Предложенное изобретение относится к области пластической хирургии, а именно к эндопротезам мягких тканей молочной железы, которые используются для реконструкции молочной железы после мастэктомии или других врождённых дефектах, а также для восстановления или изменения формы молочной железы.
За последнее время, в РФ наблюдается тенденция к росту количества пластических операций, связанных с изменением размера (100 тысяч пластических операций в год) или реконструкцией (70-100 тысяч пластических операций в год) молочных желёз. Данные хирургические вмешательства проводятся по большому количеству причин, это и эстетическая неудовлетворённость пациенток формой, размером груди, это и необходимость использования имплантатов после мастэктомии, вызванной любым типом новообразований, это и решение врождённых проблем, таких как асимметрия молочных желёз, тубулярная деформация груди и коррекция формы при синдроме Поланда и др.
Известные имплантаты молочной железы представляют собой обычно гибкую тонкую оболочку, изготовленную из вулканизированного силиконового эластомера, заполненной чаще всего либо силиконовым гелем, либо физиологическим раствором. Известные имплантаты молочной железы имеют различную внешнюю поверхность. Она может быть гладкой, текстурированной либо покрытой полиуретановой пеной. Текстурированная поверхность оболочки позволяет стабилизировать имплантат в нагрудном кармане (исключить его миграцию и ротацию), а также позволяет снизить риск образования капсулярной контрактуры. Капсулярная контрактура – это одно из возможных осложнений маммопластики, которое возникает в результате сдавливания имплантата фиброзной капсулой, что приводит к деформации груди. Клинически капсулярная контрактура проявляется ощущением твердости и дискомфорта, неестественным видом и изменением формы молочной железы, а также возможно возникновение болевых ощущений у пациентки.
На данный момент существует два основных подхода к формированию текстуры на внешней поверхности оболочки силиконового имплантата молочной железы. Первый (самый часто использующийся) заключается в нанесении (напылении) водорастворимого абразивного вещества (сахар, пищевая соль и др.) на слой нанесённой силиконовой композиции, не подвергающейся термоотверждению. Другой способ (метод слепка) заключается в том, что текстуру наносят на поверхность литьевой формы. Во втором способе производят послойное изготовление оболочки, включая термоотверждение, и на заключительной стадии, оболочку выворачивают таким образом, чтобы текстурированная поверхность (отпечаток от литьевой формы) находилась снаружи. С технологической точки зрения использование второго способа удобнее, но таким образом можно получить только незначительную шероховатость, приближенную к полугладкой поверхности. При получении более выраженной шероховатости необходимо использовать первый метод с абразивными частицами.
Из уровня техники известна оболочка силиконового имплантата молочной железы с текстурированной поверхностью, описанная в патенте US 8313527 B1 «Soft prosthesis shell texturing method». Один из вариантов известной оболочки формируют из множества последовательных слоев различных вулканизированных силиконовых эластомеров. Этап формирования текстурированной поверхности оболочки описывается в указанном источнике следующим образом. Сначала оболочку окунают в дисперсию силиконового эластомера, тем самым образуя липкое покрытие. Далее равномерно на липкое покрытие оболочки наносят твердые частицы соли (хлорида натрия). В одном варианте способа нанесения соли описывается погружение липкой оболочки в массу частиц соли, где оболочку поворачивают для равномерного покрытия и после удаляют из указанной массы. Далее оболочку стабилизируют (подсушивают) в течение 5-20 мин. Далее оболочку снова окунают в дисперсию силиконового эластомера для формирования верхнего (последнего) слоя и сушат в течение 15 мин. Далее оболочку термоотверждают в печи при повышенных температурах 200-350°F в течение от 20 мин до примерно 1 часа 40 минут. После извлечения из печи оболочку помещают в подходящий растворитель, преимущественно в воду, который не влияет на целостность силиконового эластомера, но растворяет твердые частицы соли. Таким образом, нанесение твердых частиц осуществляют на предпоследний слой силиконового эластомера. Частицы соли располагают между предпоследним и последним слоем таким образом, чтобы последний слой полностью не изолировал частицы соли от внешней среды и их части были «открыты» для контакта с растворителем. После растворения на месте частиц соли в эластомере образуются выемки. Недостатком известной оболочки силиконового имплантата молочной железы с текстурированной поверхностью является довольно низкая повторяемость текстуры от изделия к изделию. Также стоит отметить сложность изготовления текстуры описанным способом, поскольку предъявляются высокие требования к верхнему слою, так как некоторые кристаллы могут быть изолированы между слоями эластомера, что приведет к неполному вымыванию их растворителем. Другой недостаток данной текстуры заключается в следующем. При формировании текстуры происходит перекрытие силиконовым эластомером кристаллов соли сверху, которое при дальнейшем вымывании соли в верхней части выемки, на ее гребнях, образует элементы тонкой плёнки материала, создавая эффект «махристости». При микроперемещениях импланта в нагрудном кармане указанные элементы тонкой пленки могут отрываться, образуя «крошки» из силиконового эластомера, что негативно влияет на организм пациента.
