Область техники, к которой относится изобретение
Изобретение относится к строительной промышленности, а именно к способу стыкового болтового соединения составных сборных и сборно-монолитных железобетонных колонн, предназначенных для строительства сборно-монолитного железобетонного безбалочного каркаса (СМЖБК) или в составе системы «колонна-ригель-филигран» зданий гражданского (жилые, общественные) и промышленного назначения.
Уровень техники
Колонна – это вертикальный элемент каркаса здания, предназначенный для восприятия нагрузок от элементов перекрытия и ограждающих конструкций. Сборные железобетонные колонны применяются при строительстве одноэтажных и многоэтажных зданий.
В строительстве при монтаже составных колонн элементы соединяются между собой стыком «колонна-колонна». Стыки выполняются путем болтового крепления соединительных элементов, заанкеренных в отдельных элементах. Также стыки выполняются путем пропуска через каналы выпусков арматуры с последующим их замоноличиванием.
Герметизация узла стыковки составных железобетонных колонн производится с использованием индивидуальной деревянной или металлической опалубки. В связи с большой номенклатурой сечений железобетонных колонн возрастает и количество типов опалубки для проведения монолитных работ на строительной площадке в стесненных условиях, работая на высоте.
Из уровня техники известно стыковое соединение колонн и способ выполнения стыкового соединения. Стыковые соединения колонн включает концевые участки стыкуемых колонн, выполненных с поперечными листами на торцах, снабжены центрирующей прокладкой и стальным окаймлением по контуру поперечных стальных листов и с зазором между листами, заполненным раствором. Оно отличается тем, что у торцов колонн выполнены ниши, в отверстиях стальных листов размещены шпильки с винтовой нарезкой, зафиксированные на торцовых листах в нишах гайками, а между листами в растворе размещены юстировочные гайки, а ниши зачеканены быстротвердеющим мелкозернистым бетоном. Стыковое соединение колонн выполнено в следующей последовательности. Сначала размещают и фиксируют нижнюю колонну и над ней соосно устанавливают и закрепляют торцом к торцу верхнюю колонну. При этом после установки нижней колонны на ее верхнем торце фиксируют направленные кверху шпильки с резьбой. На шпильки наворачивают и размещают в проектное положение юстировочные гайки. А верхнюю колонну в проектное положение устанавливают в два этапа. На первом этапе, опирая колонну на юстировочные гайки, этими гайками регулируют положение верхней колонны до требуемого по вертикали и горизонтали. Затем на втором этапе, приподняв верхнюю колонну, на торец нижней размещают раствор и сразу же на свежий раствор опускают верхнюю колонну до опирания ее на юстировочные гайки, а положение верхней колонны окончательно фиксируют сверху гайками в нишах верхней колонны. После этого ниши зачеканивают быстротвердеющим мелкозернистым бетоном, а наружные поверхности стыка напротив листов затирают раствором (RU 2244789, МПК E04C 3/34, E04B 1/38, опубл. 20.01.2005).
Недостатками известного решения являются:
1) Наличие операции устройства раствора, который в зимний период требует прогрева не только самого раствора, но и стыкуемых элементов;
2) Более высокая металлоемкость закладных деталей;
3) Необходимость в достижении раствором 70 %-ной прочности для продолжения монтажа;
4) Меньшая изгибная жесткость, обусловленная депланацией пластины при существенных изгибающих момента.
Известно контактное винтовое стыковое соединение сборных железобетонных колонн, которое включает концевые участки стыкуемых колонн и размещенную в нижнем концевом участке верхней колонны закладную деталь, выполненную в виде торцевой пластины с угловыми отверстиями под анкерные шпильки и оснащенную уголками для образования ниш, к которым приварены анкерные стержни. В верхнем концевом участке нижней колонны расположена другая закладная деталь в виде торцевой пластины с анкерными шпильками под стяжные и котировочные гайки, установленными соосно отверстиям в торцевой пластине закладной детали в нижнем концевом участке верхней колонны. В нижнем концевом участке верхней колонны расположена железобетонная шпонка в виде усеченной пирамиды, а в верхнем концевом участке нижней колонны выполнен паз для железобетонной шпонки, при этом в закладной детали выполнено центральное отверстие, размеры которого соответствуют размерам большего основания железобетонной шпонки, а в другой закладной детали выполнено центральное отверстие, соответствующее размерам открытой стороны паза (RU 2536902, МПК E04B 1/58, опубл. 27.12.2014).
