Изобретение относится к устройству обработки воздуха для транспортного средства, в частности, транспортного средства общего назначения. В частности, объектом изобретения является устройство обработки воздуха для транспортного средства, в частности, транспортного средства общего назначения, содержащее корпус и картридж обработки воздуха, соединяемые друг с другом с учетом конкретных требований, например, для формирования специфичного соединения для конкретного применения.
В области транспортных средств, в частности, транспортных средств общего назначения, в тормозной системе, системе подвески и других вспомогательных системах обычно используются пневматические системы. Необходимый воздух под давлением обеспечивается компрессором. Система подачи воздуха обычно включает в себя устройство обработки воздуха, такое как воздухоосушительный блок, которое служит для уменьшения влажности воздуха, подаваемого компрессором.
Как правило, в процессе сборки картриджи соединяются с системой, в частности, с устройством обработки воздуха. Например, при этом может использоваться воздухоосушительный картридж влагопоглощающего типа.
В этом плане, для разных целей могут использоваться картриджи разных типов. Одна из задач заключается в том, чтобы обеспечить выбор картриджа правильного типа для соответствующего предполагаемого применения. Например, в зависимости от указанного конкретного применения могут использоваться обычные или маслоотделительные картриджи (МК) и т.д. Однако нет гарантии, что в процессе сборки с корпусом будет соединен картридж правильного типа. Таким образом, в случае сборки с картриджем неправильного типа могут возникать технические проблемы (например, в пневматических системах), связанные, например, с недостаточной пропускной способностью картриджа или несоответствием его технических характеристик (например, в случае, если выбранный картридж не соответствует конкретному/предполагаемому применению). Кроме того, могут пропускаться и/или не соблюдаться интервалы техобслуживания, что также может приводить к возникновению дальнейших технических проблем (например, в пневматических системах). Таким образом, крайне важно, чтобы для указанного предполагаемого применения был использован картридж правильного типа.
Для решения этой задачи, например, в патентном документе EP 2 140 924 B1 раскрывается воздухоосушительный картридж, содержащий соединительную область, несимметрично расположенную относительно продольной оси, относительно которой картридж расположен по существу симметрично, чтобы соединение данного картриджа с устройством обработки воздуха обеспечивалось определенным образом.
В связи с вышеизложенным, цель изобретения заключается в эффективном усовершенствовании устройства обработки воздуха, в частности, обеспечивающем предотвращение возможности соединения устройства с картриджем неправильного типа для устройств различного применения, а также обеспечивающем удобство использования.
Согласно изобретению, эта задача достигается с помощью картриджа обработки воздуха по п. 1.
Соответственно, устройство обработки воздуха для транспортного средства, в частности, транспортного средства общего назначения, включает в себя: корпус, содержащий соединительную горловую часть; картридж обработки воздуха, выполненный по существу симметричным относительно центральной оси, например, центральной продольной оси, соединенный или соединяемый с корпусом; причем картридж обработки воздуха содержит стыковочную горловую часть, соединяемую или выполненную с возможностью соединения с соединительной горловой частью корпуса; причем когда картридж обработки воздуха соединен с корпусом, стыковочная горловая часть и соединительная горловая часть расположены эксцентрично относительно центральной оси.
Основная идея изобретения заключается в том, что картридж обработки воздуха содержит эксцентрический элемент для соединения с соответствующим образом расположенным элементом корпуса, позволяя соединять с корпусом только специально спроектированные картриджи, чем обеспечивается использование правильного картриджа для конкретного применения в плане сочетания/соединения картриджа обработки воздуха с корпусом.
Корпус может дополнительно содержать соединительную кромочную часть, а картридж обработки воздуха может дополнительно содержать стыковочную кромочную часть, соединяемую или выполненную с возможностью соединения с соединительной кромочной частью корпуса с помощью байонетного соединительного средства; причем в соединительной кромочной части выполнено резьбовое отверстие для размещения зажимного винта байонетного соединительного средства, причем указанное резьбовое отверстие имеет индивидуализированный профиль винтовой резьбы, отличающийся от стандартного профиля винтовой резьбы; причем когда картридж обработки воздуха соединен с корпусом, соединительная кромочная часть и стыковочная кромочная часть могут быть зафиксированы (например, в соединенном состоянии) с помощью зажимного винта байонетного соединительного средства. Для этого в корпусе дополнительно выполняется отверстие с резьбой индивидуализированного, т.е. уникального профиля, приспособленное для приема зажимного винта байонетного соединительного средства, чем обеспечивается соответствие индивидуализированного профиля резьбы конкретной комбинации/соединения картриджа обработки воздуха и корпуса, т.е. соответствующему предполагаемому применению, в результате чего устраняется возможность использования неправильного картриджа для конкретного предполагаемого применения.
Профиль винтовой резьбы может иметь площадь поперечного сечения резьбы, отличающуюся от площади поперечного сечения стандартного профиля винтовой резьбы (например, увеличенную или уменьшенную по сравнению с ним). Соответственно, винтовое соединение может быть осуществлено, например, с помощью соответствующего зажимного винта во избежание ослабления крепления картриджа, который является очень гибким и позволяет комбинировать различные используемые профили резьбы, в то же время позволяя выборочно использовать конкретные профили резьбы, которые могут использоваться только с очень специфическими соответствующими профилями резьбы. Площадь поперечного сечения профиля винтовой резьбы может быть определена здесь как площадь одной единицы резьбы и канавки, которые повторяются в направлении по длине резьбы. Когда используется профиль винтовой резьбы, имеющий уменьшенную площадь поперечного сечения, это означает, что для нарезания резьбы используется меньше материала, и может использоваться большее количество различных профилей и типов резьбы. В частности, такой профиль резьбы совместим как со стандартным профилем винтовой резьбы, из которого он получен, так и с другими профилями винтовой резьбы, в которых используется больше материала. В частности, профилем винтовой резьбы с уменьшенной площадью поперечного сечения резьбы по сравнению со стандартным профилем винтовой резьбы может считаться профиль, имеющий площадь поперечного сечения, уменьшенную относительно стандартного профиля по меньшей мере на одну единицу, но не увеличенную относительно стандартного профиля ни на одну единицу. В частности, профилем винтовой резьбы может считаться профиль, являющийся истинным подмножеством стандартного профиля винтовой резьбы. Иными словами, стандартный профиль винтовой резьбы может рассматриваться как огибающая кривая, охватывающая множество профилей винтовой резьбы. Соответственно, в настоящем изобретении используемым профилем винтовой резьбы считается профиль, имеющий увеличенную площадь поперечного сечения. Такой профиль винтовой резьбы не может быть использован со стандартной внутренней резьбой. Это обстоятельство может помочь устранить возможность использования неподходящего картриджа в конкретном, т.е. предполагаемом применении.
Стандартная винтовая резьба может представлять собой метрическую резьбу по стандарту ИСО или трапециевидную трубную резьбу. Кроме того, для создания конфигурации профиля винтовой резьбы в качестве исходной точки могут использоваться и другие стандартные профили резьбы. Например, стандартная винтовая резьба может быть резьбой, соответствующей нормам таких стандартов как ИСО 965, DIN 13 или DIN 513. Кроме того, стандартная винтовая резьба может представлять собой резьбу, соответствующую стандартам или нормам для резьбы для соединения воздухоосушительных картриджей и пневматических систем, в частности, для транспортных средств общего назначения.