Техническим результатом является повышение повторяемости текстуры от изделия к изделию, упрощение процесса изготовления текстуры на оболочке силиконового имплантата молочной железы, а также исключение формирования «крошек» материала оболочки во время эксплуатации.
Технический результат достигается тем, что способ формирования текстуры на внешней поверхности оболочки силиконового имплантата молочной железы заключается в выполнении следующих стадий:
- на литьевую форму последовательно наносят множество слоев жидкого силиконового эластомера с промежуточным термоотверждением,
- литьевую форму с отвержденным предпоследним слоем силиконового эластомера окунают в дисперсию силиконового эластомера и сушат на воздухе при температуре 21-25°С в течение от 40 минут до 1 ч 30 мин,
- далее на подсушенный последний слой силиконового эластомера пневматическим пистолетом наносят твердые частицы хлорида натрия и сушат на воздухе при температуре 21-25°С не менее 4 часов,
- далее оболочку, не снимая с литьевой формы, термоотверждают в печи при температуре 200°С в течение времени, которое обеспечивает полную конверсию силиконового эластомера во всех слоях,
- далее оболочку, не снимая с литьевой формы, отмывают в воде до полного растворения частиц хлорида натрия.
Заявляемое изобретение поясняется следующим графическим материалом.
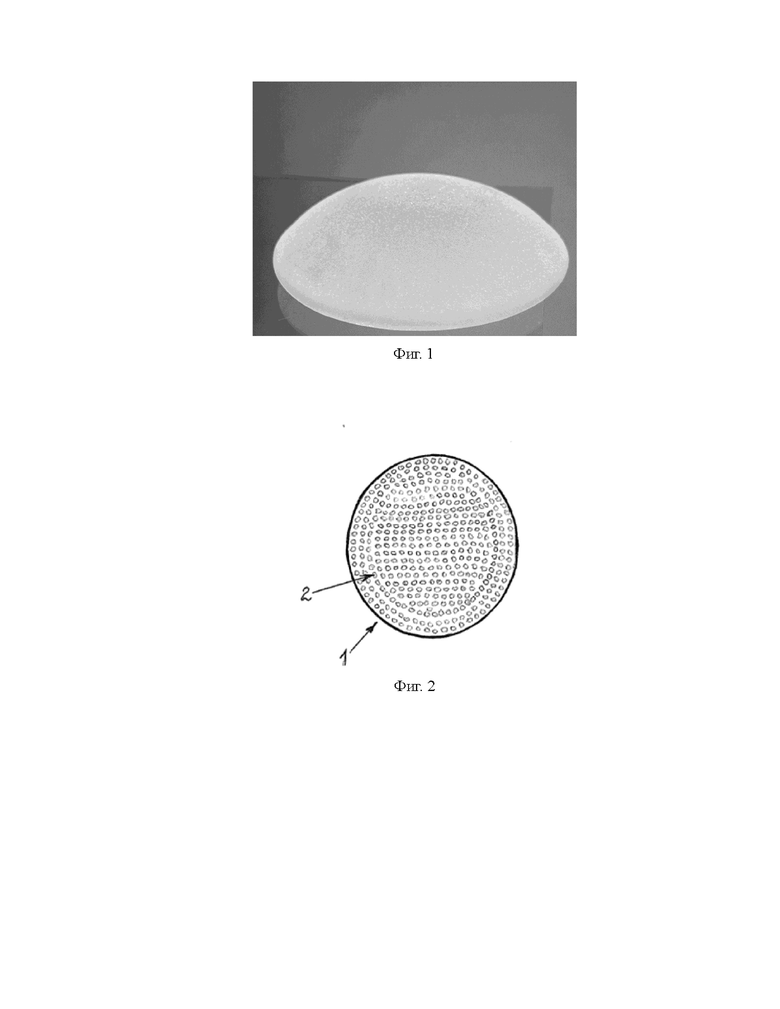
Фиг. 1 - фото силиконового имплантата молочной железы.
Фиг. 2 - вид оболочки силиконового имплантата молочной железы (вид спереди).