Недостатками данного решения являются:
1) Более высокая металлоемкость закладных деталей;
2) Меньшая изгибная жесткость, обусловленная депланацией пластины при существенных изгибающих моментах.
Известны башмаки колонн PEC компании Peikko, предназначенные для сопряжения сборных железобетонных колонн и фундаментов или колонн между собой. Башмаки PEC применяются совместно с высокопрочными анкерными болтами PPM для создания жестких соединений. Типовое болтовое соединение колонн выполняется посредством башмаков колонн и анкерных болтов. Башмаки устанавливаются в сборную колонну, а анкерные болты – в фундамент или другую колонну. Непосредственно на строительной площадке колонны устанавливаются на анкерные болты и приводятся в проектное положение. Крепление обеспечивается накручиванием гаек на анкерные болты. Стык между колонной и нижележащей конструкцией должен быть омоноличен до нагружения вышележащими конструкциями. После набора раствором омоноличивания проектной прочности, соединение начинает работать как армированная бетонная конструкция (Башмаки колонн PEC. Техническое руководство. Режим доступа: https://media.peikko.com/file/dl/i/o2U1Lg/03CHEMi_NICFgT26Buzsow/PEC001.pdf?fv=c38a Дата размещения: 09/2018).
Недостатками известного решения являются:
1) Наличие операции устройства раствора, который в зимний период требует прогрева не только самого раствора, но и стыкуемых элементов;
2) Более высокая металлоемкость закладных деталей;
3) Необходимость в достижении раствором 70 %-ной прочности для продолжения монтажа;
4) Меньшая изгибная жесткость, обусловленная депланацией пластины при существенных изгибающих момента.
Раскрытие изобретения
Технический результат заключается в повышении скорости монтажа каркаса здания, снижении металлоемкости, увеличении жесткости и морозостойкости конструкции, отсутствии мокрых работ (подливок, бетонирования) и отсутствии применения строительной опалубки, за счет стыкового болтового соединения составных сборных железобетонных колон, обеспечивая сухой стык узла сопряжения «колонна-колонна».
Сущность изобретения заключается в том, что способ стыкового болтового соединения составных сборных железобетонных колонн, в котором в верхней части нижестоящей сборной железобетонной колонны предусматривают выведенные анкерные болты, в нижней части вышестоящей сборной железобетонной колонны предусматривают ниши с цилиндрическими пустотами, вышестоящую сборную железобетонную колонну монтируют торцом на выведенные анкерные болты нижестоящей сборной железобетонной колонны так, чтобы выступ вышестоящей сборной железобетонной колонны вошел в паз нижестоящей сборной железобетонной колонны, осуществляют установку шайб и закручивание гаек в нишах вышестоящей сборной железобетонной колонны на выведенные через цилиндрические пустоты анкерные болты, ниши зачеканивают раствором. В качестве анкерных болтов может быть использована арматура класса А500с с нанесенной резьбой с шагом 1,5 мм, либо резьбовые шпильки. Длина анкерных болтов предпочтительно составляет от 1,2 м до 2 м. Цилиндрические пустоты в нишах предпочтительно выполнены на 5 мм большего диаметра, чем у анкерных болтов. Предпочтительно выполняют одинаковое количество цилиндрических пустот и анкерных болтов. Ниши могут быть выполнены трапециевидного сечения и расположены на расстоянии 400-800 мм от торца нижней части вышестоящей сборной железобетонной колонны. В качестве раствора для зачеканивания ниш может быть использован быстротвердеющий мелкозернистый безусадочный раствор на основе цемента напрягающего НЦ-20 или готовые безусадочные смеси. В верхней части вышестоящей второй сборной железобетонной колонны могут быть предусмотрены выведенные анкерные болты с возможностью соединения с третьей сборной железобетонной колонной.