Картридж обработки воздуха может дополнительно содержать один или несколько выступов (например, штифтов) и/или одно или несколько углублений (например, гнезд), расположенных между стыковочной горловой частью и стыковочной кромочной частью картриджа обработки воздуха, соответственно, и корпус может дополнительно содержать одно или несколько углублений (например, гнезд) и/или один или несколько выступов (например, штифтов) соответствующим образом относительно одного или нескольких выступов и/или одного или нескольких углублений картриджа обработки воздуха, соответственно (т.е. когда каждому выступу соответствует соответствующее углубление, и наоборот), и расположенных между соединительной горловой частью и соединительной кромочной частью корпуса, соответственно, причем, когда картридж обработки воздуха соединен с корпусом, один или несколько выступов и/или одно или более углублений картриджа обработки воздуха и корпуса могут входить в зацепление друг с другом соответствующим образом (т.е. каждый выступ, по существу, размещен в соответствующем углублении). Выступы и углубления могут дополнительно обеспечивать соединение правильного картриджа с правильным корпусом, т.е. его использование в соответствии с предполагаемым применением. Каждая комбинация картриджа и корпуса может быть предназначена для конкретного применения и/или может быть связана с конкретным техническим решением заказчика, причем количество выступов и/или углублений и/или их расположение на картридже может обеспечивать индивидуальное решение для соединения картриджа с корпусом, тем самым дополнительно гарантируя использование правильного картриджа для предполагаемого применения. Кроме того, выступы и углубления могут выполнять функцию направляющих элементов при сборке, облегчая процесс сборки в целом, а также обеспечивая правильное положение картриджа относительно корпуса.
Выступы и/или углубления картриджа обработки воздуха и корпуса могут быть расположены на одинаковом расстоянии относительно центральной оси. Это одинаковое расстояние может быть определено окружностью постоянного радиуса от центральной оси. Такая конструкция может упрощать технологию производства. Однако выступы и/или углубления картриджа обработки воздуха и корпуса могут быть расположены также на разных расстояниях относительно центральной оси. Таким образом, выступы и/или углубления картриджа обработки воздуха и корпуса могут быть расположены на (соответственно) разных расстояниях в радиальном направлении от центральной оси. Иными словами, может быть создана уникальная структура выступов и/или углублений (как на одинаковом, так и на разных расстояниях от центральной оси) для обеспечения настраиваемых решений конструкции соединения для картриджей, которые можно соединять только с соответствующими (т.е. соответствующим образом сконфигурированными) корпусами. Таким образом, может обеспечиваться возможность соединения картриджа только с корпусом соответствующего предполагаемого применения.
Выступы картриджа обработки воздуха и/или корпуса, соответственно, содержат наклонные внешние направляющие поверхности, а углубления картриджа обработки воздуха и/или корпуса, соответственно, также содержат наклонные внешние направляющие поверхности, выполненные определенным образом относительно соответствующих выступов. Указанные внешние наклонные поверхности могут облегчать сборку, упрощая соединение картриджа с корпусом и обеспечивая предварительное центрирование в процессе сборки. Кроме того, они могут обеспечивать правильное выравнивание картриджа относительно корпуса.
Устройство обработки воздуха может дополнительно содержать по меньшей мере один первый уплотнительный элемент, в частности, эластичный и изотропный уплотнительный элемент, который, когда картридж обработки воздуха соединен с корпусом, расположен между соединительной горловой частью и стыковочной горловой частью, причем относительно центральной оси в соединенном состоянии по меньшей мере одна первая аксиальная уплотнительная поверхность и по меньшей мере одна первая радиальная уплотнительная поверхность для контакта с уплотнительным элементом образованы соединительной горловой частью и/или стыковочной горловой частью. В частности, указанные уплотнительные поверхности могут быть сформированы на стыковочной горловой части, т.е. на картридже. Таким образом, может обеспечиваться конкретное решение по уплотнению, которое может соответствовать конкретному сочетанию картриджа и корпуса, и, соответственно, конкретному применению. Таким образом, может дополнительно обеспечиваться возможность присоединения правильного картриджа (т.е. картриджа правильного типа) для предполагаемого применения. Кроме того, такая конфигурация обеспечивает увеличение общей площади поверхности контакта уплотнительного элемента, что, в свою очередь, может обеспечивать, во-первых, повышение эффективности уплотнения. Во-вторых, благодаря увеличенной площади поверхности контакта может быть специально уменьшено давление на поверхность уплотнительного элемента, что может обеспечивать уменьшение износа и деформации материала, а также повышение срока службы и улучшение характеристик предварительного сжатия уплотнительного элемента. В этом плане, уплотнительный элемент может быть выполнен из эластомерного или каучукового материала и из изотропного уплотнительного материала. В частности, уплотнительный элемент может быть выполнен в виде единого уплотнительного элемента.
По меньшей мере одна первая аксиальная уплотнительная поверхность и/или по меньшей мере одна первая радиальная уплотнительная поверхность могут образовывать по меньшей мере одну первую уплотнительную канавку. В частности, указанная уплотнительная канавка может быть выполнена в стыковочной горловой части, т.е. на картридже. Указанная уплотнительная канавка может обеспечивать компенсационный или резервуарный объем для первого уплотнительного элемента для компенсации различных расстояний уплотнительных поверхностей, которые могут различаться при нормальной и запланированной работе устройства обработки воздуха.
Первый уплотнительный элемент может быть сформирован по меньшей мере одним уплотнительным кольцом круглого поперечного сечения (например, уплотнительный элемент, выполненный в форме уплотнительного кольца). Уплотнительные кольца круглого поперечного сечения широко применяются в самых разных областях; они являются высоконадежным, дешевым и эффективным средством уплотнения. Кроме того, уплотнительные кольца могут обеспечивать очень быструю и простую установку. В этом отношении, уплотнительные кольца, выполненные из изотропного и эластомерного материала, могут обеспечивать очень простое конструктивное решение по уплотнению соединения соединительной горловой части со стыковочной горловой частью в аксиальном и радиальном направлениях. В качестве изотропного эластомерного материала может быть использована, например, резина. Альтернативно или дополнительно, уплотнительный элемент может включать в себя по меньшей мере одно уплотнительное кольцо другой формы (например, уплотнительное кольцо с поперечным сечением k-образной формы, дельтовидной формы, v-образной формы, х-образной формы, гаммаобразной формы, расклинивающее кольцо, кольцо линзовидной формы, плоское уплотнительное кольцо, уплотнительное кольцо фасонной конфигурации и/или уплотнительное кольцо с кромкой и т.д.).
Когда картридж обработки воздуха соединен с корпусом, первый уплотнительный элемент может располагаться таким образом, что стыковочная горловая часть картриджа обработки воздуха плотно прижата к соединительной горловой части корпуса. В такой конфигурации эластичный уплотнительный элемент помимо функции уплотнения может выполнять функцию резиновой пружины устройства предварительного натяжения корпуса и картриджа. Соответственно, благодаря предварительному натяжению между стыковочной горловой частью и соединительной горловой частью этот эффект может использоваться также для определения конкретной комбинации картриджа с корпусом, соответствующей предполагаемому конкретному применению. Таким образом, может быть предотвращено использование неподходящего картриджа не по назначению.
Корпус может дополнительно содержать соединительную кромочную часть, а картридж обработки воздуха может дополнительно содержать стыковочную кромочную часть, выполненную с возможностью соединения с соединительной кромочной частью корпуса, а устройство обработки воздуха может дополнительно содержать по меньшей мере один второй уплотнительный элемент, в частности, эластичный изотропный уплотнительный элемент, который, когда картридж обработки воздуха соединен с корпусом, расположен между соединительной кромочной частью и стыковочной кромочной частью, причем относительно центральной оси в соединенном состоянии по меньшей мере одна вторая аксиальная уплотнительная поверхность и по меньшей мере одна вторая радиальная уплотнительная поверхность для контакта с уплотнительным элементом образованы соединительной кромочной частью и/или стыковочной кромочной частью. В частности, указанные уплотнительные поверхности могут быть сформированы на стыковочной кромочной части, т.е. на картридже. Таким образом, может обеспечиваться конкретное решение по уплотнению, которое может соответствовать конкретному сочетанию картриджа и корпуса, и, соответственно, конкретному применению. Таким образом, может дополнительно обеспечиваться возможность присоединения правильного картриджа (т.е. картриджа правильного типа) для предполагаемого применения. Кроме того, такая конфигурация обеспечивает увеличение общей площади поверхности контакта уплотнительного элемента, что, в свою очередь, может обеспечивать, во-первых, повышение эффективности уплотнения. Во-вторых, благодаря увеличенной площади поверхности контакта может быть специально уменьшено давление на поверхность уплотнительного элемента, что может обеспечивать уменьшение износа и деформации материала, а также повышение срока службы и улучшение характеристик предварительного сжатия уплотнительного элемента. В этом плане, уплотнительный элемент может быть выполнен из эластомерного или каучукового материала и из изотропного уплотнительного материала. В частности, уплотнительный элемент может быть выполнен в виде единого уплотнительного элемента.
