показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна,  - максимальный показатель преломления сердцевины многомодового градиентного оптического волокна,
- максимальный показатель преломления сердцевины многомодового градиентного оптического волокна,  - радиус сердцевины многомодового градиентного оптического волокна, производят отверждение адгезива и осуществляют полировку выходного торца многомодового градиентного оптического волокна.
- радиус сердцевины многомодового градиентного оптического волокна, производят отверждение адгезива и осуществляют полировку выходного торца многомодового градиентного оптического волокна.
Устройство коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне содержит, размещенные в заполненной адгезивом оснастке, соосно соединенные между собой участок оптического волокна и градиентную линзу, которая представляет собой участок многомодового градиентного оптического волокна с диаметром кварцевой оболочки, соответствующим диаметру кварцевой оболочки соединенного с ним оптического волокна, а выходной торец многомодового градиентного оптического волокна сполирован, указанные волокна соединены друг с другом электродуговой сваркой и размещены вдоль оснастки, при этом, длина участка многомодового градиентного оптического волокна, размещаемого внутри оснастки предварительно рассчитывается по формуле:
(1)
где - шаг градиентной линзы, - показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна, - максимальный показатель преломления сердцевины многомодового градиентного оптического волокна, - радиус сердцевины многомодового градиентного оптического волокна.
Сущность заявляемых способа коллимации или фокусировки оптического излучения и устройства, его реализующего поясняется следующим.
Способ коллимации или фокусировки оптического излучения заключается в прецизионном соосном соединении участка оптического волокна и градиентной линзы с применением метода электродуговой сварки. Для осуществления коллимации или фокусировки, участок оптического волокна посредством электродуговой сварки, позволяющей выполнить высокоточное прецизионное позиционирование, соосно соединяется с градиентной линзой, выполненной в виде участка многомодового градиентного оптического волокна, соединенные волокна размещаются в заполненной адгезивом оснастке. Оснастка для крепления, внутренний диаметр которой позволяет выполнить высокоточное, плотно прилегающее размещение соединенных между собой методом электродуговой сварки оптического волокна и многомодового градиентного оптического волокна, заполняется адгезивом для надежной фиксации коллимирующего или фокусирующего элемента. После чего производится прецизионное позиционирование соединенных между собой волокон в оснастке для крепления. Сопоставляют плоскость выходного торца оснастки и плоскость электродуговой сварки, после чего соединенные волокна перемещают внутрь оснастки, при этом плоскость сварного соединения волокон смещают вдоль оснастки на глубину, предварительно рассчитываемую по формуле (1), и которая соответствует длине размещаемого участка многомодового градиентного оптического волокна, обеспечивающую его оптимальную длину  для эффективной коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, зависящее от того, какую функцию должно выполнять устройство: коллимацию или фокусировку, и зависит от шага градиентной линзы P:
для эффективной коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, зависящее от того, какую функцию должно выполнять устройство: коллимацию или фокусировку, и зависит от шага градиентной линзы P:
(1)
где - показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна, - максимальный показатель преломления сердцевины многомодового градиентного оптического волокна, - радиус сердцевины многомодового градиентного оптического волокна, - шаг градиентной линзы.
Исходя из выражения, приведенного выше, а также в зависимости от функции, которую выполняет устройство, длина участка многомодового градиентного оптического волокна рассчитывается по следующим формулам:
1. Коллимация - градиентная линза с шагом в 0,25 коллимирует оптическое излучение, где длина участка многомодового градиентного оптического волокна  :
:
 (1)
(1)
2. Фокусировка - шаг градиентной линзы 0,5. При такой длине многомодового градиентного оптического волокна световой пучок фокусируется на его выходном торце  :
:
 (1)
(1)
3. Фокусировка - шаг градиентной линзы  . При такой длине многомодового градиентного оптического волокна световой пучок фокусируется на некотором фокусном расстоянии от его выходного торца, зависящем от шага линзы.
. При такой длине многомодового градиентного оптического волокна световой пучок фокусируется на некотором фокусном расстоянии от его выходного торца, зависящем от шага линзы.