Краткое описание чертежей
Заявленное изобретение поясняется следующими чертежами:
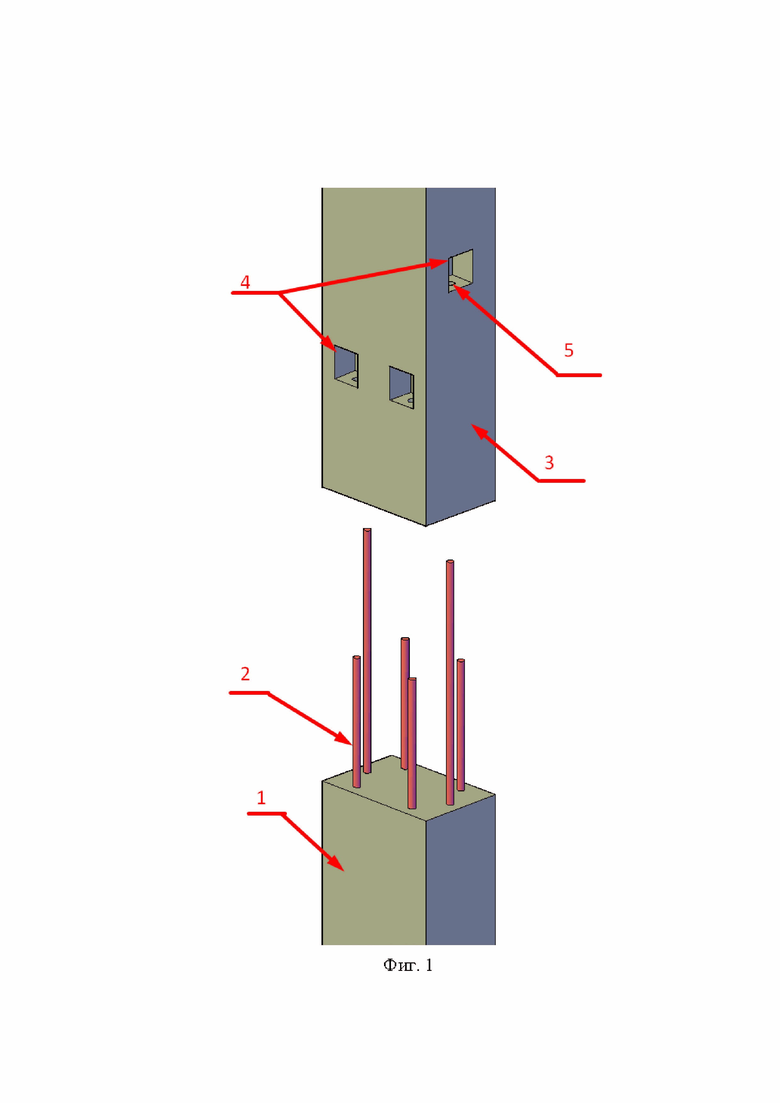
фиг. 1 – общий вид узла «колонна-колонна» до его сопряжения,
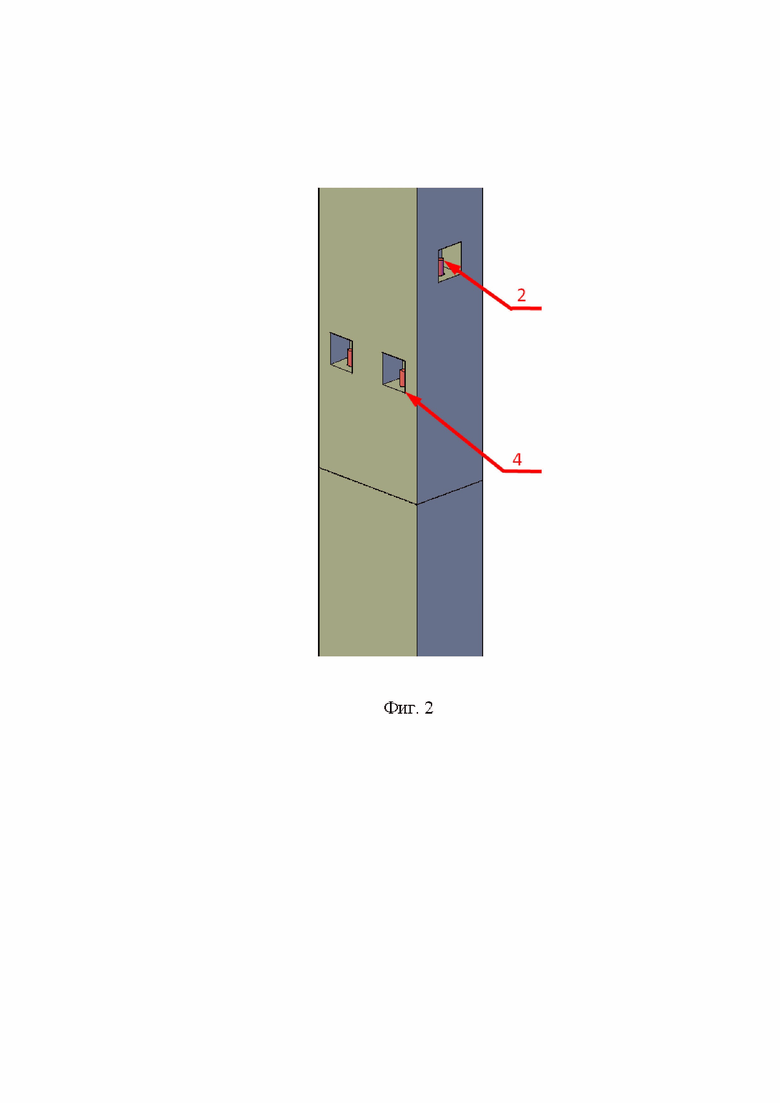