По меньшей мере одна вторая аксиальная уплотнительная поверхность и/или по меньшей мере одна вторая радиальная уплотнительная поверхность могут образовывать по меньшей мере одну вторую уплотнительную канавку. В частности, указанная уплотнительная канавка может быть выполнена в стыковочной кромочной части, т.е. на картридже. Указанная уплотнительная канавка может обеспечивать компенсационный или резервуарный объем для второго уплотнительного элемента для компенсации различных расстояний уплотнительных поверхностей, которые могут различаться при нормальной и запланированной работе устройства обработки воздуха.
В качестве второго уплотнительного элемента может использоваться по меньшей мере одно уплотнительное кольцо с поперечным сечением круглой формы (например, уплотнительный элемент, выполненный в форме уплотнительного кольца). Уплотнительные кольца круглого поперечного сечения широко применяются в самых разных областях; они являются высоконадежным, дешевым и эффективным средством уплотнения. Кроме того, уплотнительные кольца могут обеспечивать очень быструю и простую установку. В этом отношении, уплотнительные кольца, выполненные из изотропного и эластомерного материала, могут обеспечивать очень простое конструктивное решение по уплотнению соединения соединительной горловой части со стыковочной горловой частью в аксиальном и радиальном направлениях. В качестве изотропного эластомерного материала может быть использована, например, резина. Альтернативно или дополнительно, уплотнительный элемент может включать в себя по меньшей мере одно уплотнительное кольцо другой формы (например, уплотнительное кольцо с поперечным сечением k-образной формы, дельтовидной формы, v-образной формы, х-образной формы, гаммаобразной формы, расклинивающее кольцо, кольцо линзовидной формы, плоское уплотнительное кольцо, уплотнительное кольцо фасонной конфигурации и/или уплотнительное кольцо с кромкой и т.д.).
Когда картридж обработки воздуха соединен с корпусом, второй уплотнительный элемент может располагаться таким образом, что стыковочная кромочная часть картриджа обработки воздуха плотно прижата к соединительной кромочной части корпуса. В такой конфигурации эластичный уплотнительный элемент помимо функции уплотнения может выполнять функцию резиновой пружины устройства предварительного натяжения корпуса и картриджа. Соответственно, благодаря предварительному натяжению между стыковочной горловой частью и соединительной кромочной частью этот эффект может использоваться также для определения конкретной комбинации картриджа с корпусом, соответствующей предполагаемому конкретному применению. Таким образом, может быть предотвращено использование неподходящего картриджа не по назначению.
Резьбовое отверстие соединительной кромочной части может входить во внутреннюю полость, давление в которой повышено при работе устройства обработки воздуха; при необходимости, резьбовое отверстие может быть выполнено с возможностью образования герметичного уплотнения с зажимным винтом, когда соединительная кромочная часть и стыковочная кромочная часть прикреплены друг к другу с помощью зажимного винта байонетного соединительного средства. Соответственно, помимо настройки комбинации/соединения картриджа с корпусом для конкретного применения, когда соответствующий зажимной винт вставлен в резьбовое отверстие, резьбовое отверстие может также обеспечивать сброс давления перед разборкой устройства и отделением картриджа от корпуса.
Ниже приводится более подробное описание вышеуказанных и других аспектов изобретения со ссылками на прилагаемые чертежи, иллюстрирующие рассматриваемые в качестве примера возможные варианты реализации изобретения.
На фиг. 1 схематично показано устройство обработки воздуха согласно примеру варианта осуществления изобретения;
на фиг. 2 схематично показана часть устройства обработки воздуха по фиг. 1, вид в разрезе;
на фиг. 3A схематично показана часть корпуса устройства обработки воздуха по фиг. 1;
на фиг. 3B схематично показана часть картриджа обработки воздуха устройства обработки воздуха по фиг. 1;
на фиг. 3C схематично показана часть картриджа обработки воздуха устройства обработки воздуха по фиг. 1;
на фиг. 4A схематично показана часть устройства обработки воздуха согласно еще одному возможном варианту осуществления изобретения, вид в разрезе;
на фиг. 4B схематично показана часть картриджа обработки воздуха устройства обработки воздуха фиг. 4A;
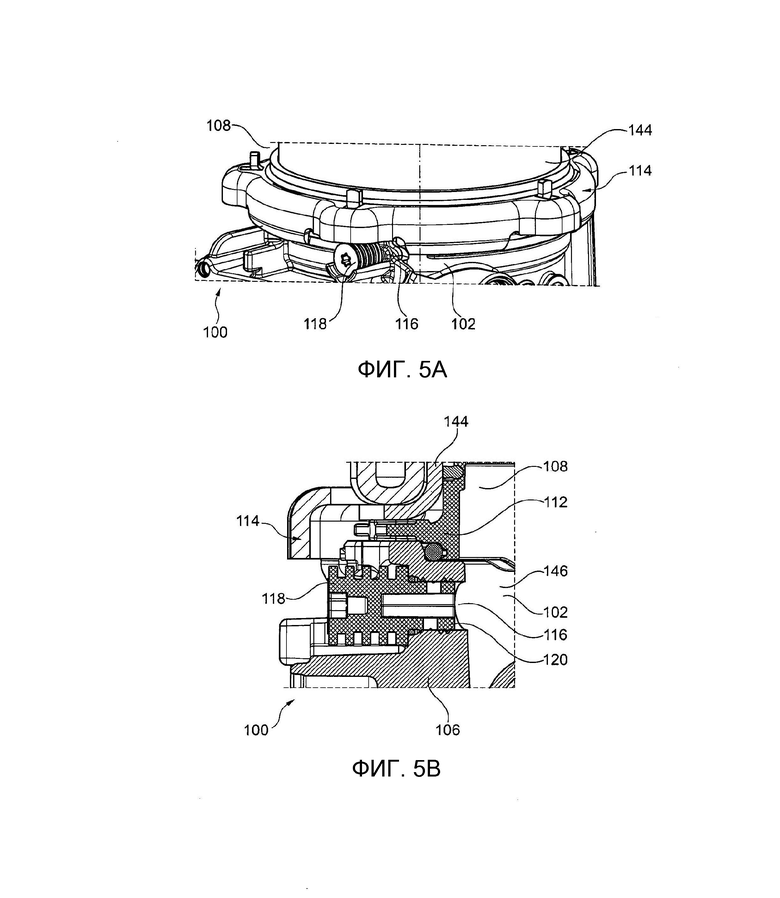
на фиг. 5A схематично показана часть устройства обработки воздуха по фиг. 1;
на фиг. 5B схематично показана часть устройства обработки воздуха по фиг. 5A; и
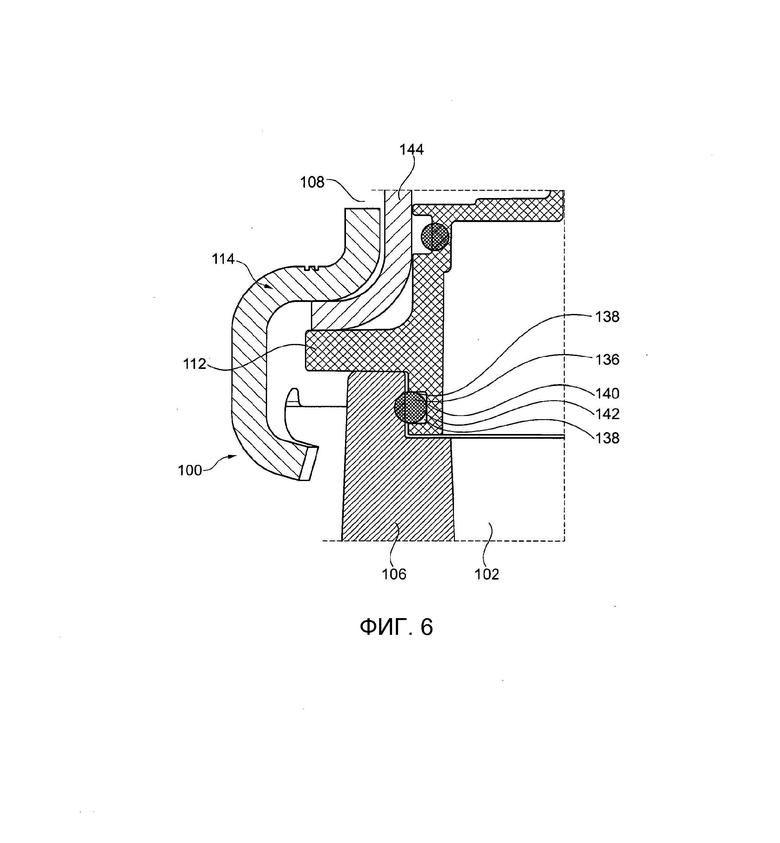
на фиг. 6 схематично показана часть устройства обработки воздуха согласно еще одному возможному варианту осуществления изобретения, вид в разрезе.