После закрепления соединенных волокон в оснастке осуществляется полировка участка многомодового градиентного оптического волокна, достаточная для очистки следов адгезива на торцевой поверхности оснастки и для удаления излишней выступающей части многомодового градиентного оптического волокна для обеспечения необходимой, предварительно рассчитанной длины участка многомодового градиентного оптического волокна, обеспечивающую эффективную коллимацию или фокусировку оптического излучения с требуемым фокусным расстоянием.
Благодаря применению способа электродуговой сварки, участка многомодового градиентного оптического волокна и оснастки в виде стандартных волоконных компонентов решается задача упрощения конструкции и способа сборки устройства для коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне. Осуществление способа соосного соединения участка оптического волокна и участка многомодового градиентного оптического волокна методом электродуговой сварки с применением аппарата для сварки оптических волокон обеспечивает высокоточное автоматическое соосное выставление участка оптического волокна и участка многомодового градиентного оптического волокна за счет наличия в аппарате встроенных прецизионных манипуляторов и камеры. Это в свою очередь позволяет исключить вносимые погрешности при использовании других представленных механических методов соосного соединения оптического волокна и градиентной линзы, поскольку процесс прецизионного соединения происходит в автоматическом режиме.
Предложенный способ позволяет производить высокоточное позиционирование участка многомодового градиентного оптического волокна, относительно участка оптического волокна, исключает требование по использованию дополнительных компонентов для осуществления коллимации или фокусировки оптического излучения в оптическом волокне, а также упрощает технологический процесс сборки устройства и позволяет изготовить участок многомодового градиентного оптического волокна необходимой длины. Все это в совокупности дает возможность осуществить коллимацию или фокусировку оптического излучения с высокой воспроизводимостью параметров пучка излучения.
Использование в заявляемом устройстве коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, в качестве градиентной линзы участка многомодового градиентного оптического волокна способствует его высокоточному позиционированию относительно участка оптического волокна за счет соответствия их диаметров кварцевой оболочки. Кроме того, существенным преимуществом применения многомодового градиентного оптического волокна вместо шаровых линз и объемных градиентных линз является меньший размер (125 мкм и 1 мм и более соответственно), возможность выполнения любого вида полировки (плоская, PC, APC) с помощью полировальных машин, возможность использования стандартных волоконных компонентов. Также, многомодовое градиентное оптическое волокно может быть вытянуто с диаметром кварцевой оболочки, равным диаметру кварцевой оболочки стандартных оптических волокон 125 мкм, что значительно упрощает конструкцию и обеспечивает надежное соединение различных компонентов, существенно снижает габаритные размеры устройства, позволяет использовать стандартные волоконно-оптические компоненты при сборке устройства, а также обеспечивает возможность изготавливать устройство с различными видами оснасток, что расширяет сферу их применения.
Реализация подобного исполнения устройства коллимации или фокусировки оптического излучения требует соответствия диаметров кварцевой оболочки оптического волокна, в котором распространяется оптическое излучение и многомодового градиентного оптического волокна и более ничем не ограничена.
В зависимости от того, какую функцию выполняет устройство - коллимацию или фокусировку оптического излучения в оптическом волокне, необходимая длина участка многомодового градиентного оптического волокна зависит от шага градиентной линзы и предварительно рассчитывается по формуле (1).
Заявляемое устройство позволяет решить задачу усовершенствования конструкции за счет уменьшения габаритных размеров, упрощения технологического процесса изготовления, минимального количества используемых элементов, имеющих стандартное исполнение и обеспечивающих надежное соединение различных компонентов.
Сущность заявляемого изобретения поясняется чертежом.
