Группа изобретений относится к пневматическим высокоскоростным шинам радиальной конструкции, номинальная высота профиля которых составляет 92÷100 мм, либо 101÷109 мм, либо 110÷118 мм, либо 119÷127 мм, либо 128÷136 мм, либо 137÷145 мм, каркасная часть состоит из боковин, выполненных, по меньшей мере, из двух видов резин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, а также из сдублированных слоев герметизирующего слоя и технологической прослойки.
Известны технические решения пневматических легковых шин с металлокордными и текстильными слоями в брекере: патент РФ №2470796 на изобретение «Пневматическая шина, в которой используется усилительная конструкция с волокнами, имеющими приплюснутое сечение» опубл. 27.12.2012, патент РФ №2510335 на изобретение «Шина с радиальной каркасной арматурой» опубл. 27.03.2014, патент РФ №2413628 на изобретение «Пневматическая шина» опубл. 10.03.2011, патент РФ №2410243 на изобретение «Пневматическая шина с одним прерывистым слоем каркаса (варианты)» опубл. 27.01.2011.
Наиболее близким аналогом к разработанной группе решений является техническое решение по патенту РФ №2470796 на изобретение «Пневматическая шина, в которой используется усилительная конструкция с волокнами, имеющими приплюснутое сечение». Изобретение относится к автомобильной промышленности. Шина содержит герметичную резиновую оболочку и усилительную конструкцию, образуемую в основном множеством волокон, утопленных в резине и уложенных слоями. Данная усилительная конструкция содержит, по меньшей мере, слой каркаса и брекерный слой. Волокна этих слоев соединены друг с другом и ориентированы относительно срединной плоскости шины под соответствующими углами порядка 90° и 0°.
Каждое из этих волокон имеет поперечное сечение плоской формы. Технический результат - упрощение изготовления шины при высоких эксплуатационных характеристиках.
В данных решениях недостаточно рассмотрены варианты конструкции и способы изготовления каркасной части пневматических высокоскоростных шин, позволяющие повысить потребительские качества готового изделия, эффективность производства за счет экономии энерго- и трудоресурсов, снизить амортизационные отчисления и материалоемкость шины.
Задачей данной группы изобретений является разработка пневматической радиальной высокоскоростной шины, номинальная высота профиля которых составляет 9÷00 мм, либо 101÷109 мм, либо 110÷118 мм, либо 119÷127 мм, либо 128÷136 мм, либо 137÷145 мм, с увеличенной общей работоспособностью, обеспечивающей снижение гистерезисных потерь в каркасной части пневматических высокоскоростных шин (с посадочным диаметром 19, 20, 21, 22 дюйма), а также с увеличенной упругостью каркаса и окружной жесткости шины в целом, в результате повышающих характеристику сопротивления шин боковому уводу и снижение потерь на качение, а также расширение арсенала технических средств, позволяющих снизить максимальную температуру катящейся шины, увеличить стойкость обрезиненной каркасной части при механических повреждениях шины.
Для достижения поставленной задачи разработана 6 вариантов конструкций пневматической высокоскоростной шины:
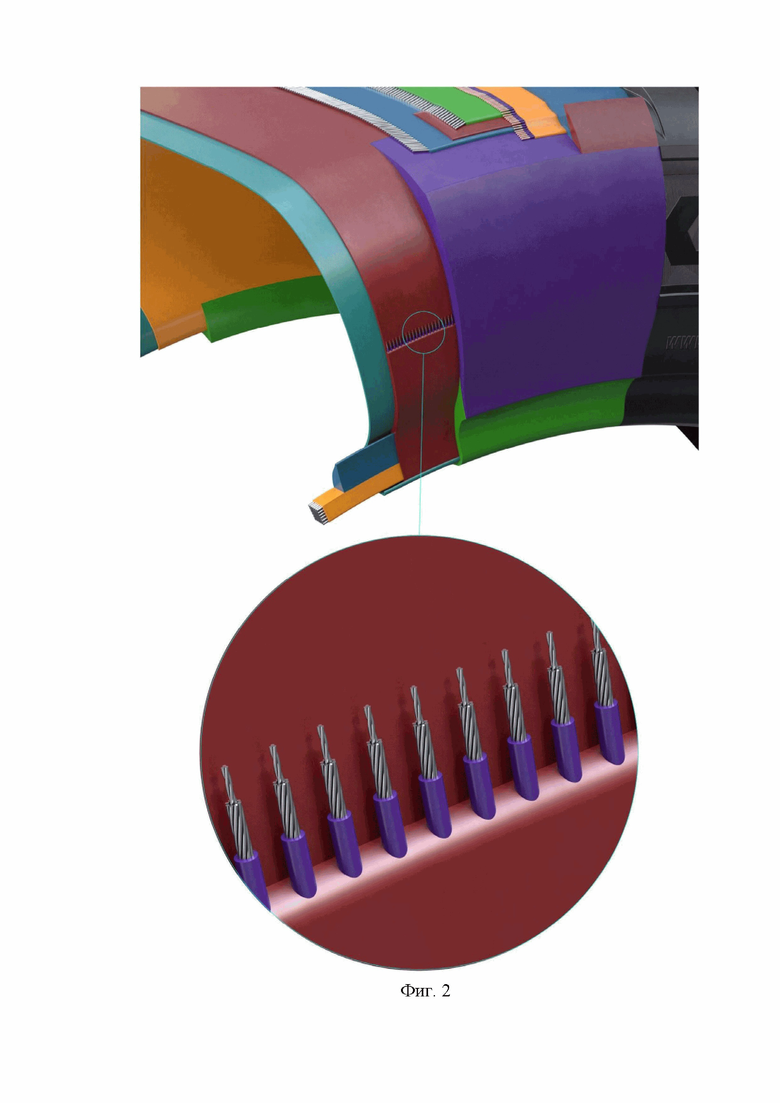
1. Пневматическая радиальная высокоскоростная шина с высотой профиля 9÷00 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин, (резиновая смесь боковины, резиновая смесь бортовой ленты), выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (57 - 68%) от номинальной высоты профиля шины А (92÷100 мм), высотой заворота детали бортовой ленты С (37 47%) от номинальной высоты профиля шины А (9÷00 мм), шириной детали боковины в сборе D (125±5 мм), шириной детали боковины Е (95±5 мм), шириной детали бортовой ленты F (65±5 мм), высотой наполнительного шнура G (14÷16%) от номинальной высоты профиля шины А (92÷100 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой доли олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм, и выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST (Фиг. 2), с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST (Фиг. 2), выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой доли меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,55÷2,20.
2. Пневматическая радиальная высокоскоростная шина с высотой профиля 101÷109 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин, (резиновая смесь боковины, резиновая смесь бортовой ленты), выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (52÷62%) от номинальной высоты профиля шины А (101÷109 мм), высотой заворота детали бортовой ленты С (33÷43%) от номинальной высоты профиля шины А (101÷109 мм), шириной детали боковины в сборе D (135±5 мм), шириной детали боковины Е (105±5 мм), шириной детали бортовой ленты F (65±5 мм), высотой наполнительного шнура G (13÷15%) от номинальной высоты профиля шины А (101÷109 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой доли олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм, и выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST (Фиг. 2), с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST (Фиг. 2), выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой доли меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,60÷2,25.