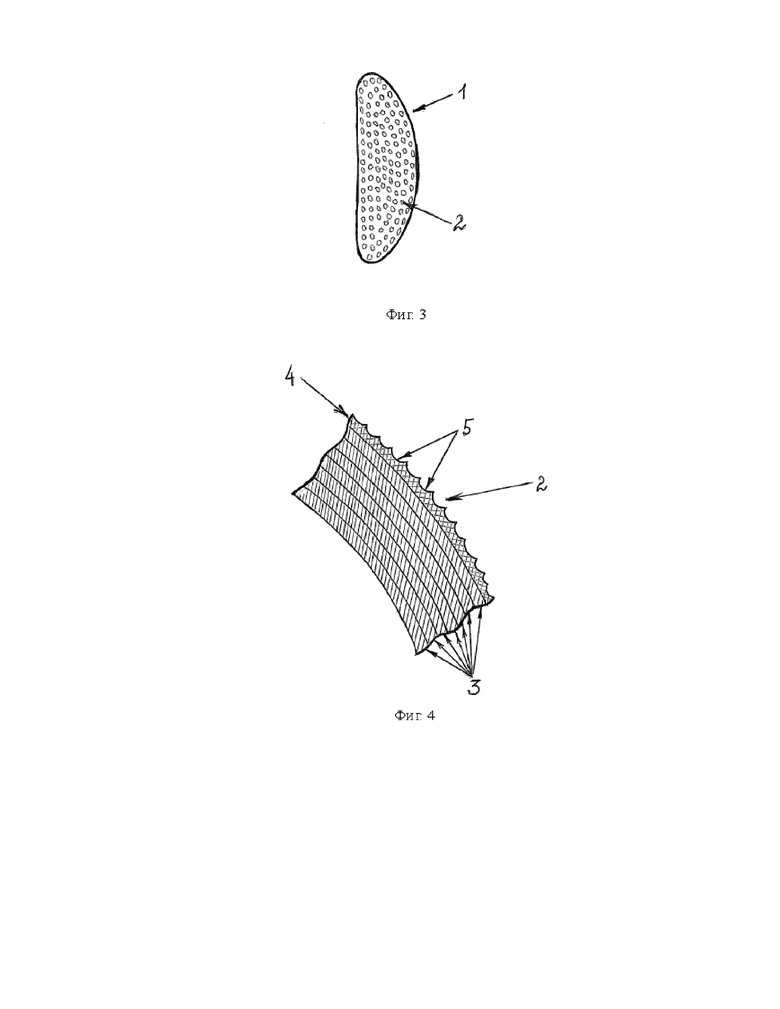
Фиг. 3 - вид оболочки силиконового имплантата молочной железы (вид сбоку).
Фиг. 4 - вид поперечного сечения оболочки имплантата молочной железы.
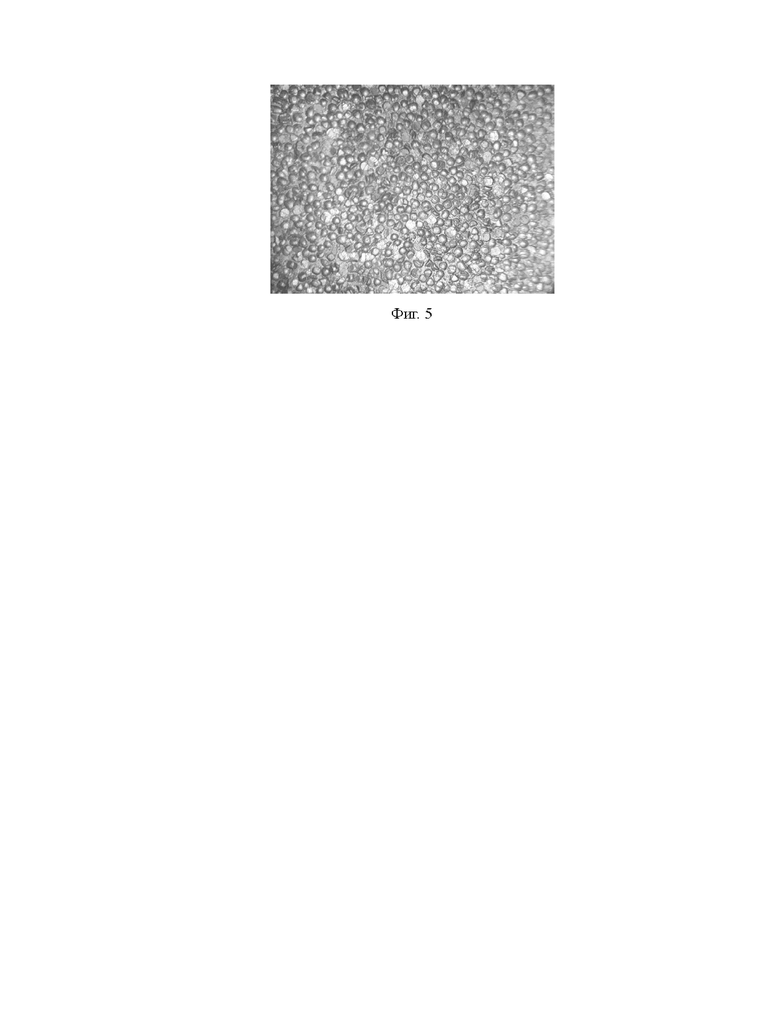
Фиг. 5 - фото текстуры оболочки при кратном увеличении.