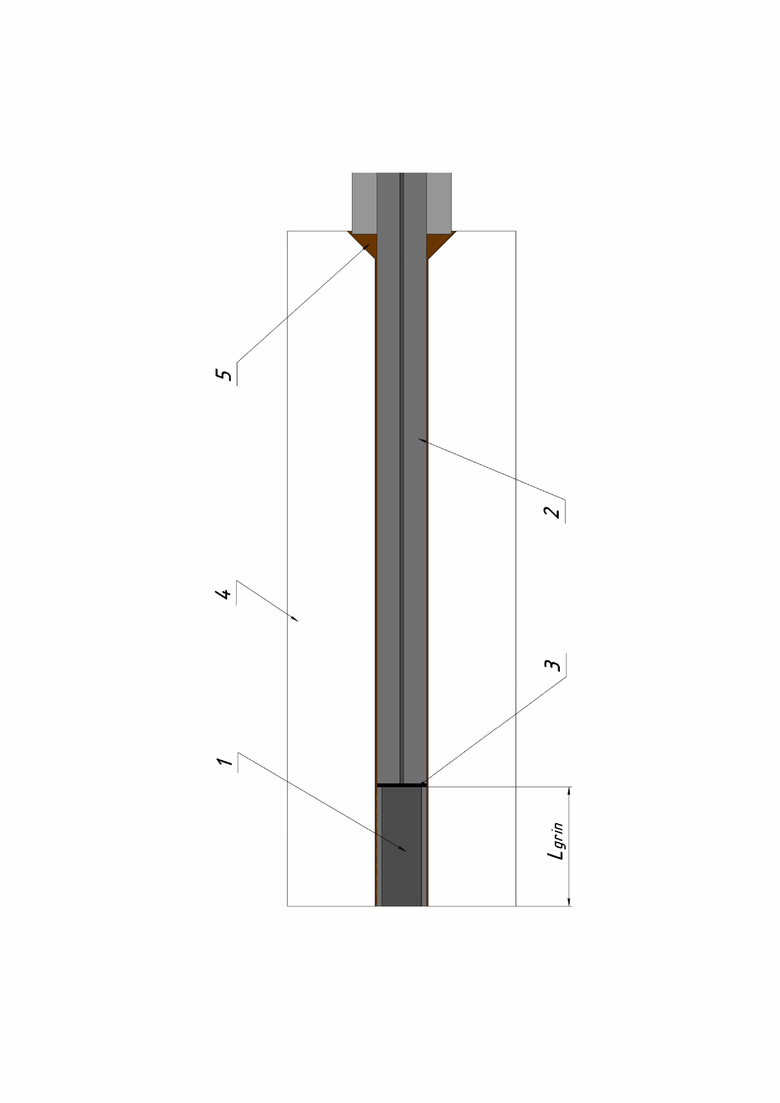
Принятые обозначения на чертеже:
1 - участок многомодового градиентного оптического волокна
2 - участок оптического волокна, в котором распространяется оптическое излучение
3 - плоскость сварного соединения
4 - оснастка для крепления
5 - адгезив
На чертеже приведено схематическое изображение реализации конструкции устройства коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне с использованием оснастки в виде ферулы для крепления. Устройство содержит участок многомодового градиентного оптического волокна 1, соосно соединенный с участком оптического волокна 2, в котором распространяется оптическое излучение, волокна соединены друг с другом электродуговой сваркой в плоскости сварного соединения 3 и жестко закреплены в оснастке для крепления 4 с применением адгезива 5.
Способ коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, осуществляется следующим образом. Предварительно осуществляют соосное соединение градиентной линзы в виде участка многомодового градиентного оптического волокна 1 и участка оптического волокна 2, в котором распространяется излучение, методом электродуговой сварки в плоскости сварного соединения 3, сопоставляют плоскость сварного соединения 3 с выходным торцом оснастки 4, соединенные волокна смещаются вдоль оснастки 4 на предварительно рассчитанную необходимую глубину, затем производят отверждение адгезива 5 и последующую полировку торца многомодового градиентного оптического волокна 1. Коллимация осуществляется за счет прохождения оптического излучения через коллимирующий элемент, представляющий собой соосно соединенные между собой градиентную линзу в виде участка многомодового градиентного оптического волокна 1 и участка оптического волокна 2, в котором распространяется излучение, методом электродуговой сварки в плоскости сварного соединения 3, жестко закрепленные в оснастке для крепления 4 с применением адгезива 5, где попадая на участок многомодового градиентного оптического волокна 1 и проходя через него, на его выходе формируется сколлимированный пучок света.