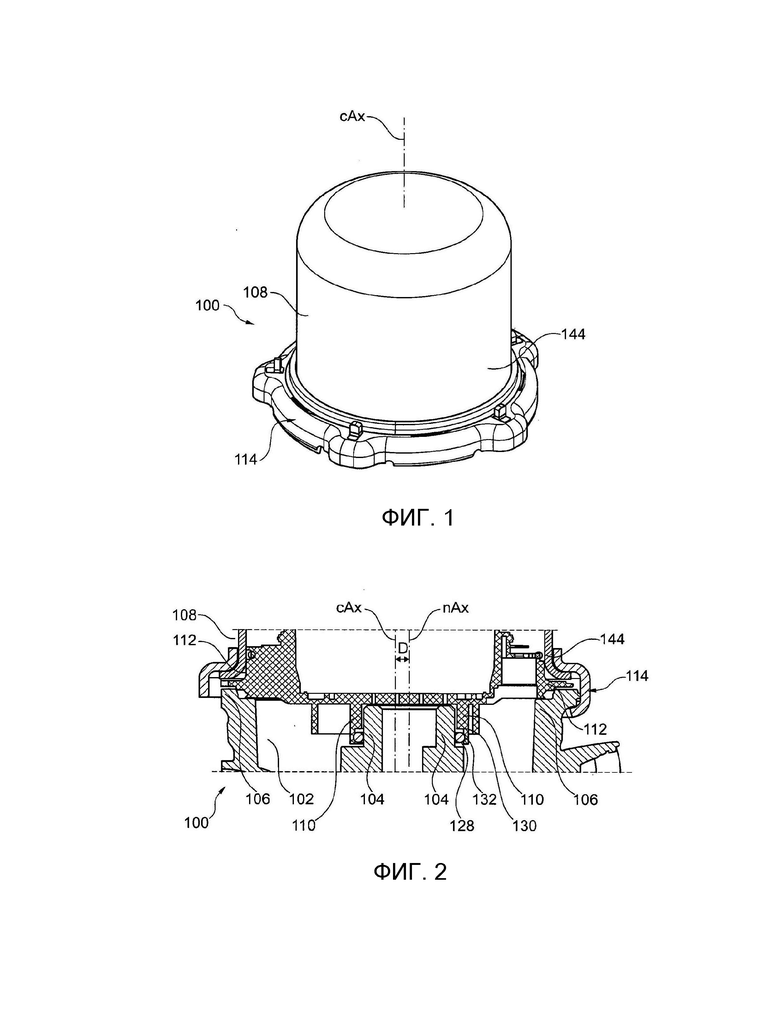
На фиг. 1 и 2 схематично показано устройство 100 обработки воздуха согласно приводимому в качестве примера возможному варианту осуществления изобретения, причем для ясности показана только соответствующая часть устройства 100.
Устройство 100 обработки воздуха для транспортного средства, в частности, транспортного средства общего назначения, включает в себя: корпус 102, содержащий соединительную горловую часть 104 и соединительную кромочную часть 106, и картридж 108 обработки воздуха, выполненный по существу симметричным относительно центральной оси cAx, соединенный или соединяемый с корпусом 102.
Картридж 108 обработки воздуха содержит стыковочную горловую часть 110, выполненную с возможностью соединения с соединительной горловой частью 104 корпуса 102, и стыковочную кромочную часть 112, выполненную с возможностью соединения с соединительной кромочной частью 106 корпуса 102 с помощью байонетного соединительного средства 114.
Как видно из фиг. 2, когда картридж 108 обработки воздуха соединен с корпусом 102, стыковочная горловая часть 110 и соединительная горловая часть 104 расположены эксцентрично относительно центральной оси cAx. Корпус 102 выполнен из алюминиевого сплава.
Стыковочная горловая часть 110 имеет по существу трубчатую форму и проходит по существу вдоль оси nAx стыковочной горловой части. Кроме того, в стыковочной горловой части 110 выполнен проходящий сквозь нее гидравлический канал.
Соединительная горловая часть 104 имеет по существу трубчатую форму и проходит по существу вдоль другой оси, которая совпадает с осью nAx стыковочной горловой части 110, когда картридж 108 обработки воздуха соединен с корпусом 102. Кроме того, в соединительной горловой части 104 выполнен проходящий сквозь нее гидравлический канал.
Как показано на фиг. 2, когда картридж 108 обработки воздуха соединен с корпусом 102, стыковочная горловая часть 110 и соединительная горловая часть 104 смещены и расположены эксцентрично относительно центральной оси cAx. Таким образом, центральная ось cAx и ось nAx стыковочной горловой части проходят параллельно друг другу и смещены относительно друг друга на расстояние D. Расстояние D представляет собой эксцентриситет.
Соответственно, эксцентриситет (например, определяемый расстоянием D) может гарантировать, что с соответствующим образом сконфигурированным корпусом 102 будет соединяться картридж 108 только правильного типа, который, таким образом, будет использоваться по назначению, т.е. для правильного применения.