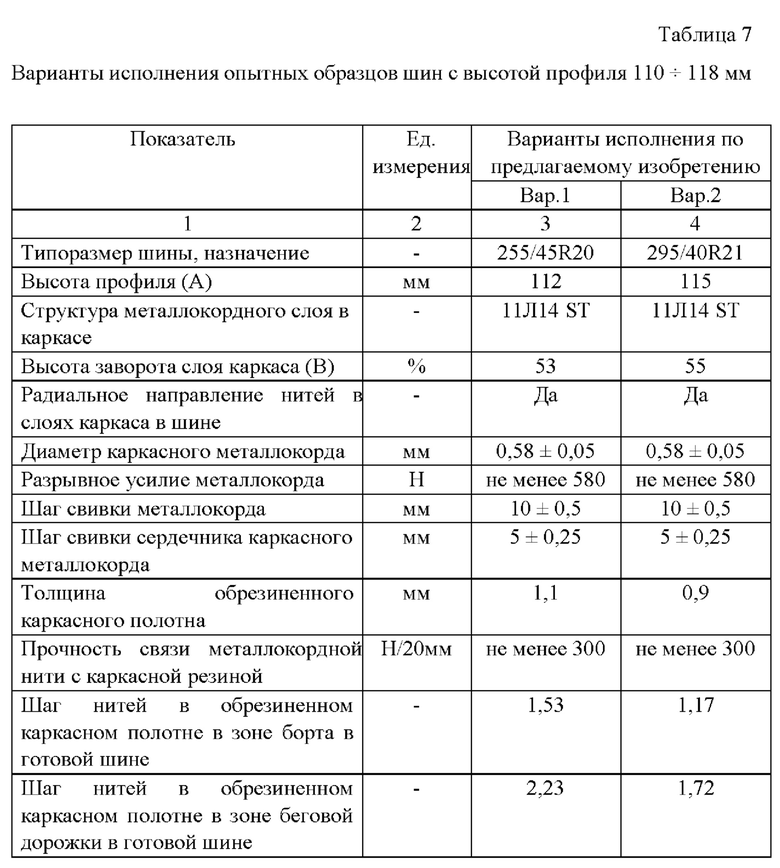
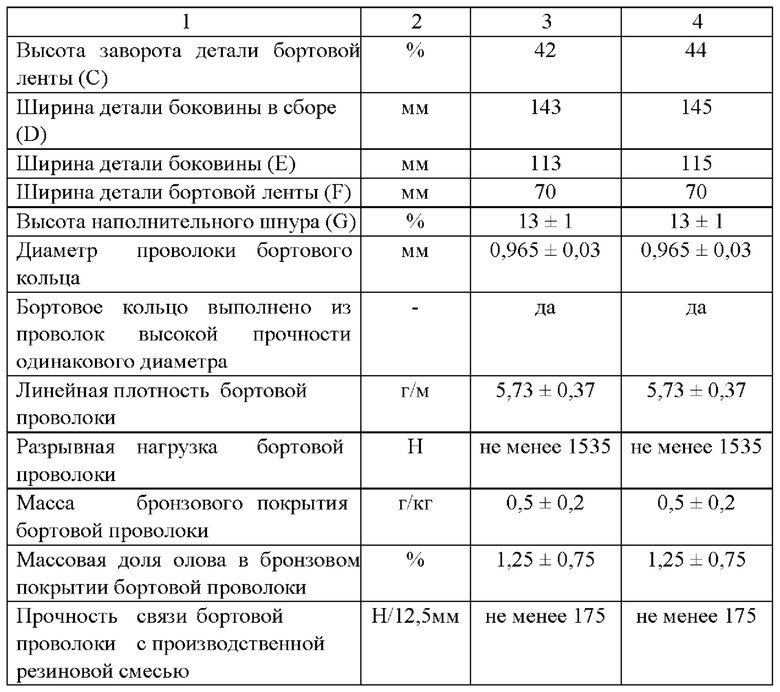
3. Пневматическая радиальная высокоскоростная шина с высотой профиля 110÷118 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин, (резиновая смесь боковины, резиновая смесь бортовой ленты), выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (48÷58%) от номинальной высоты профиля шины А (110÷118 мм), высотой заворота детали бортовой ленты С (39÷49%) от номинальной высоты профиля шины А (110÷118 мм), шириной детали боковины в сборе D (145±5 мм), шириной детали боковины Е (115±5 мм), шириной детали бортовой ленты F (70±5 мм), высотой наполнительного шнура G (12÷14%) от номинальной высоты профиля шины А (110÷118 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой доли олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм, и выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST (Фиг. 2), с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST (Фиг. 2), выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой доли меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,65÷2,29.
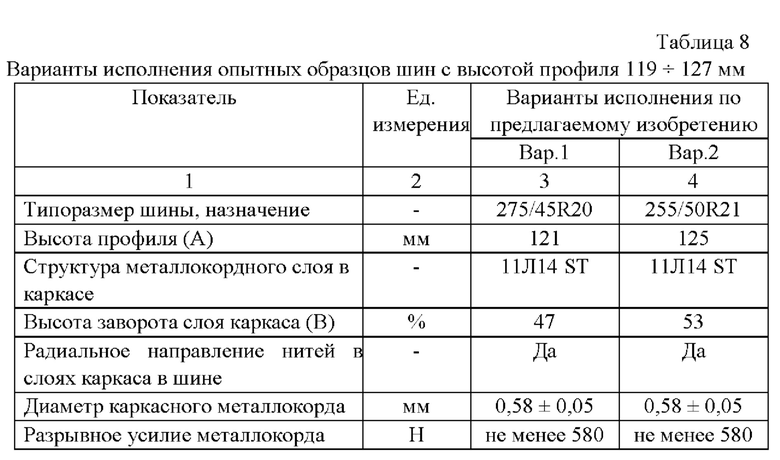
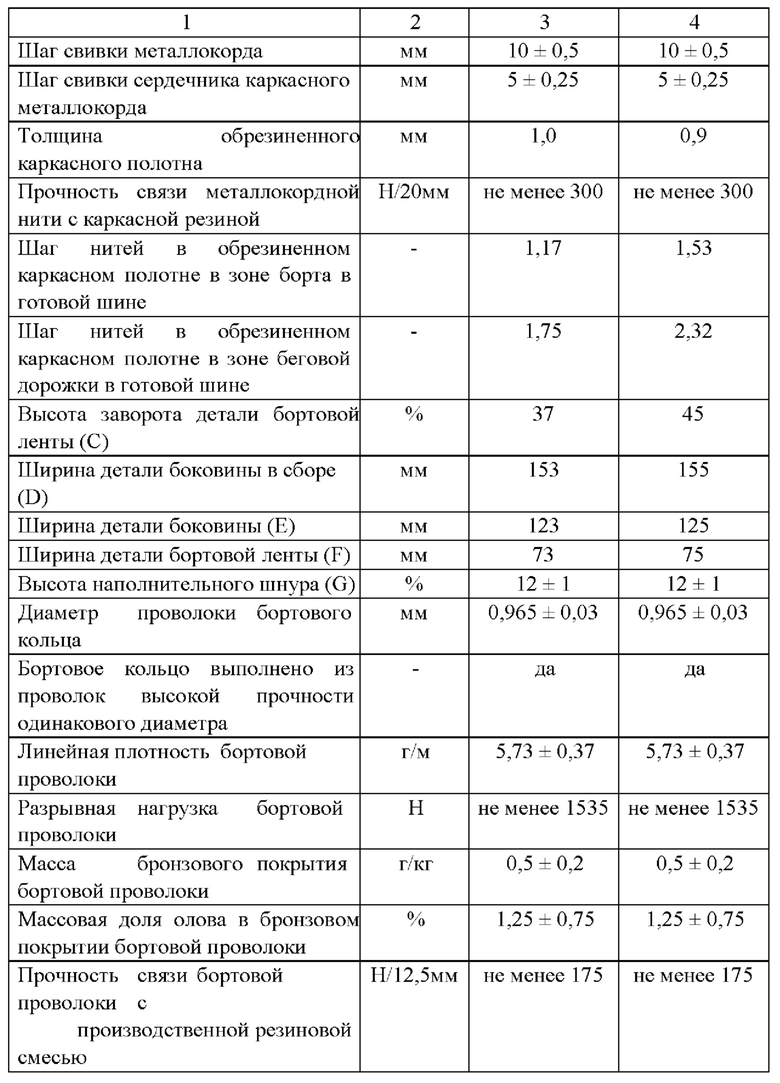
4. Пневматическая радиальная высокоскоростная шина с высотой профиля 119÷127 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин, (резиновая смесь боковины, резиновая смесь бортовой ленты), выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (44÷54%) от номинальной высоты профиля шины А (119÷127 мм), высотой заворота детали бортовой ленты С (36÷46%) от номинальной высоты профиля шины А (119÷127 мм), шириной детали боковины в сборе D (155±5 мм), шириной детали боковины Е (125±5 мм), шириной детали бортовой ленты F (75±5 мм), высотой наполнительного шнура G (11÷13%) от номинальной высоты профиля шины А (119÷127 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой доли олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм, и выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST (Фиг. 2), с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST (Фиг. 2), выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой доли меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,70÷2,33.
5. Пневматическая радиальная высокоскоростная шина с высотой профиля 128÷136 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин, (резиновая смесь боковины, резиновая смесь бортовой ленты), выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (40÷50%) от номинальной высоты профиля шины А (128÷136 мм), высотой заворота детали бортовой ленты С (48÷58%) от номинальной высоты профиля шины А (128÷136 мм), шириной детали боковины в сборе D (165±5 мм), шириной детали боковины Е (130±5 мм), шириной детали бортовой ленты F (95±5 мм), высотой наполнительного шнура G (10÷12%) от номинальной высоты профиля шины А (128÷136 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой доли олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм, и выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST (Фиг. 2), с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST (Фиг. 2), выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой доли меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,75÷2,40.