Имплантат молочной железы состоит из герметичной силиконовой оболочки 1 с наполнителем внутри (на фиг. не показан), по мягкости напоминающие естественные ткани молочной железы. В качестве наполнителя преимущественно использован силиконовый когезионный гель. Оболочка 1 содержит на внешней поверхности текстуру 2. На фиг. 4 представлено поперечное сечение оболочки 1, где показано, что указанная оболочка 1 включает множество последовательных слоев термоотвежденных силиконовых эластомеров 3. Текстура 2 представляет собой равномерно распределенные на последнем слое силиконового эластомера 4 выемки 5. На Фиг. 5 представлено фото оболочки при кратном увеличении. Оболочка имплантата покрыта равномерно расположенными круглыми выемками (углублениями). Форма этих выемок повторяет форму использованных частиц соли. Глубина выемок определяется глубиной неотвержденного слоя силикона, в который внедрена соль.
Способ изготовления оболочки силиконового имплантата молочной железы заключается в послойном нанесении на литьевую форму дисперсии силиконового эластомера с дальнейшим термоотверждением при определённой температуре и времени отверждения. Дисперсия силиконового эластомера включает силиконовый эластомер и орто-ксилол в качестве растворителя, при этом конечная концентрация растворителя составляет 25-30%. Разные производители варьируют тип и количество ингредиентов в дисперсии, вязкость дисперсии. Тем не менее, ожидается, что настоящее изобретение можно будет адаптировать для использования с широким спектром дисперсий силиконовых эластомеров.
Нанесение дисперсии силиконового эластомера на литьевую форму происходит следующим образом. Литьевую форму полностью медленно опускают в раствор и медленно поднимают из раствора. Далее подсушивают и термотверждают в печи. Далее повторяют несколько раз до образования заданной толщины оболочки.
После того как отвержден предпоследний слой силиконового эластомера, формируют последний слой 5 с текстурой 2 следующим образом. Литьевую форму полностью медленно опускают в дисперсии силиконового эластомера и медленно поднимают. Последний нанесённый слой 5 силиконовой композиции подсушивают при комнатной температуре 21-25°С в течение от 40 минут до 1 ч 30 мин. За это время значительная часть (более 90%) растворителя испаряется и в последнем слое остается преимущественно стабильный силиконовый эластомер. Экспериментально установлено, что скорость испарения растворителя зависит от комнатной температуры и сильно отличается даже при незначительных ее изменениях в ±1°С. Установлено, что при подсушивании последнего слоя в течение интервала времени от 40 минут до 1 ч 20 мин достигается уровень испарения растворителя из слоя более 90% во всем интервале температур 21-25°С, что обеспечивает повторяемость результатов от изделия к изделию.
Далее равномерно по всей поверхности последнего слоя силиконового эластомера наносят твердые частицы хлорида натрия в солеструйной камере пневматическим пистолетом с регулируемым давлением подачи частиц соли. Преимущественно используют соль скругленной формы частиц с фракцией 0,4-0,5 мм. Предварительно соль фракционируют с использованием автоматических сит для получения частиц соли определенного размера. Частицы соли наносят с образованием из них сплошного покрытия без зазоров. По этой причине последний слой эластомерного материала, расположенный под солью, имеет очень низкую степень контакта с воздухом. Предварительное подсушивание слоя перед нанесением соли в течение заявленного интервала времени от 40 минут до 1 ч 20 минут обеспечивает преимущественно одинаковую глубину внедрения частиц соли в слой от изделия к изделию. Если предварительное подсушивание будет менее 40 мин, то последний слой силиконового эластомера может быть довольно жидким и частицы соли «войдут» на большую глубину и в итоге текстура получится более «махристая». Если предварительное подсушивание будет более 1 ч 20 мин, то последний слой может более слишком упругим и частицы соли не проникнут на нужную глубину в стабилизированный слой эластомера и в итоге текстура получится сглаженной.