В качестве конкретного примера способа коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне и устройства для его осуществления предлагается следующее. Для соединения стандартного одномодового оптического волокна (стандарта G.657.A2) и многомодового градиентного оптического волокна (диаметр сердцевины - 100 мкм, диаметр оболочки - 125 мкм) применялась стандартная операция сварки на стандартном сварочном аппарате ILSINTECH SWIFT KF4. В ходе работы были опробованы несколько режимов сварки - SM-SM, SM-MM, MM-MM с различными параметрами. Наилучшим вариантом предлагается режим SM-ММ с базовыми параметрами. Среднее значение вносимых потерь на сварном соединении составляло менее 0,05 дБ.
Внутренняя полость оснастки для крепления, в роли которой выступает керамическая ферула (в виде оснастки также может выступать V-groove, кварцевая трубка и т.д.), внутренний диаметр которой составляет 125±0,5 мкм, внешний диаметр 2,5 мм, а длина 12,7±0,05 мкм, позволяет выполнить высокоточное, плотно прилегающее размещение соединенных между собой одномодового оптического волокна и многомодового градиентного оптического волокна, заполняется адгезивом, в роли которого выступает оптический клей EPO-TEC 353 ND.
Далее, с применением микроскопа и микрометрической подвижки, производится прецизионное позиционирование соединенных между собой волокон в оснастке для крепления. С помощью микроскопа производится определение плоскости электродуговой сварки, после чего осуществляется смещение оптического волокна с помощью микрометрической подвижки вдоль оснастки для крепления так, чтобы плоскость сварного соединения и плоскость выходного торца ферулы совпадали. Далее, с применением микрометрической подвижки, производится смещение плоскости сварки внутрь оснастки на глубину, которая обеспечивает оптимальную длину участка многомодового градиентного оптического волокна для эффективной коллимации или фокусного расстояния для фокусировки оптического излучения в оптическом волокне. При рассчитанной длине коллимирующего участка многомодового градиентного оптического волокна 885 мкм для длины волны распространяющегося излучения 1550 нм необходимо сместить оптическое волокно внутрь отверстия ферулы на 885 мкм. Применяемый микрометрический транслятор обеспечивал точность установки ±5 мкм.
После температурного отверждения адгезива и закрепления элемента коллимации или фокусировки оптического излучения в оснастке осуществляется полировка торца многомодового градиентного оптического волокна достаточная для очистки следов адгезива и для удаления излишней выступающей части многомодового градиентного оптического волокна для обеспечения необходимой, предварительно рассчитанной длины участка многомодового градиентного оптического волокна, обеспечивающую эффективную коллимацию. Для полировки использовались полировочные пленки с зернистостью 5 мм, 1 мкм и 0,3 мкм. Пленка с зернистостью 5 мкм служит для удаления выступающей части многомодового градиентного оптического волокна и следов адгезива, пленка с зернистостью 1 мкм и 0,3 мкм для удаления царапин на поверхности волокна и торце ферулы, и финишной полировки. Ферулу с волокном устанавливают в оснастку для полировки и закрепляют на полировальной машине. Для контроля параллельной установки торца ферулы относительно полировального круга используют контрольные камеры и угловую подвижку, установленные на полировальной машине. Первым этапом полировки является удаление излишней выступающей части многомодового градиентного оптического волокна. Вторым этапом полировки является полировка пленкой с зернистостью 1 мкм. К этому моменту большая часть выдвинутого волокна должна быть удалена. На данном этапе осуществляется только полировка торца ферулы с волокном. Третьим этапом полировки является полировка с помощью финишной пленки 0,3 мкм. Постепенное уменьшение зернистости пленок позволяет получить полировку с меньшими дефектами торца волокна и ферулы. Предлагаемые решения дают возможность выполнения любого вида полировки (плоская, PC, APC) многомодового градиентного оптического волокна с помощью полировальных машин. После всех этапов полировки осуществляют визуальный контроль с помощью камеры торца волокна для обеспечения исключения на торце волокна возможных загрязнений, трещин сколов, а также контроля однородности цвета сердцевины.