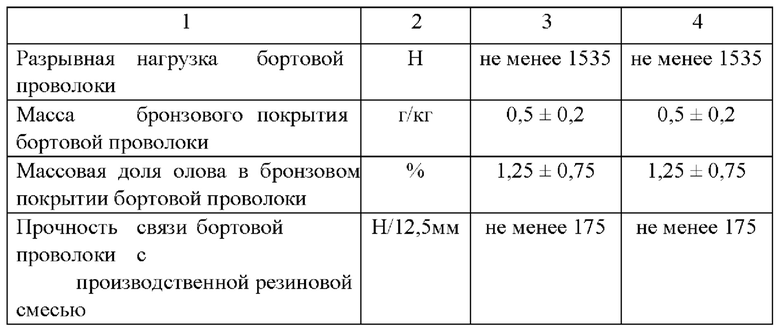
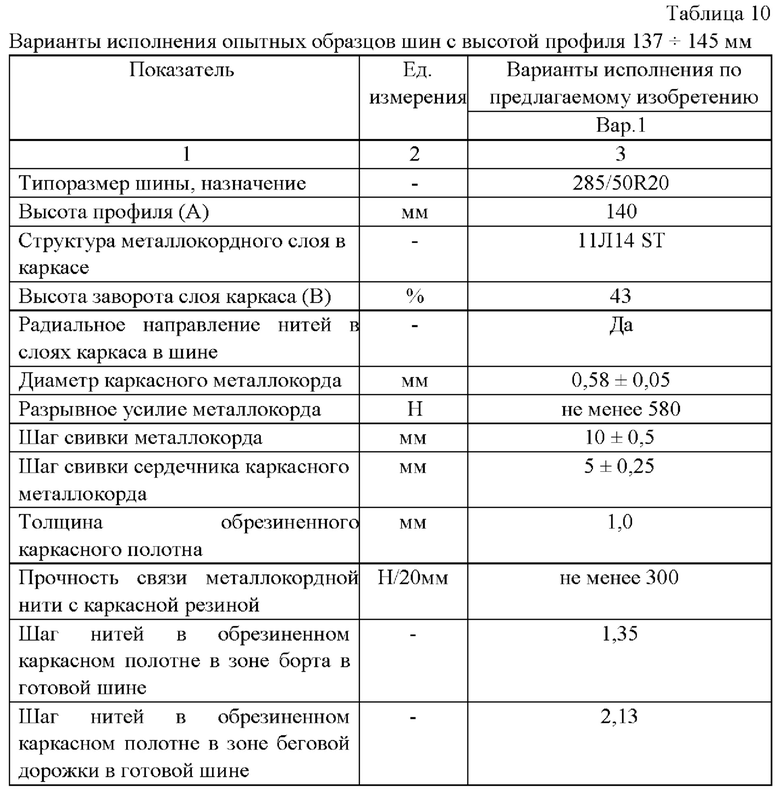
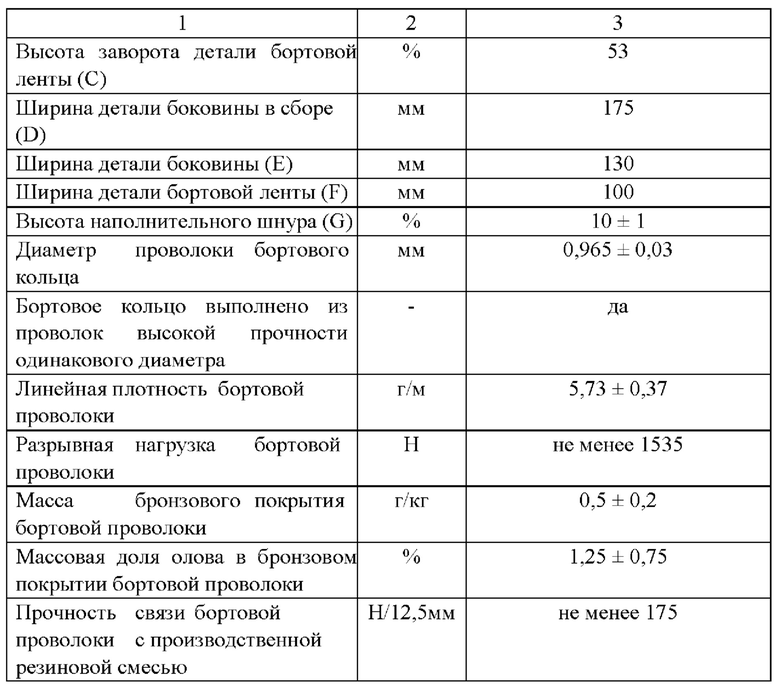
6. Пневматическая радиальная высокоскоростная шина с высотой профиля 137÷145 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин, (резиновая смесь боковины, резиновая смесь бортовой ленты), выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (37÷47%) от номинальной высоты профиля шины А (137÷145 мм), высотой заворота детали бортовой ленты С (48÷58%) от номинальной высоты профиля шины А (137÷145 мм), шириной детали боковины в сборе D (175±5 мм), шириной детали боковины Е (130±5 мм), шириной детали бортовой ленты F (100±5 мм), высотой наполнительного шнура G (9÷11%) от номинальной высоты профиля шины А (137÷145 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой доли олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм, и выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST (Фиг. 2), с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST (Фиг. 2), выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой доли меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,78÷2,45.
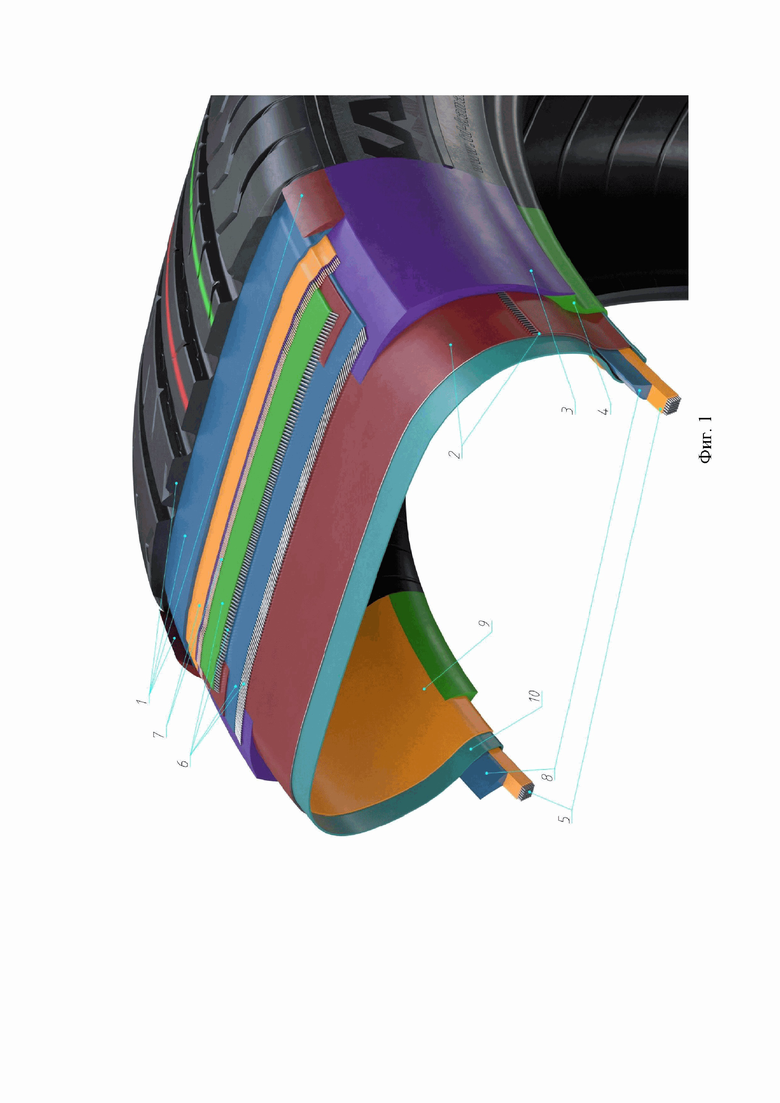
Согласно заявленной группы изобретений пневматическая радиальная высокоскоростная шина (с посадочным диаметром 19, 20, 21, 22 дюйма), с номинальной высотой профиля 92÷100 мм, либо 101÷109 мм, либо 110÷118 мм, либо 119÷127 мм, либо 128÷136 мм, либо 137÷145 мм, во всех вариантах изготовления состоит из протектора (1), выполненного, по меньшей мере, из трех видов резин, каркаса, выполненного из металлокорда (2), боковин (3,4), выполненных, по меньшей мере, из двух видов резин (резиновая смесь боковины (3), резиновая смесь бортовой ленты (4)), бортовых колец (5), обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда (6), и одного или двух экранирующих слоев (7), наполнительного шнура (8), герметизирующего слоя (9), технологической прослойки (10). Конструкция шины в поперечном сечении приведена на Фиг. 1.
Получение заготовки боковины в виде одной детали осуществляется методом профилирования на червячном прессе. Конфигурация профиля заготовки детали боковины формируется в головке червячного пресса с помощью сменной профильной планки, с учетом реологических и релаксационных свойств резиновой смеси. Изготовление боковин из двух резиновых смесей позволяет существенно повысить эксплуатационные характеристики готового изделия. К основным специфическим требованиям, обеспечивающим высокую работоспособность боковин (3, Фиг. 1) в режиме заданных деформаций, относится высокая усталостная выносливость, сопротивление порезам, проколам и всем видам атмосферного старения. Кроме того, боковины должны быть достаточно тонкими и эластичными, чтобы хорошо выдерживать многократный изгиб. В связи с этим рецептура резиной смеси для боковин радиальных шин строится на основе комбинации каучуков, которые обеспечивают удовлетворительные технологические свойства и прочность стыка боковин, а, резиновая смесь бортовой ленты (4, Фиг. 1) иметь надежную связь с ободом и обеспечивать плавность перехода от жестких, практически нерастяжимых бортов шины к гибкой боковой стенке совместно с резиновой смесью наполнительного шнура (8, Фиг. 1), который, в свою очередь, обеспечивает отсутствие включений воздуха в крыле шины, должен обладать хорошей конфекционной клейкостью и обладать твердостью в соответствии с конструкционными характеристиками шины, наполнительный шнур играет важную роль промежуточного звена между жестким бортовым кольцом (5, Фиг. 1) и боковиной шины (3, 4, Фиг. 1) работающей в динамике.
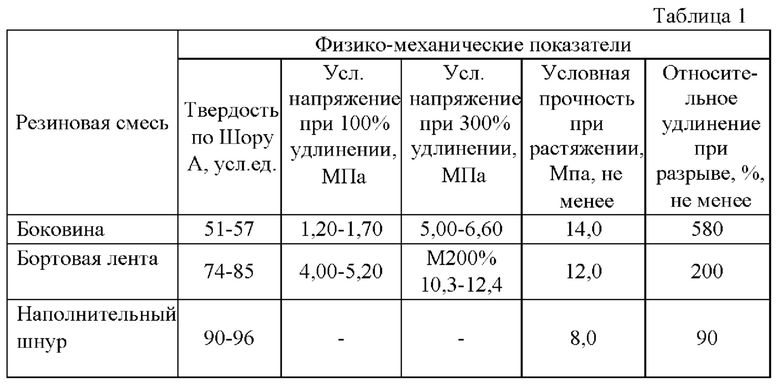
По настоящим изобретениям применены резиновые смеси боковины, бортовой ленты и наполнительного шнура со следующими физикомеханическими показателями, обеспечивающими работоспособность в режиме заданных деформаций, значения которых приведены в таблице 1.