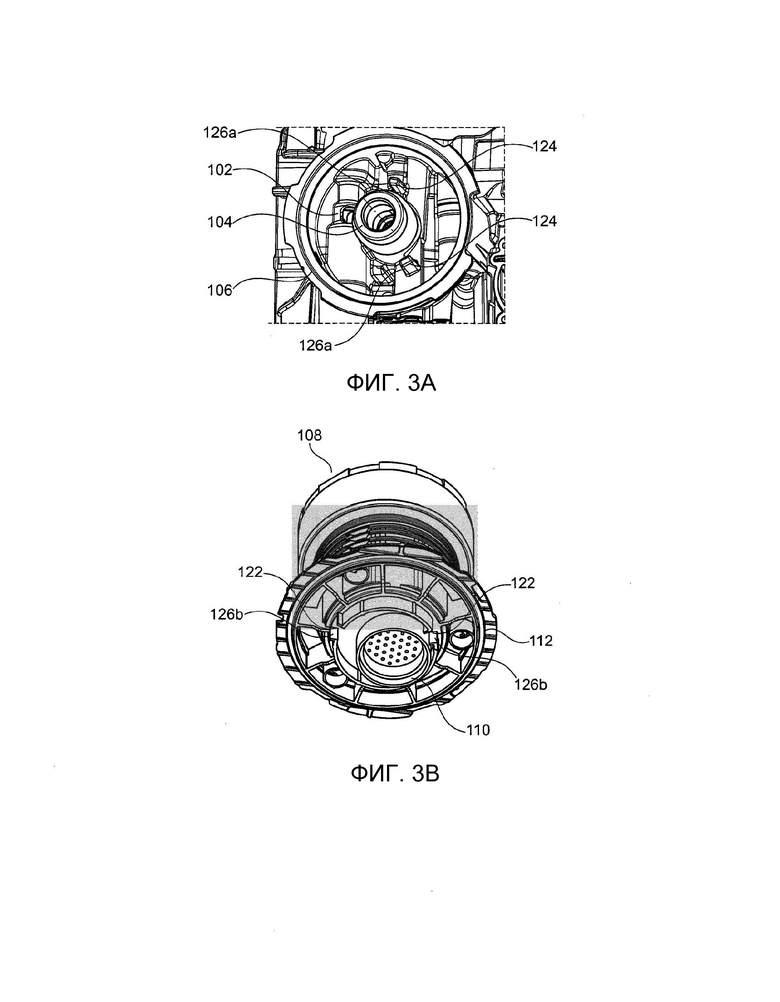
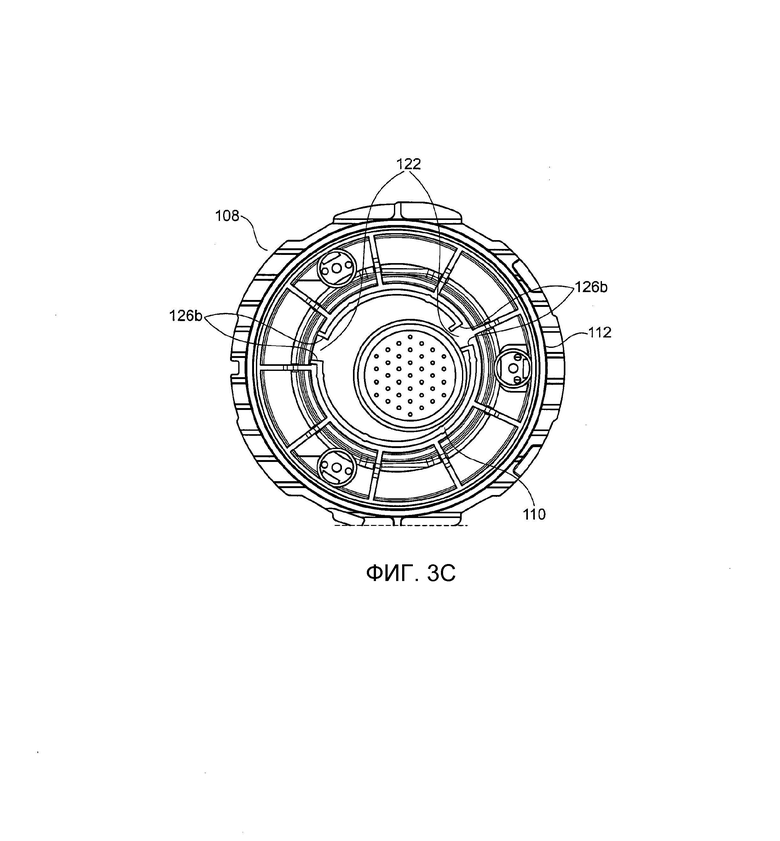
Показанный на фиг. 3A-3C картридж 108 обработки воздуха дополнительно содержит два углубления 122, предназначенные для приема соответствующих ответных элементов, например, выступов. Однако картридж 108 обработки воздуха может также содержать только одно углубление или более двух углублений 122. Углубления 122 расположены между стыковочной горловой частью 110 и стыковочной кромочной частью 112.
Корпус 102 содержит также два выступа 124, расположенные соответствующим образом относительно углублений 122 картриджа 108 обработки воздуха, выполненные с возможностью вхождения в указанные углубления 122 для вхождения в зацепление с ними. Однако корпус 102 может также содержать только один или более двух выступов 124. Выступы 124 расположены между соединительной горловой частью 104 и соединительной кромочной частью 106.
Когда картридж 108 обработки воздуха соединен с корпусом 102, выступы 124 корпуса 102 и углубления 122 картриджа 108 соответствующим образом входят в зацепление друг с другом.
Однако следует иметь в виду, что корпус 102 альтернативно или дополнительно может содержать одно или несколько углублений, и, соответственно, картридж 108 альтернативно или дополнительно также может содержать один или несколько выступов. Также следует иметь в виду, что корпус 102 и картридж 108 могут соответственно содержать комбинацию углублений и выступов, в которой каждое из углублений входит в зацепление с соответствующим выступом, и наоборот.
Кроме того, как показано на фиг. 3A-3C, выступы 124 и углубления 122 корпуса 102 и картриджа 108 обработки воздуха расположены на равном расстоянии от центральной оси cAx. Однако расстояние от центральной оси cAx может быть любым, т.е. каждый выступ 124 или каждое углубление 122 могут располагаться на своем расстоянии от центральной оси cAx (и при этом каждая пара соответствующих выступов и углублений расположены соответствующим образом).
Кроме того, как показано на фиг. 3C, углубления 122 и, соответственно, выступы 124 (не показаны на фиг. 3C) смещены относительно друг друга на угол 60° относительно центральной оси cAx. Однако возможно также любое другое угловое и/или радиальное расположение выступов и углублений относительно центральной оси cAx. Иными словами, углубления 122 и выступы 124 могут быть распределены равномерно или неравномерно, чтобы тем самым создать свою характерную индивидуальную/настраиваемую структуру (соответствующую, например, конкретному применению картриджа 108) для обеспечения возможности установки только правильного картриджа на корпусе 102 для конкретного применения.
Выступы 124 корпуса 102 содержат соответствующие наклонные внешние направляющие поверхности 126a, а углубления 122 картриджа 108 обработки воздуха содержат соответствующие наклонные внешние направляющие поверхности 126b, выполненные определенным образом относительно соответствующих выступов 124.
Таким образом, углубления 122 и выступы 124, т.е. их расположение на картридже 108 и на корпусе 102 обеспечивает возможность соединения с корпусом 102 только правильного картриджа 108, используемого по назначению. Каждая комбинация картриджа 108 и корпуса 102 может быть предназначена для конкретного применения и/или может быть связана с конкретным техническим решением заказчика, причем количество выступов 124 и/или углублений и/или их расположение на картридже может обеспечивать индивидуальное решение для соединения картриджа 108 с корпусом 102, гарантируя тем самым использование правильного картриджа для 108 предполагаемого применения.