Таким образом, заявляемые способ коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, и устройство для его осуществления, обеспечивают повышение эффективности коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, за счет повышения точности соосного позиционирования при соединении методом электродуговой сварки оптического волокна и участка многомодового градиентного оптического волокна, достижение высокой воспроизводимости параметров пучка формируемого коллимируемого излучения, упрощения способа коллимации или фокусировки оптического излучения за счет исключения необходимости использования дополнительных компонентов для коллимации или фокусировки оптического излучения в волокне, а также усовершенствования конструкции устройства коллимации или фокусировки оптического излучения за счет уменьшения габаритных размеров, упрощения технологического процесса изготовления, сокращения количества используемых элементов, исключения использования элементов, имеющих нестандартное исполнение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство волоконно-оптического интерферометра Фабри-Перо с воздушной полостью между зеркалами резонатора | 2024 |
|
RU2838345C1 |
| Отрывной оптический разъем | 2022 |
|
RU2801145C1 |
| ОПТИЧЕСКОЕ ВОЛОКОННОЕ УСТРОЙСТВО С БОКОВЫМ ВВОДОМ-ВЫВОДОМ ИЗЛУЧЕНИЯ | 2020 |
|
RU2750691C1 |
| ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2021 |
|
RU2786485C1 |
| СПОСОБ УМЕНЬШЕНИЯ ДИФФЕРЕНЦИАЛЬНОЙ МОДОВОЙ ЗАДЕРЖКИ МНОГОМОДОВОГО ОПТИЧЕСКОГО ВОЛОКНА | 2010 |
|
RU2458370C2 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ВОЛОКОННО-ОПТИЧЕСКИХ КОМПОНЕНТ ОТ РАЗРУШЕНИЯ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ (ВАРИАНТЫ) | 2013 |
|
RU2561766C2 |
| МОНОСТАТИЧЕСКИЙ ОПТИЧЕСКИЙ ПРИЕМОПЕРЕДАТЧИК | 2016 |
|
RU2638095C1 |
| СПОСОБ КОМПЕНСАЦИИ ДИФФЕРЕНЦИАЛЬНОЙ МОДОВОЙ ЗАДЕРЖКИ МНОГОМОДОВОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ ЛИНИИ В РЕЖИМЕ ПЕРЕДАЧИ МАЛОМОДОВЫХ СИГНАЛОВ | 2010 |
|
RU2468399C2 |
| МОДУЛЬ НАСЫЩАЮЩЕГОСЯ ПОГЛОТИТЕЛЯ НА ОСНОВЕ ПОЛИМЕРНОГО КОМПОЗИТА С ОДНОСТЕННЫМИ УГЛЕРОДНЫМИ НАНОТРУБКАМИ (ВАРИАНТЫ) | 2011 |
|
RU2485562C1 |
| Способ и волоконный чувствительный элемент для определения тепловых характеристик веществ (жидкостей и газов) | 2022 |
|
RU2804474C1 |
Группа изобретений относится к волоконно-оптическим технологиям, в частности к области коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне. Устройство коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, содержит размещенные в заполненной адгезивом оснастке соосно соединенные между собой участок оптического волокна и градиентную линзу, которая представляет собой участок многомодового градиентного оптического волокна с диаметром кварцевой оболочки, соответствующим диаметру кварцевой оболочки соединенного с ним оптического волокна, а выходной торец многомодового градиентного оптического волокна сполирован, указанные волокна соединены друг с другом электродуговой сваркой и размещены вдоль оснастки, заполненной адгезивом. При этом длина участка многомодового градиентного оптического волокна, размещаемого внутри оснастки, рассчитывается по формуле
 (1)
(1)
где  - шаг градиентной линзы,
- шаг градиентной линзы,  - показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна,
- показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна,  - максимальный показатель преломления сердцевины многомодового градиентного оптического волокна,
- максимальный показатель преломления сердцевины многомодового градиентного оптического волокна,  - радиус сердцевины многомодового градиентного оптического волокна. Технический результат - повышение эффективности коллимации или фокусировки оптического излучения. 2 н.п. ф-лы, 1 ил.