Обрезиненное каркасное полотно (2, Фиг. 1), выполненное из одного слоя каркасного обрезиненного металлокорда (2, Фиг. 1), (предпочтительно применимо к пневматическим высокоскоростным шинам радиальной конструкции) обрезиненного металлокорда структуры 11Л14 ST (Фиг. 2), с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST (Фиг. 2), выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой доли меди в латунном покрытии 63,5±2,5%о, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм.
Обрезиненное каркасное полотно, являясь основной силовой частью покрышки, ограничивает внутренний объем шины и воспринимает нагрузки, действующие на шину, должно обладать значительной прочностью, а также определенной эластичностью. Полотно состоит из одного слоя обрезиненного металлокорда и резиновых прослоек. Прочность покрышки определяется прочностью обрезиненного каркасного полотна и главным образом зависит от прочности корда, так как модуль его упругости на несколько порядков больше модуля упругости резины. Форма каркаса и число слоев корда в нем определяются расчетом исходя из заданного давления воздуха, нагрузки, типа и назначения шины. Каркасное полотно несет основную нагрузку во время работы шины, обеспечивая последней прочность, эластичность, износостойкость и сохранение заданной формы. Каркасное полотно в покрышке работает главным образом на растяжение и многократный изгиб. Эти напряжения возникают, как правило, в результате давления воздуха и действия центробежных сил, которые создают в корде растягивающие напряжения. Значительное влияние на работу каркаса оказывают толщина корда, его плотность, теплостойкость и другие физико-механические свойства.
В разработанном техническом решении в слоях корда готовой шины число нитей металлокорда на 100 мм составляет по основе 60÷90, что позволяет заполнить промежутки между нитями и сделать каркасное полотно плотнее на просвет, в то же время по техническим требованиям к конечному продукту металлокорд должен обладать высокой круткой, для достижения необходимых прочностных свойств.
Необходимость скручивания нитей диктуется требованиями достижения заданной разрывной прочности, допустимых удлинений как при разрыве, так и при рабочих нагрузках, плюс необходимостью гарантировать стабильную связь с резиной каркаса. Кроме того, скручивание нитей в кордную нить дает возможность достижения необходимой долговечности при динамических нагрузках.
Применение обрезиненного металлического корда структуры 11Л14 ST (Фиг. 2), с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, шагом металлокорда в обрезиненном каркасном полотне 1,11÷1,55, причем металллокорд имеет конструкцию 3+8×0,14 ST (Фиг. 2), обеспечивает необходимые и достаточные запас прочности каркаса шины, ее жесткость и работоспособность, долговечность шины.
Каждая кордная нить каркаса изолирована от соседних и в то же время связана с ними уникальной резиновой смесью. Резина предохраняет кордные нити от влаги, перетирания и способствует равномерному распределению нагрузок между ними. Наличие резины между слоями кордных нитей увеличивает массу шины, а, следовательно, влияет на ее эксплуатационные характеристики. Расчетным (методом конечных элементов) и опытным путем в настоящем изобретении подобрана толщина обрезиненного корда и резиновых прослоек для соблюдения оптимальных характеристик шин по настоящему изобретению. Толщина обрезиненного слоя корда составляет от 0,9 мм до 1,1 мм.
Резиновые смеси, которыми обрезинивают латунированный металлокорд, в свою очередь, должны обладать высокой выносливостью при многократных деформациях и низкими гистерезисными потерями, иметь высокое сопротивление тепловому старению, а также высокую прочность связи с каркасным кордом и высокую прочность связи с прилегающими слоями боковины и бортовой ленты. В лучшей степени требованиям высокой эластичности, высокой прочности связи с другими деталями покрышки, температуро- и теплостойкости отвечает натуральный каучук, который применяется в рецептуре.
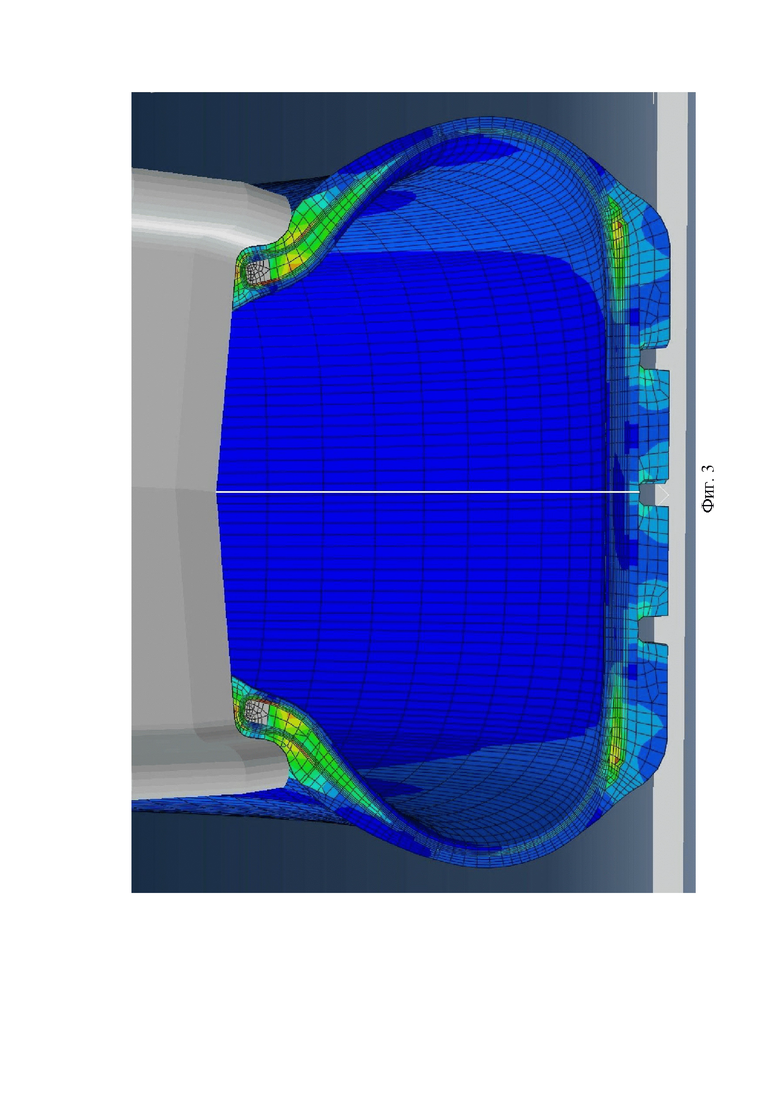
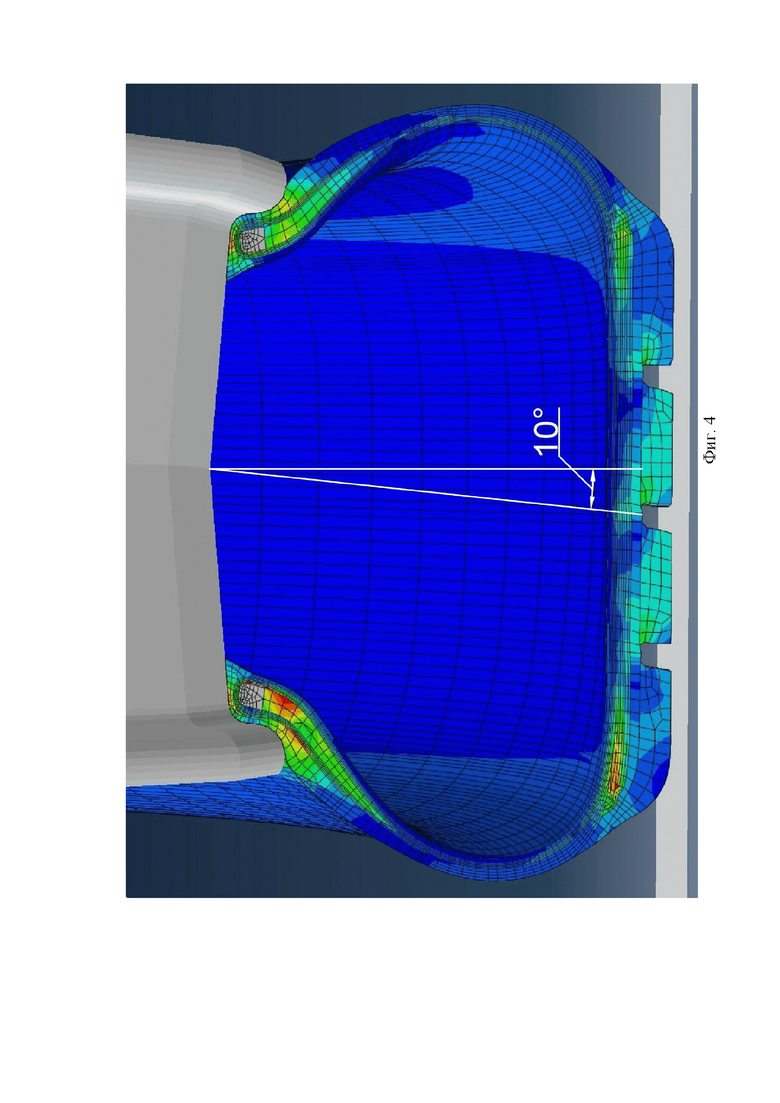
Резина в слое каркасного полотна работает в режиме, близком к режиму заданной деформации. Величина деформации резины определяется нагруженностью боковой стенки (радиальным прогибом) и относительным резиносодержанием в слое (частота нитей корда). Особенностью нагружения резины в слое радиальных шин состоит в том, что при повороте шины на 10° направление главных деформаций меняется (Фиг. 3, Фиг. 4). При этом резина в слое каркасного полотна испытывает двухосное растяжение, и сдвиг резины в слое составляет около 40%.