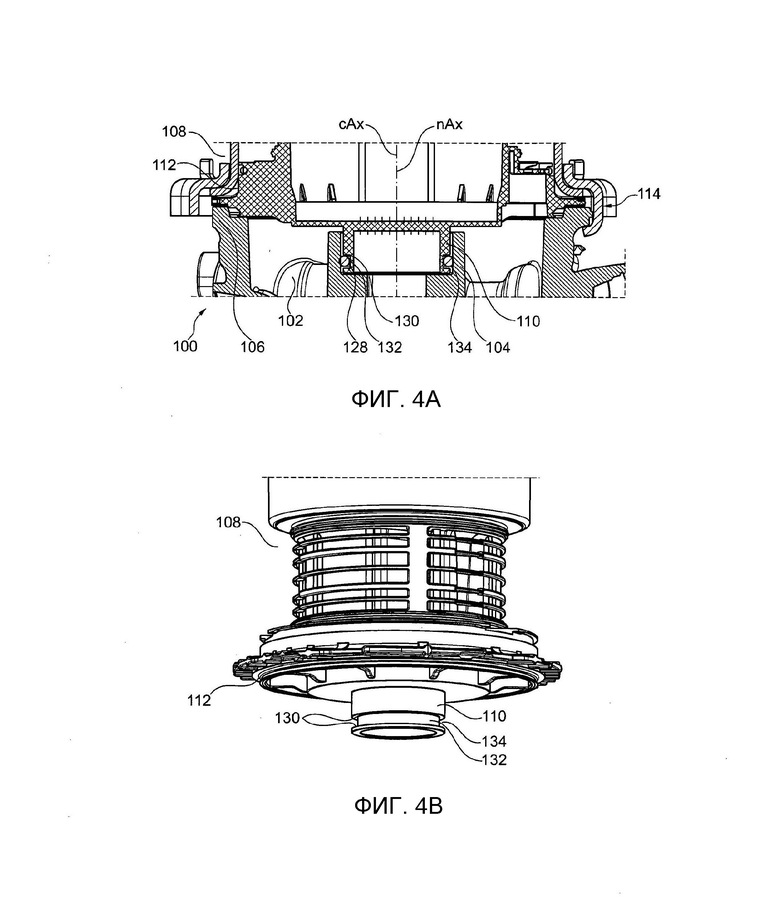
При сравнении устройства 100 обработки воздуха, представленного на фиг. 4A и 4B, с устройством, показанным на фиг. 2, мы видим, что устройство 100 на фиг. 4A и 4B дополнительно содержит первый уплотнительный элемент 128.
Первый уплотнительный элемент 128 представляет собой эластичный и изотропный уплотнительный элемент, который, когда картридж 108 обработки воздуха соединен с корпусом 102, расположен между соединительной горловой частью 104 и стыковочной горловой частью 110.
Что касается центральной оси cAx, мы видим, что в соединенном состоянии стыковочная горловая часть 110 образует по меньшей мере одну первую аксиальную уплотнительную поверхность 130 и по меньшей мере одну первую радиальную уплотнительную поверхность 132 для контакта с уплотнительным элементом (зазор между уплотнительным элементом 128 и аксиальной уплотнительной поверхностью 130 на фиг. 2 изображен исключительно в иллюстративных целях для ясности).
На фиг. 4A и 4B показано устройство 100 обработки воздуха в еще одном возможном варианте выполнения. Это устройство 100 обработки воздуха является практически таким же, как описанные выше, но имеет также отличия, которые будут описаны ниже. Устройство, показанное на фиг. 4A и 4B, изображено в положении, при котором центральная ось cAx и ось nAx стыковочной горловой части совпадают друг с другом в радиальном направлении.
По меньшей мере одна первая аксиальная уплотнительная поверхность 130 и по меньшей мере одна первая радиальная уплотнительная поверхность 132 образуют первую уплотнительную канавку 134.
Иными словами, верхняя и нижняя первые аксиальные уплотнительные поверхности 130 и первая радиальная уплотнительная поверхность 132 образуют первую уплотнительную канавку 134.
В качестве первого уплотнительного элемента 128 в данном случае используется уплотнительный элемент с поперечным круглым сечением, т.е. уплотнительное кольцо (фиг. 1 и 4A). Первый уплотнительный элемент 128 расположен в первой уплотнительной канавке 134 (он показан на фиг. 4A и для ясности не показан на фиг. 4B). Следует отметить также, что первый уплотнительный элемент 128 выполнен из эластичного и изотропного материала.
Когда картридж 108 обработки воздуха соединен с корпусом 102, первый уплотнительный элемент 128 располагается таким образом, что стыковочная горловая часть 110 картриджа 108 обработки воздуха оказывается плотно прижатой к соединительной горловой части 104 корпуса 102.
Иными словами, в установленном состоянии первый уплотнительный элемент 128 располагается в сжатом состоянии между соединительной горловой частью 104 и стыковочной горловой частью 110, т.е. между картриджем 108 и корпусом 102.
В частности, как показано на фиг. 1 и 4A, стыковочная горловая часть 110 образует первую аксиальную уплотнительную поверхность 130 и первую радиальную уплотнительную поверхность 132, относительно центральной оси cAx, предназначенные для контакта с первым уплотнительным элементом 128.
Еще одна радиальная уплотнительная поверхность, относительно центральной оси cAx, также предназначенная для обеспечения контакта с первым уплотнительным элементом 128, образована соединительной горловой частью 104 и расположена напротив первой радиальной уплотнительной поверхности 132.
В качестве первого уплотнительного элемента 128 используется уплотнительное кольцо, которое устанавливается в предварительно натянутом состоянии в контакте с первой радиальной уплотнительной поверхностью и аксиальными уплотнительными поверхностями 132, 130, а также с дальней радиальной уплотнительной поверхностью.
Поскольку в конструкции дополнительно предусмотрена уплотнительная канавка 134 (описание выше), и поскольку первый уплотнительный элемент 128 вводится в эту канавку в предварительно сжатом состоянии и обладает изотропными и эластичными свойствами, первый уплотнительный элемент 128 также заполняет определенный объем уплотнительной канавки 134.
Это зависит от нескольких параметров предварительного сжатия, таких как геометрия, материалы, шероховатость поверхности, каучукоподобная эластичность, а также от усилия предварительного сжатия, создаваемого влагопоглощающим контейнером и его первым корпусом.
Соответственно, первый уплотнительный элемент 128 в установленном состоянии расположен таким образом, что перемещение (например, осевое перемещение) картриджа 108 относительно корпуса 102 или наоборот может компенсироваться (в заданном объеме).
Иными словами, первая уплотнительная канавка 134 обеспечивает компенсационный или резервуарный объем для первого уплотнительного элемента 128 для компенсации различных расстояний уплотнительных поверхностей 130, 132, которые различаются при нормальной и запланированной работе устройства 100 обработки воздуха.
Соответственно, вышеописанное уплотнительное устройство может быть, например, дополнительной частью/дополнительным компонентом конкретного соединительного устройства картриджа 108 и корпуса 102, обеспечивающим возможность соединения только правильного картриджа с правильным корпусом 102, т.е. использования правильных картриджей в конкретных случаях применения.
На фиг. 6 схематичное показана (вид в разрезе) часть устройства 100 обработки воздуха в еще одном возможном варианте выполнения; устройство 100 обработки воздуха в этом варианте выполнения дополнительно содержит второй уплотнительный элемент 136, в частности, эластичный и изотропный уплотнительный элемент, который, когда картридж 108 обработки воздуха соединен с корпусом 102, располагается между соединительной кромочной частью 106 и стыковочной кромочной частью 112, причем относительно центральной оси cAx в соединенном состоянии по меньшей мере одна вторая аксиальная уплотнительная поверхность 138 и по меньшей мере одна вторая радиальная уплотнительная поверхность 140 для контакта с уплотнительным элементом 136 образованы стыковочной кромочной частью 112.
По меньшей мере одна вторая аксиальная уплотнительная поверхность 138 и по меньшей мере одна вторая радиальная уплотнительная поверхность 140 образуют вторую уплотнительную канавку 142.
В качестве второго уплотнительного элемента 136 в данном случае используется уплотнительный элемент с поперечным круглым сечением, т.е. уплотнительное кольцо. Второй уплотнительный элемент 138 располагается во второй уплотнительной канавке 142. Второй уплотнительный элемент 136 также выполнен из эластичного и изотропного материала.