- радиус сердцевины многомодового градиентного оптического волокна. Технический результат - повышение эффективности коллимации или фокусировки оптического излучения. 2 н.п. ф-лы, 1 ил.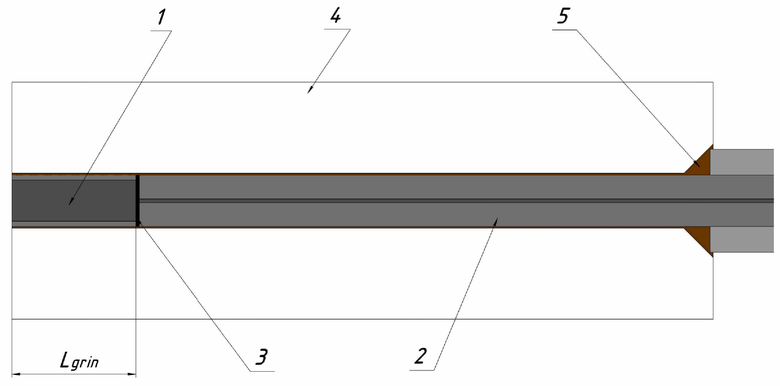
1. Способ коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, включает соосное соединение между собой участка оптического волокна и градиентной линзы и последующее размещение их в оснастке, заполненной адгезивом, отличающийся тем, что соосное соединение осуществляют с помощью электродуговой сварки участка оптического волокна и используемого в качестве градиентной линзы участка многомодового градиентного оптического волокна, а для их размещения в оснастке предварительно сопоставляют выходной торец оснастки и плоскость сварного соединения, а затем соединенные волокна перемещают внутрь оснастки, при этом плоскость сварного соединения волокон смещают вдоль оснастки на глубину, предварительно рассчитываемую по формуле
и соответствующую длине размещаемого в оснастке участка многомодового градиентного оптического волокна,
где  - шаг градиентной линзы,
- шаг градиентной линзы,  - показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна,
- показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна,  - максимальный показатель преломления сердцевины многомодового градиентного оптического волокна,
- максимальный показатель преломления сердцевины многомодового градиентного оптического волокна,  - радиус сердцевины многомодового градиентного оптического волокна, производят отверждение адгезива и осуществляют полировку выходного торца многомодового градиентного оптического волокна.
- радиус сердцевины многомодового градиентного оптического волокна, производят отверждение адгезива и осуществляют полировку выходного торца многомодового градиентного оптического волокна.
2. Устройство коллимации или фокусировки оптического излучения, распространяющегося в оптическом волокне, содержит размещенные в заполненной адгезивом оснастке соосно соединенные между собой участок оптического волокна и градиентную линзу, отличающееся тем, что градиентная линза представляет собой участок многомодового градиентного оптического волокна с диаметром кварцевой оболочки, соответствующим диаметру кварцевой оболочки соединенного с ним оптического волокна, а выходной торец многомодового градиентного оптического волокна сполирован, указанные волокна соединены друг с другом электродуговой сваркой и размещены вдоль оснастки, при этом длина участка многомодового градиентного оптического волокна, размещаемого внутри оснастки, рассчитывается по формуле
 (1)
(1)
где - шаг градиентной линзы, - показатель преломления на границе сердцевина-оболочка многомодового градиентного оптического волокна, - максимальный показатель преломления сердцевины многомодового градиентного оптического волокна, - радиус сердцевины многомодового градиентного оптического волокна.
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ И ПЕРЕДАВАЕМОЙ МОЩНОСТИ ЭЛЕКТРИЧЕСКОЙ СЕТИ | 2010 |
|
RU2446537C1 |
| US 20030026535 A1, 06.02.2003 | |||
| US 20030043472 A1, 06.03.2003 | |||
| JP 2007133239 A, 31.05.2007. | |||