В настоящей группе изобретений для достижения технического результата применена резиновая смесь на основе полиизопрена натурального, техуглеродного наполнителя, и модифицирующей системы, которая вводится для достижения высокого уровня прочности связи в резиновой смеси. За счет модификации эластомерной матрицы улучшаются упруго-прочностные свойства резин в граничных областях, увеличивается густота пространственной сетки, обуславливающая возрастание прочности адгезионного соединения.
Одним из самых эффективных методов повышения адгезивных свойств резины со сталью является ее латунирование (сплав меди и цинка). Латунь характеризуется хорошей адгезией к обоим материалам, а также необходимыми механическими свойствами и стойкостью к коррозии. В процессе серной вулканизации происходит сульфидирование металлов, и между резиной и латунью образуется многослойная промежуточная пленка, состоящая из продуктов реакции: CuxS, ZnS, ZnO. Образование Cu×S происходит в виде дендритов, которые врастают в фазу эластомера на глубину до 50 нм что приводит к формированию развитой поверхности соприкосновения с множеством точек физического взаимодействия. Скорость роста дендритов, их размеры и форма определяются диффузией меди из состава латуни через слои ZnO и ZnS, поэтому масса латунного покрытия и массовая доля меди в латунном покрытии оказывают на прочность связи регулирующее действие.
Опытным путем выявлено, что применение латунного покрытия массой 4,6±0,9 г/кг и массовой доли меди в латунном покрытии 63,5±2,5% позволяет достичь прочности связи металлокордного брекера с производственной резиновой смесью не менее 380 Н/12,5 мм. В разработанном решении применен металлокорд с латунным покрытием с вышеприведенными характеристиками.
Применение металлокорда высокой прочности конструкции 11Л14 ST (3+8×0,14 ST), нити которого свиты между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с толщиной обрезинивания корда 0,9÷1,1 мм, обеспечивает необходимые и достаточные запас прочности каркасного полотна шины, окружной жесткости, работоспособности и долговечности шины.
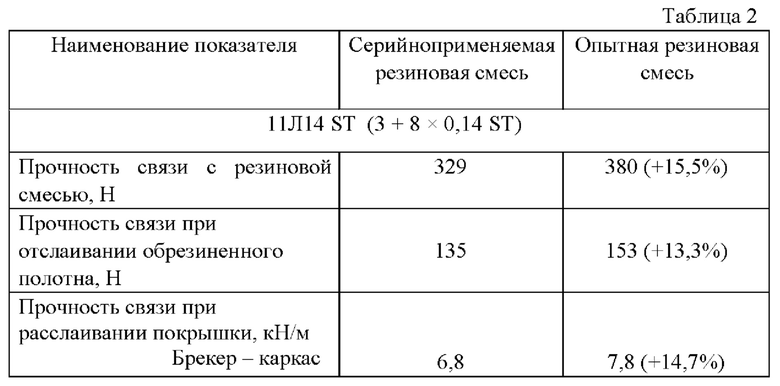
Для достижения технического результата разработана опытная резиновая смесь, обладающая низкими гистерезисными потерями, высокой эластичностью, температуро- и теплостойкостью, со следующими прочностными показателями (значения приведены в таблице 2).
Бортовая часть шины состоит из бортовых колец (5, Фиг. 1), полученных путем сборки отдельных бронзированных проволок марки 0,965 БП в прядь с соответствующим шагом точно по центру, которая подогревается и обрезинивается в изолирующей головке штифтового экструдера, с целью улучшения адгезии между проволокой и изолирующим слоем резиновой смеси путем уменьшения термического удара в зоне изолирующей головки экструдера, причем бортовое кольцо выполнено из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой доли олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм.
Шина удерживается на ободе колеса благодаря жесткому нерастяжимому борту, необходимую прочность и жесткость борту придают крылья, основой которых являются бортовые кольца.
Конструкция и число слоев бортовых колец в шине определяются расчетом МКЭ (методом конечных элементов) исходя из заданного внутреннего давления воздуха, нагрузки, типа и назначения шины. Бронзированная проволока несет основную нагрузку во время работы шины, обеспечивая необходимые удерживающие усилия, достаточную окружную жесткость, износостойкость и сохранение заданной формы на ободе колеса. В разработанном решении применяется бортовая проволока марки 0,965 БП.
Борт шины работает главным образом на растяжение. Эти напряжения возникают, как правило, в результате давления воздуха и действия центробежных сил, которые создают в бортовом кольце растягивающие напряжения. Значительное влияние на работу бортового кольца и в целом борта шины оказывают диаметр проволоки, ее плотность, теплостойкость и другие физико-механические свойства, а также конструкция в зависимости от числа слоев и количества проволок в ряду.
Для обеспечения повышенных технических характеристик шин современная бортовая проволока должна выдерживать высокую разрывную нагрузку при минимальной массе погонного метра (линейной плотности), иметь достаточный уровень прочности связи с резиной, обладать повышенным сопротивлением усталостному разрушению при циклических нагрузках.
Традиционно для армирования бортовых колец автомобильных шин применялась «классическая» бортовая латунированная проволока. Однако развитие технологии шинной промышленности диктует повышенные требования к армирующим материалам и на сегодняшний день стоит задача получить более высокий уровень прочности и при этом сохранить прежний уровень пластических свойств проволоки для армирования бортовых колец шин. В связи с этим активно начало применяться бронзирование проволоки.
Бортовая бронзированная проволока обладает более высоким комплексом прочностных и пластических свойств по сравнению с бортовой латунированной проволокой. Бронзовое покрытие наносится химическим способом путем одновременного осаждения меди и олова из одной ванны. Термообработка в данном случае проводится до нанесения покрытия и только с целью обеспечения заданного комплекса прочностных и пластических свойств проволоки, после которой следуют операции подготовки поверхности проволоки под покрытие.
Именно заключительная операция термообработки холоднодеформированной проволоки позволяет повысить и достигнуть требуемых показателей пластичности, прямолинейности и при этом не сильно снизить прочностные характеристики.
Проведенные исследования показали, что при переходе на нанесение бронзового покрытия прочностные характеристики после низкотемпературного отжига не снижаются, а наоборот повышаются (временное сопротивление разрыву повышается в среднем на 50-80 МПа).
Адгезия проволоки обеспечивается за счет химического взаимодействия тонкого слоя оловянной бронзы с серой, входящей в состав резины, при этом образуется на поверхности контакта сталь-рези на слой нестехиометрического сульфида меди (Cu×S), который способствует механическому сцеплению резиновой смеси и образует очень прочное соединение. Адгезионные свойства бортовой проволоки, кроме химического состава покрытия, определяются ее микрорельефом (шероховатостью). Повышенная шероховатость проволоки может способствовать повышению сцепления окружающей резины с поверхностью бортовой проволоки.
Одним из путей повышения адгезионной связи проволока-резина, является увеличение интенсивности их межфазного взаимодействия, благодаря использованию реакционноспособных веществ в качестве промоторов адгезии. При термическом распаде модификаторов образуются активные низкомолекулярные продукты, способные вступать в реакции с эластомером и поверхностью проволоки, внося дополнительный вклад в адгезионные связи. За счет модификации эластомерной матрицы улучшаются упруго-прочностные свойства резин в граничных областях, увеличивается густота пространственной сетки, обуславливающая возрастание прочности адгезионного соединения.
В резинокордных системах в качестве промотора адгезии получила широкое распространение адгезионно-активная модифицирующая система, в основе действия которой лежит реакция взаимодействия двухатомных ароматических спиртов с донорами метилена. Данная система используется для крепления резины к бортовой проволоке. Типичным представителем двухатомных ароматических спиртов в рецептуре резиновой смеси для изоляции бортовой проволоки является резорцин, в качестве донора метилена применяется гексаметоксиметилолмеламин.
Конструктивные параметры бортовых колец в шине, характеристики примененной бортовой проволоки, в сочетании с использованием уникальных резин, позволяют достичь высоких прочностных характеристик, необходимых адгезионных свойств межфазных поверхностей в легковых радиальных шинах, как в связи бортовой проволоки с резиновой смесью для обрезинивания прядей бортового кольца, так и со смежными резиновыми смесями каркаса и наполнительного шнура в шине.
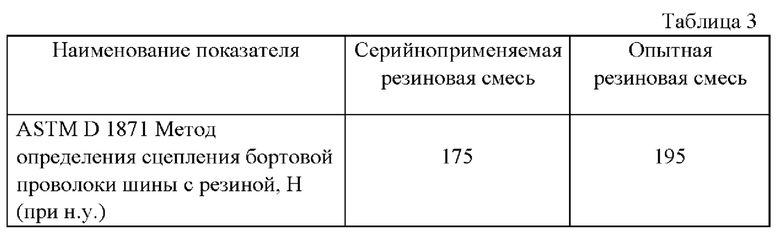
Для достижения технического результата разработана опытная резиновая смесь, обладающая высокой эластичностью, температуро- и теплостойкостью, со следующими прочностными показателями (значения приведены в таблице 3).