Когда картридж 108 обработки воздуха соединен с корпусом 102, второй уплотнительный элемент 136 располагается таким образом, что стыковочная кромочная часть 112 картриджа 108 обработки воздуха оказывается плотно прижатой к соединительной кромочной части 106 корпуса 102.
Поскольку конфигурация второго уплотнительного элемента 136, второй аксиальной уплотнительной поверхности 138, второй радиальной уплотнительной поверхности 140 и второй уплотнительной канавки 142 по существу аналогична конфигурации уплотнительных компонентов 128, 130, 132, 134, описанных со ссылками на фиг. 1, 4A и 4B, описание и преимущества, указанные для этих компонентов, относятся также и ко вторым уплотнительным компонентам 136, 138, 140, 142, и мы не будем повторно приводить описание вышеуказанных характеристик и конфигураций.
Соответственно, вышеописанное дополнительное уплотнительное устройство может быть, например, дополнительной частью/дополнительным компонентом конкретного соединительного устройства картриджа 108 и корпуса 102, обеспечивающим возможность соединения только правильного картриджа с правильным корпусом 102, т.е. использования правильных картриджей в конкретных случаях применения.
Обращаясь к фиг. 5A и 5B, мы видим, что в соединительной кромочной части 106 выполнено резьбовое отверстие 116, предназначенное для приема зажимного винта 118 байонетного соединительного средства 114, причем резьбовое отверстие 116 имеет индивидуализированный профиль 120 винтовой резьбы, отличающийся от стандартного профиля винтовой резьбы.
Как можно видеть на фиг. 5A и 5B, а также фиг. 2, когда картридж 108 обработки воздуха соединен с корпусом 102, стыковочная горловая часть 110 и соединительная горловая часть 104 располагаются эксцентрично относительно центральной оси cAx, и соединительная кромочная часть 106 и стыковочная кромочная часть 112 могут быть зафиксированы зажимным винтом 118 байонетного соединительного средства 114.
Иными словами, картридж 108 и корпус 102 могут быть зафиксированы относительно друг друга с помощью байонетного соединительного средства 114 и зажимного винта 118.
Иными словами, картридж 108 и корпус 102 прикреплены или могут быть прикреплены друг к другу с помощью байонетного соединительного средства 114, взаимодействующего с внешним корпусом 144 картриджа 108.
Байонетное соединительное средства 114 выполнено таким образом, что оно должно находиться в зафиксированном положении, когда зажимной винт 118 введен в резьбовое отверстие 116, чтобы тем самым обеспечить крепление картриджа 108 и корпуса 102 друг к другу.
Например, когда байонетное соединительное средство 114 находится в зафиксированном положении, зажимной винт 118 блокирует вращение запорного кольца байонетного соединительного средства 114 в одном направлении вращения (в частности, в направлении открывания). Поэтому особенно предпочтительно, чтобы носик байонетного соединительного средства 114 упирался в зажимной винт 118 в зафиксированном состоянии, чтобы обеспечивалось блокирование вышеупомянутого вращения.
Таким образом, другими словами, крепление соединительной кромочной части 106 и стыковочной кромочной части 112 друг к другу осуществляется с помощью зажимного винта 118 байонетного соединительного средства 114, проходящего сквозь байонетное соединительное средство 114 и внешний корпус 144.
Следовательно, иными словами, соединительная кромочная часть 106 и стыковочная кромочная часть 112 крепятся друг к другу с помощью зажимного винта 118 байонетного соединительного средства 114.
Профиль 120 винтовой резьбы имеет площадь поперечного сечения резьбы, отличающуюся от площади поперечного сечения винтовой резьбы стандартного профиля. Стандартная винтовая резьба представляет собой метрическую резьбу по стандарту ИСО или трапециевидную трубную резьбу.
В данном случае профиль винтовой резьбы 120 имеет площадь поперечного сечения резьбы больше, чем у резьбы стандартного профиля, в результате чего он несовместим с винтовой резьбой стандартного профиля. Таким образом, для фиксации устройства 100 обработки воздуха в установленном состоянии может использоваться только зажимной винт, профиль которого соответствует профилю винтовой резьбы 120 резьбового отверстия 116.
Таким образом, благодаря индивидуализированному профилю 120 винтовой резьбы может быть произведено соединение картриджа 108 с корпусом 102 для предполагаемого применения, которому соответствует данный индивидуализированный профиль 120 винтовой резьбы.
Для решения вышеуказанной задачи возможно также использование профиля 120 винтовой резьбы с меньшей площадью поперечного сечения резьбы, чем у резьбы стандартного профиля.
Резьбовое отверстие 116 соединительной кромочной части 106 входит во внутреннюю полость 146, давление в которой повышено при работе устройства 100 обработки воздуха; при необходимости, резьбовое отверстие 116 может быть выполнено с возможностью образования герметичного уплотнения с зажимным винтом 118, когда соединительная кромочная часть 106 и стыковочная кромочная часть 112 прикреплены друг к другу с помощью зажимного винта 118 байонетного соединительного средства 114.
ссылочные позиции
100 устройство обработки воздуха;
102 корпус;
104 соединительная горловая часть;
106 соединительная кромочная часть;
108 картридж обработки воздуха;
110 стыковочная горловая часть;
112 стыковочная кромочная часть;
114 байонетное соединительное средство;
116 резьбовое отверстие;
118 зажимной винт;
120 профиль винтовой резьбы;
122 углубление;
124 выступ;
126a, 126b наклонная внешняя направляющая поверхность;
128 первый уплотнительный элемент;
130 первая аксиальная уплотнительная поверхность;
132 первая радиальная уплотнительная поверхность;
134 первая уплотнительная канавка;
136 второй уплотнительный элемент;
138 вторая аксиальная уплотнительная поверхность;
140 вторая радиальная уплотнительная поверхность;
142 вторая уплотнительная канавка;
144 внешний корпус;
146 внутренняя полость.
Изобретение относится к устройству обработки воздуха для транспортного средства, в частности транспортного средства общего назначения. Устройство (100) обработки воздуха для транспортного средства включает в себя корпус (102), содержащий соединительную горловую часть (104), и картридж (108) обработки воздуха, выполненный по существу симметричным относительно центральной оси (cAx), соединенный или соединяемый с корпусом (102). Картридж (108) обработки воздуха содержит стыковочную горловую часть (110), выполненную соединенной или с возможностью соединения с соединительной горловой частью (104) корпуса (102). Когда картридж (108) обработки воздуха соединен с корпусом (102), стыковочная горловая часть (110) и утонченная соединительная горловая часть (104) расположены эксцентрично относительно центральной оси (cAx). Корпус (102) дополнительно содержит соединительную кромочную часть (106). Картридж (108) обработки воздуха дополнительно содержит стыковочную кромочную часть (112), выполненную соединенной или с возможностью соединения с соединительной кромочной частью (106) корпуса (102) с помощью байонетного соединительного средства (114). В соединительной кромочной части (106) выполнено резьбовое отверстие (116) для приема зажимного винта (118) байонетного соединительного средства (114). При этом резьбовое отверстие (116) имеет индивидуализированный профиль (120) винтовой резьбы, отличающийся от стандартного профиля винтовой резьбы. Когда картридж (108) обработки воздуха соединен с корпусом (102), соединительная кромочная часть (106) и стыковочная кромочная часть (112) могут быть зафиксированы с помощью зажимного винта (118) байонетного соединительного средства (114). Изобретение обеспечивает эффективное усовершенствование устройства обработки воздуха, в частности, обеспечивающее предотвращение возможности соединения устройства с картриджем неправильного типа для устройств различного применения, а также обеспечивающее удобство использования. 13 з.п. ф-лы, 6 ил.