После оболочку с нанесенным покрытие из соли сушат при комнатной температуре в течение не менее 4 часов. Данный интервал времени позволяет полностью «выйти» на воздух остаткам растворителя из последнего слоя эластомерного материала через промежутки между частицами соли. Далее производят термоотверждение силиконовой композиции в печи при температуре 200°С. Если подсушивание оболочки с нанесенным покрытием из соли будет менее 4 часов, то остатки растворителя в последнем слое во время термоотверждения могут спровоцировать образование пузырей (дефектов в оболочке), поскольку температура закипания растворителя ортоксилола составляет 144°С. Термоотверждение производят в течение времени, которое обеспечивает полную конверсию силиконового эластомера во всех слоях. Преимущественно время термоотверждения составляет 4 часа. Данное время термоотверждения может варьироваться в зависимости от выбранного силиконового эластомера.
После окончания термоотверждения, не снимая оболочки с литьевой формы, соль с поверхности отмывают в воде. Если отмывку проводить на снятой оболочке с литьевой формы, то эффективность отмывки будет снижена.
Очевидно, что предложенную оболочку силиконового имплантата молочной железы с текстурированной поверхностью проще изготовить, поскольку при такой конструкции оболочки для образования текстуры в виде выемок на ее поверхности в процессе производства кристаллы соли не располагают между слоями силиконового эластомера, а наносят на последний слой при заданных параметрах сушки и последующего термоотверждения. Выемки полученной текстуры имеют преимущественно одинаковую глубину и расстояние между гребнями, что обеспечивает повторяемость текстуры от изделия к изделию. Предложенный способ исключает образование «крошек» материала оболочки во время эксплуатации в организме пациента.
Изобретение относится к области пластической хирургии. Раскрыт способ формирования текстуры на внешней поверхности оболочки силиконового имплантата молочной железы, заключающийся в выполнении следующих стадий: на литьевую форму последовательно наносят множество слоев жидкого силиконового эластомера с промежуточным термоотверждением, литьевую форму с отвержденным предпоследним слоем силиконового эластомера окунают в дисперсию силиконового эластомера и сушат на воздухе при температуре 21-25°С в течение от 40 минут до 1 ч 30 мин, далее на подсушенный последний слой силиконового эластомера пневматическим пистолетом наносят твердые частицы хлорида натрия и сушат на воздухе при температуре 21-25°С не менее 4 часов, далее оболочку, не снимая с литьевой формы, термоотверждают в печи при температуре 200°С в течение времени, которое обеспечивает полную конверсию силиконового эластомера во всех слоях, далее оболочку, не снимая с литьевой формы, отмывают в воде до полного растворения частиц хлорида натрия. Изобретение обеспечивает повышение повторяемости текстуры от изделия к изделию, упрощение процесса изготовления текстуры на оболочке силиконового имплантата молочной железы, а также исключение формирования «крошек» материала оболочки во время эксплуатации. 5 ил.
Способ формирования текстуры на внешней поверхности оболочки силиконового имплантата молочной железы, заключающийся в выполнении следующих стадий:
- на литьевую форму последовательно наносят множество слоев жидкого силиконового эластомера с промежуточным термоотверждением,
- литьевую форму с отвержденным предпоследним слоем силиконового эластомера окунают в дисперсию силиконового эластомера и сушат на воздухе при температуре 21-25°С в течение от 40 минут до 1 ч 30 мин,
- далее на подсушенный последний слой силиконового эластомера пневматическим пистолетом наносят твердые частицы хлорида натрия и сушат на воздухе при температуре 21-25°С не менее 4 часов,
- далее оболочку, не снимая с литьевой формы, термоотверждают в печи при температуре 200°С в течение времени, которое обеспечивает полную конверсию силиконового эластомера во всех слоях,
- далее оболочку, не снимая с литьевой формы, отмывают в воде до полного растворения частиц хлорида натрия.
| US 20090118829 A1, 07.05.2009 | |||
| US 20140180412 A1, 26.06.2014 | |||
| НАПОЛНЯЕМАЯ ОБОЛОЧКА ДЛЯ МЯГКОГО ЭНДОПРОТЕЗА С РАЗНЫМИ ПОВЕРХНОСТЯМИ СЦЕПЛЕНИЯ | 2009 |
|
RU2500366C2 |