Конструктивные параметры профиля шины (формующая поверхность по пресс-форме), конструктивные параметры изготовления бортовой зоны, характеристики примененных армирующих материалов, в сочетании с использованием уникальных резин, применяемых при обрезинивании армирующих материалов, а также резин формирующих заготовки боковины, бортовой ленты и наполнительного шнура позволяют достичь высоких прочностных и ездовых характеристик при использовании унифицированных ширин применяемых армирующих материалов к пневматическим легкогрузовым шинам радиальной конструкции.
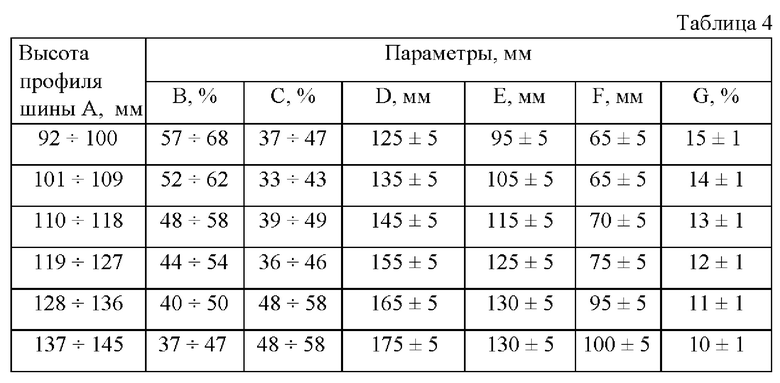
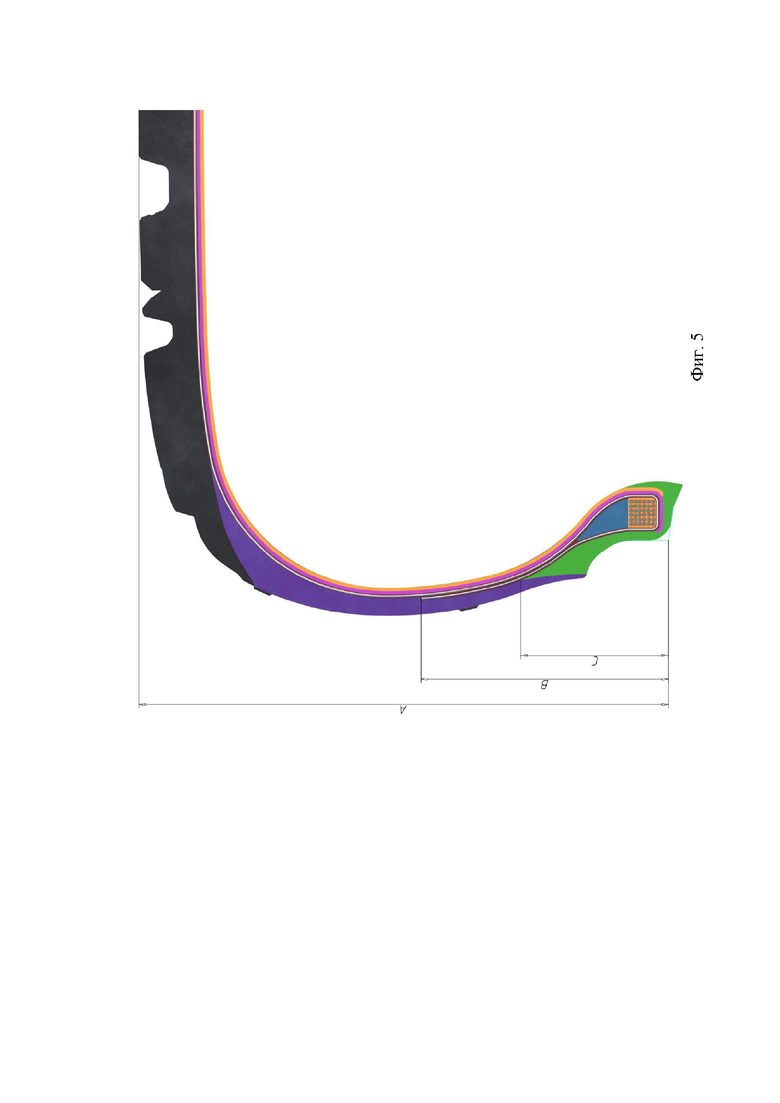
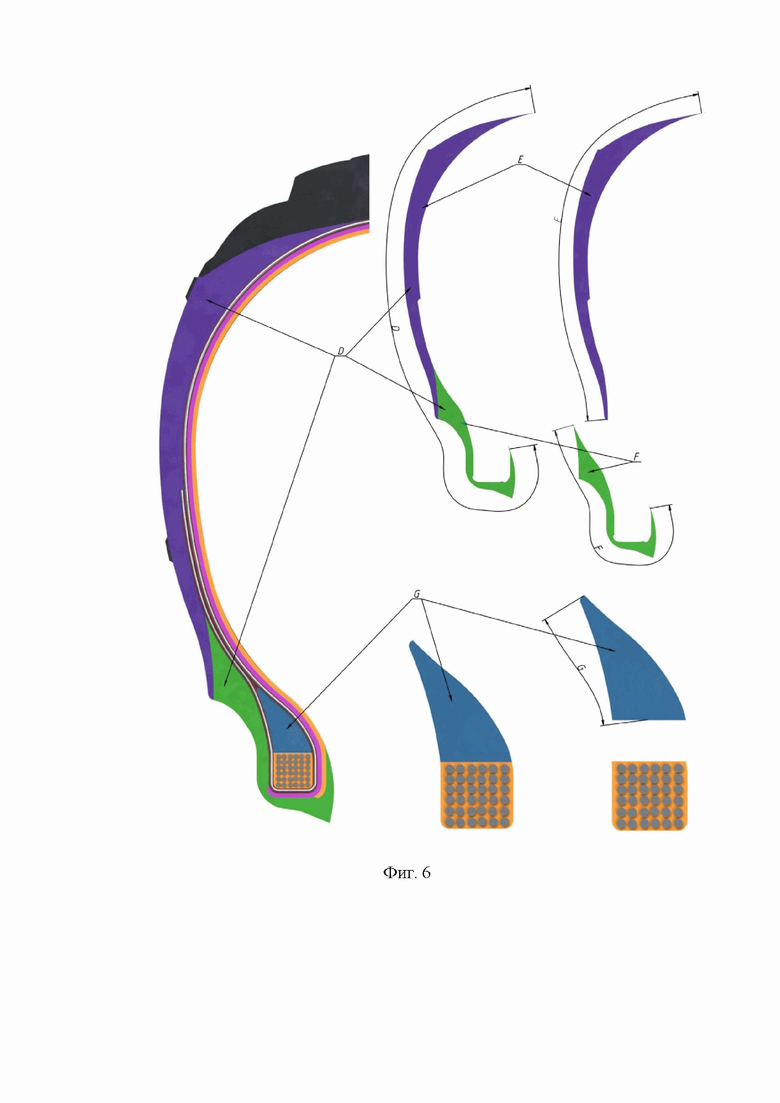
Каркасная часть разработанных шин состоит из боковин, выполненных, по меньшей мере, из двух видов резин (боковины (3) и бортовой ленты (4) Фиг. 1), бортовых крыльев, состоящих из бортового кольца (5, Фиг. 1) и наполнительного шнура (8, Фиг. 1), одного слоя обрезиненного металлокорда (2, Фиг. 1), имеющего радиальное направление нитей, а также из сдублированных слоев герметизирующего слоя (9, Фиг. 1) и технологической прослойки (10, Фиг. 1), с высотой заворота каркасного слоя В (Фиг. 5) из обрезиненного металлокорда (6, Фиг. 1) от номинальной высоты профиля А (Фиг. 5), высотой заворота детали бортовой ленты С (Фиг. 5) от номинальной высоты профиля А, шириной детали боковины в сборе D (Фиг. 6), шириной детали боковины Е (Фиг. 6), шириной детали бортовой ленты F (Фиг. 6), высотой наполнительного шнура G (Фиг. 6) от номинальной высоты профиля А.
Конструктивные параметры А, В, С, D, Е, F, G (Фиг. 6) изготовления бортовой и надбортовой зоны шин различаются для шин с различными высотами профиля, определены и рассчитаны в оптимальных значениях и приведены в таблице 4 для различных вариантов исполнения настоящей группы изобретений.
Настоящие изобретения позволяют существенно упростить процесс изготовления армирующих слоев шин, благодаря использованию унифицированных ширин полуфабрикатов повысить эффективность производства за счет экономии энерго- и трудоресурсов и снижения амортизационных отчислений ввиду снижения операций раскроя резинокордного материала и профилирования резиновых деталей, при сохранении потребительских качеств готового изделия.
Разработанное решение может быть осуществлено на стандартном оборудовании с использованием стандартной технологии.