1. Устройство (100) обработки воздуха для транспортного средства, включающее в себя:
корпус (102), содержащий соединительную горловую часть (104);
картридж (108) обработки воздуха, выполненный по существу симметричным относительно центральной оси (cAx), соединенный или соединяемый с корпусом (102);
причем картридж (108) обработки воздуха содержит стыковочную горловую часть (110), выполненную соединенной или с возможностью соединения с соединительной горловой частью (104) корпуса (102);
причем, когда картридж (108) обработки воздуха соединен с корпусом (102), стыковочная горловая часть (110) и соединительная горловая часть (104) расположены эксцентрично относительно центральной оси (cAx), причем корпус (102) дополнительно содержит соединительную кромочную часть (106), и картридж (108) обработки воздуха дополнительно содержит стыковочную кромочную часть (112), выполненную соединенной или с возможностью соединения с соединительной кромочной частью (106) корпуса (102) с помощью байонетного соединительного средства (114);
причем в соединительной кромочной части (106) выполнено резьбовое отверстие (116) для приема зажимного винта (118) байонетного соединительного средства (114), при этом резьбовое отверстие (116) имеет индивидуализированный профиль (120) винтовой резьбы, отличающийся от стандартного профиля винтовой резьбы;
причем, когда картридж (108) обработки воздуха соединен с корпусом (102), соединительная кромочная часть (106) и стыковочная кромочная часть (112) могут быть зафиксированы с помощью зажимного винта (118) байонетного соединительного средства (114).
2. Устройство (100) обработки воздуха по п. 1, в котором профиль (120) винтовой резьбы имеет площадь поперечного сечения резьбы отличающуюся от площади поперечного сечения резьбы стандартного профиля, которая, при необходимости, является метрической резьбой по стандарту ИСО или трапециевидной трубной резьбой.
3. Устройство (100) обработки воздуха по любому из пп. 1 или 2, в котором картридж (108) обработки воздуха дополнительно содержит один или несколько выступов и/или одно или несколько углублений (122), расположенных между стыковочной горловой частью (110) и стыковочной кромочной частью (112) картриджа (108) обработки воздуха, соответственно; и корпус (102) дополнительно содержит одно или несколько углублений и/или один или несколько выступов (124), соответствующих одному или нескольким выступам и/или одному или нескольким углублениям (122) картриджа (108) обработки воздуха, соответственно, и расположенных между соединительной горловой частью (104) и соединительной кромочной частью (106) корпуса (102), соответственно, причем, когда картридж (108) обработки воздуха соединен с корпусом (102), один или несколько выступов (124) и/или одно или несколько углублений (122) картриджа (108) обработки воздуха и корпуса (102) соответствующим образом входят в зацепление друг с другом.
4. Устройство (100) обработки воздуха по п. 3, в котором выступы (124) и/или углубления (122) картриджа (108) обработки воздуха и корпуса (102) расположены на одинаковом расстоянии или на разных расстояниях в радиальном направлении относительно центральной оси (cAx).
5. Устройство (100) обработки воздуха по любому из пп. 3 или 4, в котором выступы (124) картриджа (108) обработки воздуха и/или корпуса (102), соответственно, содержат наклонные внешние направляющие поверхности (126a), а углубления (122) картриджа (108) обработки воздуха и/или корпуса (102), соответственно, содержат наклонные внешние направляющие поверхности (126b), выполненные соответствующим образом относительно соответствующих выступов (124).
6. Устройство (100) обработки воздуха по любому из пп. 1-5, дополнительно содержащее по меньшей мере один первый уплотнительный элемент (128), в частности эластичный и изотропный уплотнительный элемент, который, когда картридж (108) обработки воздуха соединен с корпусом (102), расположен между соединительной горловой частью (104) и стыковочной горловой частью (110), причем относительно центральной оси (cAx) в соединенном состоянии по меньшей мере одна первая аксиальная уплотнительная поверхность (130) и по меньшей мере одна первая радиальная уплотнительная поверхность (132) для контакта с уплотнительным элементом (128) образованы соединительной горловой частью (104) и/или стыковочной горловой частью (110).
7. Устройство (100) обработки воздуха по п. 6, в котором по меньшей мере одна первая аксиальная уплотнительная поверхность (130) и/или по меньшей мере одна первая радиальная уплотнительная поверхность (132) образуют по меньшей мере одну первую уплотнительную канавку (134).
8. Устройство (100) обработки воздуха по любому из пп. 6 или 7, в котором первый уплотнительный элемент (128) образован по меньшей мере одним уплотнительным кольцом круглого поперечного сечения.
9. Устройство (100) обработки воздуха по любому из пп. 6-8, в котором, когда картридж (108) обработки воздуха соединен с корпусом (102), первый уплотнительный элемент (128) расположен так, что стыковочная горловая часть (110) картриджа (108) обработки воздуха оказывается плотно прижатой к соединительной горловой части (104) корпуса (102).
10. Устройство (100) обработки воздуха по любому из пп. 1-9, которое дополнительно содержит по меньшей мере один второй уплотнительный элемент (136), в частности эластичный и изотропный уплотнительный элемент, который, когда картридж (108) обработки воздуха соединен с корпусом (102), расположен между соединительной кромочной частью (106) и стыковочной кромочной частью (112), причем относительно центральной оси (cAx) в соединенном состоянии по меньшей мере одна вторая аксиальная уплотнительная поверхность (138) и по меньшей мере одна вторая радиальная уплотнительная поверхность (140) для контакта с уплотнительным элементом (136) образованы соединительной кромочной частью (106) и/или стыковочной кромочной частью (112).
11. Устройство (100) обработки воздуха по п. 10, в котором по меньшей мере одна вторая аксиальная уплотнительная поверхность (138) и/или по меньшей мере одна вторая радиальная уплотнительная поверхность (140) образуют по меньшей мере одну вторую уплотнительную канавку (142).
12. Устройство (100) обработки воздуха по любому из пп. 10 или 11, в котором второй уплотнительный элемент (136) образован по меньшей мере одним уплотнительным кольцом круглого поперечного сечения.
13. Устройство (100) обработки воздуха по любому из пп. 10-12, в котором, когда картридж (108) обработки воздуха соединен с корпусом (102), второй уплотнительный элемент (136) расположен так, что стыковочная кромочная часть (112) картриджа (108) обработки воздуха оказывается плотно прижатой к соединительной кромочной части (106) корпуса (102).
14. Устройство (100) обработки воздуха по любому из пп. 1-13, в котором резьбовое отверстие (116) соединительной кромочной части (106) входит во внутреннюю полость (146), давление в которой повышено при работе устройства (100) обработки воздуха; при необходимости, резьбовое отверстие (116) выполнено с возможностью образования герметичного уплотнения с зажимным винтом (118), когда соединительная кромочная часть (106) и стыковочная кромочная часть (112) прикреплены друг к другу с помощью зажимного винта (118) байонетного соединительного средства (114).
| ПРОИЗВОДНЫЕ ПИРИДО(1,2,3-DE)ХИНОКСАЛИНА, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, ЛЕКАРСТВЕННОЕ СРЕДСТВО | 1994 |
|
RU2140924C1 |
| ОСУШИТЕЛЬНЫЙ ПАТРОН | 2016 |
|
RU2721025C2 |
| ФИЛЬТРУЮЩИЕ КАРТРИДЖИ, ВОЗДУХООЧИСТИТЕЛИ В СБОРЕ, КОРПУСА, КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ, КОМПОНЕНТЫ И СПОСОБЫ | 2014 |
|
RU2672734C2 |
| КАРТРИДЖИ ФИЛЬТРОВ И ВОЗДУХООЧИСТИТЕЛЬНЫЕ УЗЛЫ | 2016 |
|
RU2736466C2 |
| US 20140251895 A1, 11.09.2014 | |||
| WO 2014210541 A1, 31.12.2014 | |||
| US 20210077932 A1, 18.03.2021. | |||