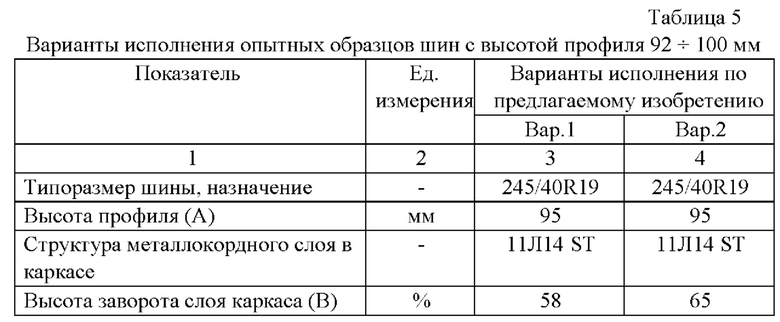
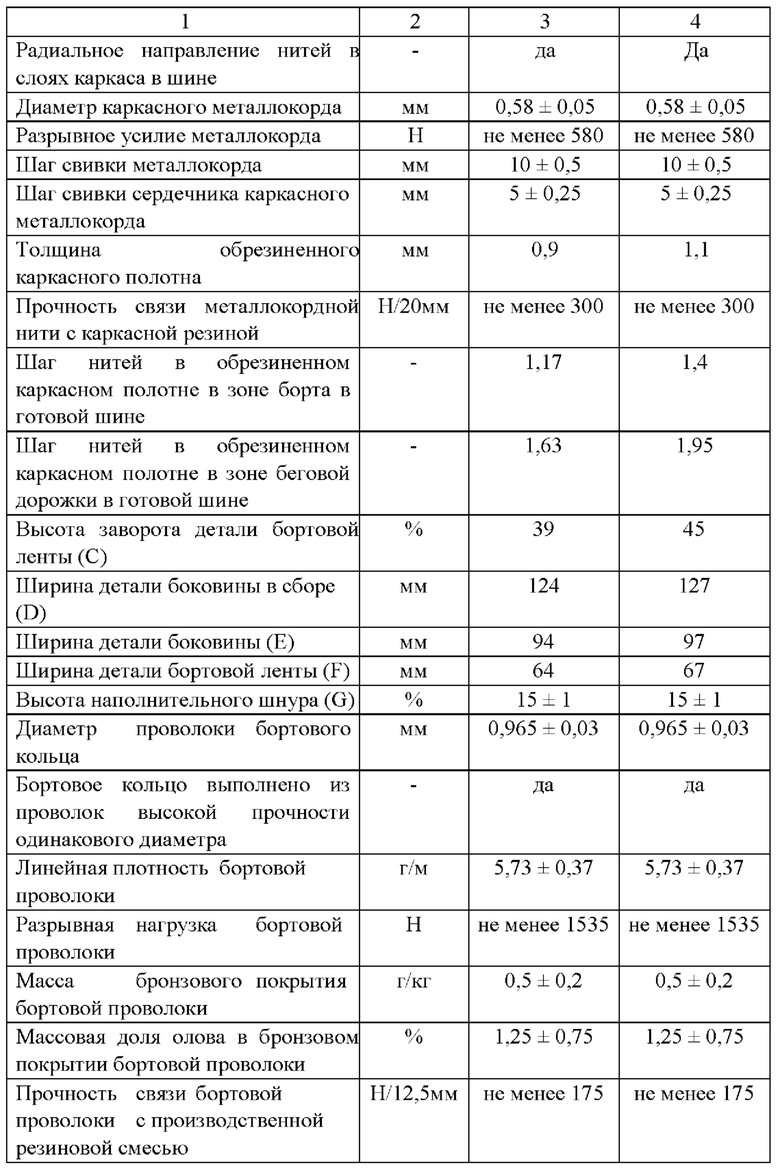
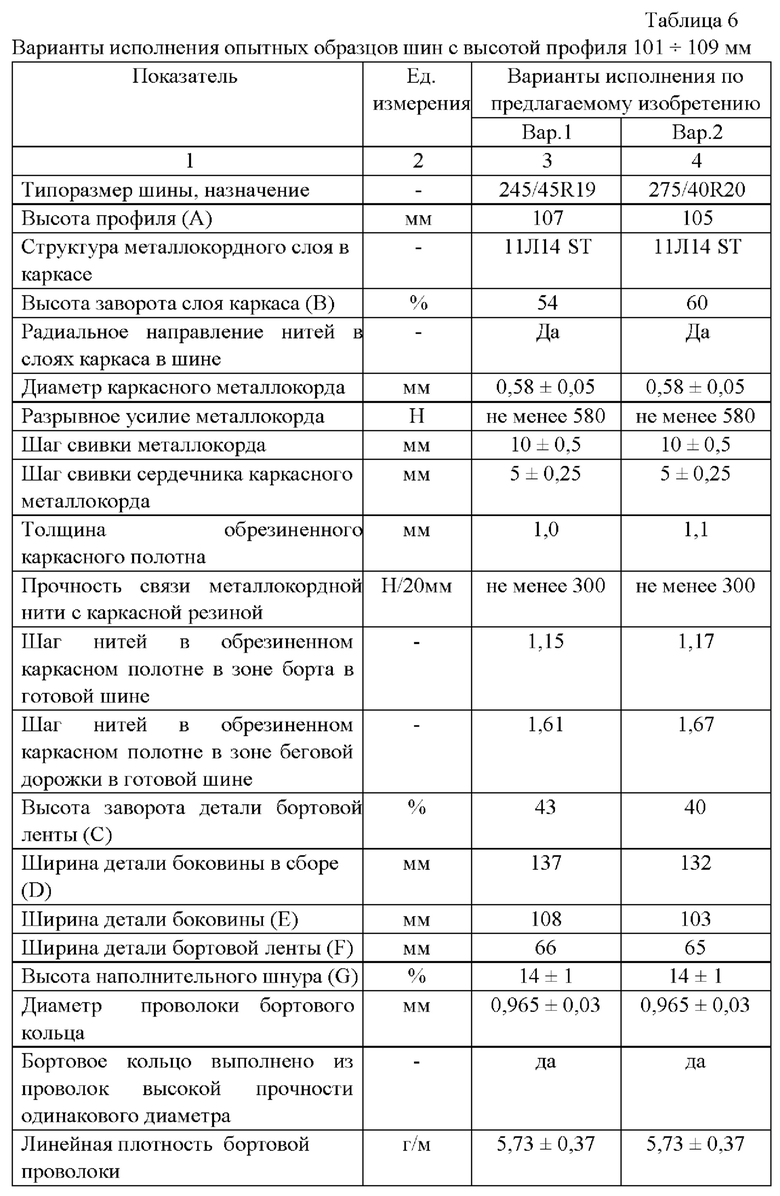
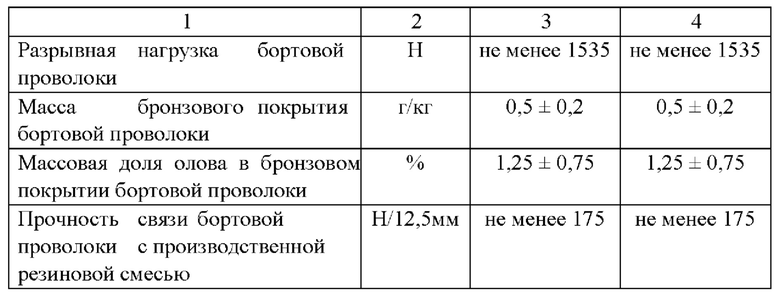
По настоящему изобретению были изготовлены шины в следующих вариантах исполнения (таблицы 5-10):
1) с высотой профиля 92÷100 мм (таблица 5), а именно типоразмеров 245/40R19 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 5, вар.1, вар.2).
2) с высотой профиля 101÷109 мм (таблица 6), а именно типоразмеров 245/45R19 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 6, вар.1) и 275/40R20 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 6, вар.2).
3) с высотой профиля 110÷118 мм (таблица 7), а именно типоразмеров 255/45R20 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 7, вар.1) и 295/40R21 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 7, вар.2).
4) с высотой профиля 119÷127 мм (таблица 8), а именно типоразмеров 275/45R20 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 8, вар.1) и 255/50R21 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 8, вар.2).
5) с высотой профиля 128÷136 мм (таблица 9), а именно типоразмера 245/55R19 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 9, вар.1) и 275/50R20 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 9, вар.2).
6) с высотой профиля 137÷145 мм (таблица 10), а именно типоразмера 285/50R20 с металлокордом в каркасе, состоящим из одного слоя обрезиненного металлокорда структуры 11Л14 ST (таблица 10, вар.1).
Конструктивные параметры для шин каждого типоразмера приведены в таблицах 5-10 в различных вариантах исполнения. Комбинации конструктивных параметров шины по каждому варианту подобрана опытным и расчетным путем, являются оптимальными. Иные варианты, не вошедшие в указанные варианты, не заявляются для правовой охраны ввиду недостижения ими заявленного технического результата.

Разработанные решения могут быть осуществлены на стандартном оборудовании с использованием стандартной технологии.
По итогам испытаний глины во всех вариантах, изготовленных по конструктивным параметрам, приведенным в таблицах 5-10, соответствуют требованиям международных и национальных стандартов: ETRTO, TRA, ГОСТ 4754, Правила ООН №54, №117, Технического регламента Таможенного союза «О безопасности колесных транспортных средств» и в сравнении с серийно производимыми шинами обеспечивают упрощение процесса изготовления каркаса шин, повышение эффективности производства за счет экономии энерго- и трудоресурсов ввиду снижения операций раскроя резино-кордного материала и профилирования резиновых деталей, и, соответственно, сохранении потребительских качеств готового изделия, а также снижение гистерезисных потерь в каркасной части шин, увеличение упругости каркасного полотна и окружной жесткости шины, влияющих на улучшение сопротивления шин боковому уводу и снижение потерь на качение, расширяют арсенал технических средств, и позволяют снизить максимальную температуру катящейся шины, увеличить стойкость обрезиненной каркасной части при механических повреждениях шины, увеличивая общую работоспособность пневматических радиальных высокоскоростных шинах (с посадочным диаметром 19,20, 21,22 дюйма) с номинальной высотой профиля шины 92÷100 мм, 101÷109 мм, 110÷118 мм, 119÷127 мм, 128÷136 мм, 137+145 мм, достигая заявленный технический результат всей заявляемой совокупностью существенных признаков данной группы изобретений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2800762C1 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797454C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2816902C1 |
| Пневматическая радиальная легковая шина | 2022 |
|
RU2781519C1 |
| Грузовая цельнометаллокордная пневматическая радиальная шина | 2019 |
|
RU2746750C1 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2797707C2 |
| Пневматическая радиальная легковая шина | 2021 |
|
RU2793768C2 |
| Пневматическая радиальная шина | 2022 |
|
RU2781520C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
Группа изобретений относится к автомобильным пневматическим легковым шинам радиальной конструкции. Пневматическая радиальная высокоскоростная шина состоит из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса. Каркас выполнен из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки. Боковины выполнены из резиновой смеси боковины и резиновой смеси бортовой ленты. Достигается снижение гистерезисных потерь в каркасной части легкогрузовых пневматических шин, увеличение упругости каркасного полотна и окружной жесткости шины, снижение максимальной температуры катящейся шины, увеличение стойкости обрезиненной каркасной части при механических повреждениях шины, увеличение общей работоспособности шины. 6 н. и 6 з.п. ф-лы, 6 ил., 10 табл.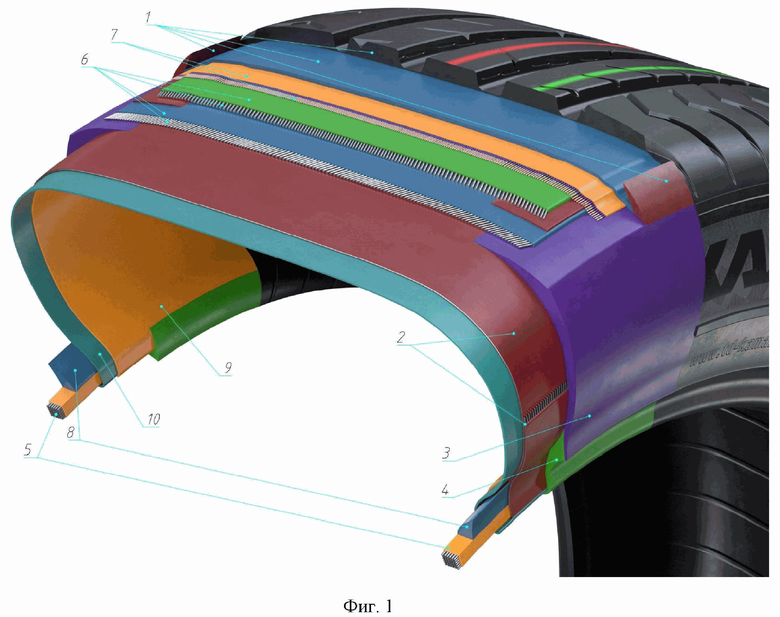
1. Пневматическая радиальная высокоскоростная шина с высотой профиля 92÷100 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин резиновой смеси боковины и резиновой смеси бортовой ленты, выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (57÷68%) от номинальной высоты профиля шины А (92÷100 мм), высотой заворота детали бортовой ленты С (37÷47%) от номинальной высоты профиля шины А (92÷100 мм), шириной детали боковины в сборе D (125±5 мм), шириной детали боковины Е (95±5 мм), шириной детали бортовой ленты F (65±5 мм), высотой наполнительного шнура G (14÷16%) от номинальной высоты профиля шины А (92÷100 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой долей олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм.
2. Пневматическая радиальная высокоскоростная шина с высотой профиля 92÷100 мм по п. 1, характеризующаяся выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST, с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST, выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой долей меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,55÷2,20.
3. Пневматическая радиальная высокоскоростная шина с высотой профиля 101÷109 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин резиновой смеси боковины и резиновой смеси бортовой ленты, выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (52÷62%) от номинальной высоты профиля шины А (101÷109 мм), высотой заворота детали бортовой ленты С (33÷43%) от номинальной высоты профиля шины А (101÷109 мм), шириной детали боковины в сборе D (135±5 мм), шириной детали боковины Е (105±5 мм), шириной детали бортовой ленты F (65±5 мм), высотой наполнительного шнура G (13÷15%) от номинальной высоты профиля шины А (101÷109 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой долей олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм.
4. Пневматическая радиальная высокоскоростная шина с высотой профиля 101÷109 мм по п. 3, характеризующаяся выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST, с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST, выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой долей меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,60÷2,25.
5. Пневматическая радиальная высокоскоростная шина с высотой профиля 110÷118 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин резиновой смеси боковины и резиновой смеси бортовой ленты, выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (48÷58%) от номинальной высоты профиля шины А (110÷118 мм), высотой заворота детали бортовой ленты С (39÷49%) от номинальной высоты профиля шины А (110÷118 мм), шириной детали боковины в сборе D (145±5 мм), шириной детали боковины Е (115±5 мм), шириной детали бортовой ленты F (70±5 мм), высотой наполнительного шнура G (12÷14%) от номинальной высоты профиля шины А (110÷118 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой долей олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм.
6. Пневматическая радиальная высокоскоростная шина с высотой профиля 110÷118 мм по п. 5, характеризующаяся выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST, с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58÷0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST, выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой долей меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,65÷2,29.
7. Пневматическая радиальная высокоскоростная шина с высотой профиля 119÷127 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин резиновой смеси боковины и резиновой смеси бортовой ленты, выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (44÷54%) от номинальной высоты профиля шины А (119÷127 мм), высотой заворота детали бортовой ленты С (36÷46%) от номинальной высоты профиля шины А (119÷127 мм), шириной детали боковины в сборе D (155±5 мм), шириной детали боковины Е (125±5 мм), шириной детали бортовой ленты F (75±5 мм), высотой наполнительного шнура G (11÷13%) от номинальной высоты профиля шины А (119÷127 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой долей олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм.
8. Пневматическая радиальная высокоскоростная шина с высотой профиля 119÷127 мм по п. 7, характеризующаяся выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST, с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST, выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой долей меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,70÷2,33.
9. Пневматическая радиальная высокоскоростная шина с высотой профиля 128÷136 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин резиновой смеси боковины и резиновой смеси бортовой ленты, выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (40÷50%) от номинальной высоты профиля шины А (128÷136 мм), высотой заворота детали бортовой ленты С (48÷58%) от номинальной высоты профиля шины А (128÷136 мм), шириной детали боковины в сборе D (165±5 мм), шириной детали боковины Е (130±5 мм), шириной детали бортовой ленты F (95±5 мм), высотой наполнительного шнура G (10÷12%) от номинальной высоты профиля шины А (128÷136 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой долей олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм.
10. Пневматическая радиальная высокоскоростная шина с высотой профиля 128÷136 мм по п. 9, характеризующаяся выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST, с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST, выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой долей меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,75÷2,40.
11. Пневматическая радиальная высокоскоростная шина с высотой профиля 137÷145 мм, состоящая из протектора, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, боковин, бортовых крыльев, состоящих из бортового кольца и наполнительного шнура, каркаса, выполненного из одного слоя обрезиненного металлокорда, имеющего радиальное направление нитей, сдублированных слоев герметизирующего слоя и технологической прослойки, отличающаяся выполнением боковин из двух видов резин резиновой смеси боковины и резиновой смеси бортовой ленты, выполнением каркаса из одного слоя обрезиненного металлокорда, с высотой заворота В (37÷47%) от номинальной высоты профиля шины А (137÷145 мм), высотой заворота детали бортовой ленты С (48÷58%) от номинальной высоты профиля шины А (137÷145 мм), шириной детали боковины в сборе D (175±5 мм), шириной детали боковины Е (130±5 мм), шириной детали бортовой ленты F (100±5 мм), высотой наполнительного шнура G (9÷11%) от номинальной высоты профиля шины А (137÷145 мм), выполнением бортового кольца из проволок высокой прочности одинакового диаметра 0,965±0,03 мм, линейной плотностью 5,73±0,37 г/м, разрывной нагрузкой не менее 1535 Н, с бронзовым покрытием массой 0,5±0,2 г/кг и массовой долей олова в бронзовом покрытии 1,25±0,75%, с прочностью связи проволоки с производственной резиновой смесью не менее 175 Н/12,5 мм.
12. Пневматическая радиальная высокоскоростная шина с высотой профиля 137÷145 мм по п. 11, характеризующаяся выполнением каркаса, состоящего из одного слоя обрезиненного металлокорда структуры 11Л14 ST, с толщиной обрезиненного слоя металлокорда (0,9÷1,1)±0,03 мм, диаметром металлокорда 0,58±0,05 мм, линейной плотностью металлокорда 1,32÷1,36 г/м и разрывным усилием металлокорда в целом не менее 580 Н, относительным удлинением при разрыве не менее 1,5%, причем металллокорд имеет конструкцию 3+8×0,14 ST, выполнен из металлических нитей высокой прочности одинаковых диаметров 0,14±0,01 мм, с латунным покрытием массой 4,6±1,0 г/кг и массовой долей меди в латунном покрытии 63,5±2,5%, свитых между собой по типу «S» с шагом свивки металлокорда 10,0±0,5 мм и шагом свивки сердечника 5±0,25 мм, с применением каркасных резин, обеспечивающих прочность связи металлокорда с каркасной резиной не менее 300 Н/20,0 мм, при этом в готовой шине шаг нитей в обрезиненном каркасном полотне в зоне борта составляет 1,11÷1,55, а в зоне беговой дорожки 1,78÷2,45.
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2800762C1 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797454C1 |
| US 6318432 B1, 20.11.2001 | |||
| FR 2944230 A1, 15.10.2010 | |||
| JP 3400569 B2, 28.04.2003. | |||