фиг. 2 – общий вид узла «колонна-колонна» после его сопряжения,
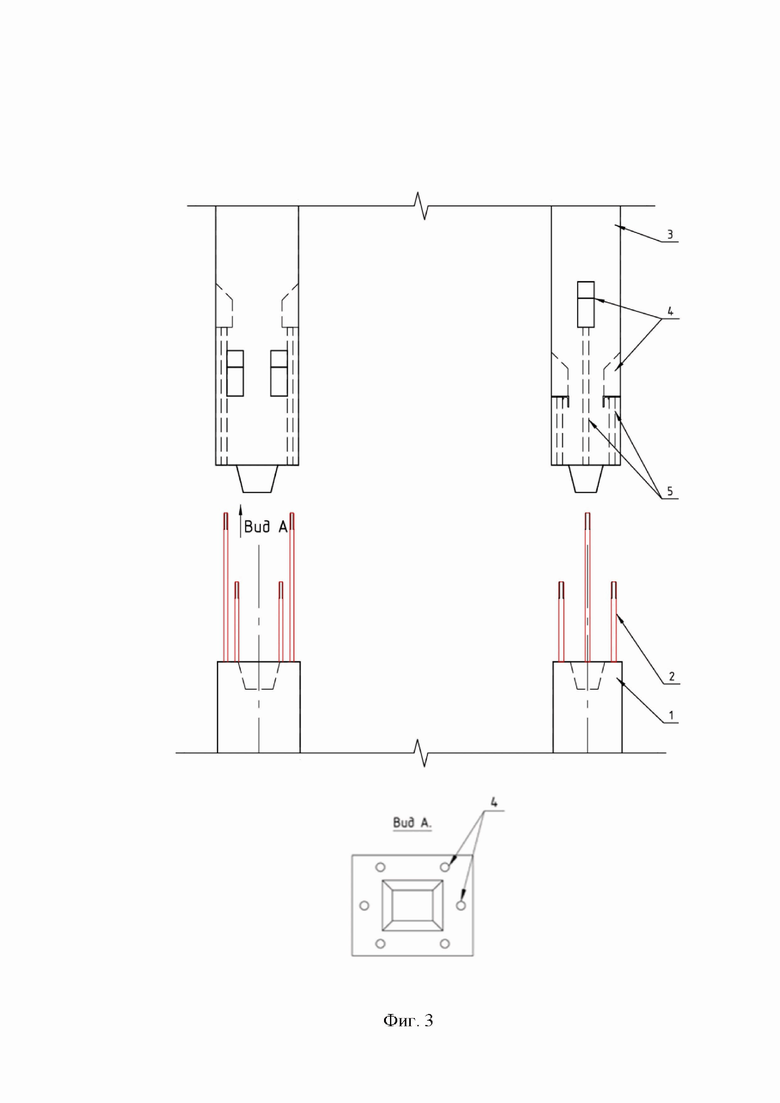
фиг. 3 – схема расположения анкерных болтов в сборной железобетонной колонне до монтажа (слева – сторона А, справа – сторона Б; вид А),
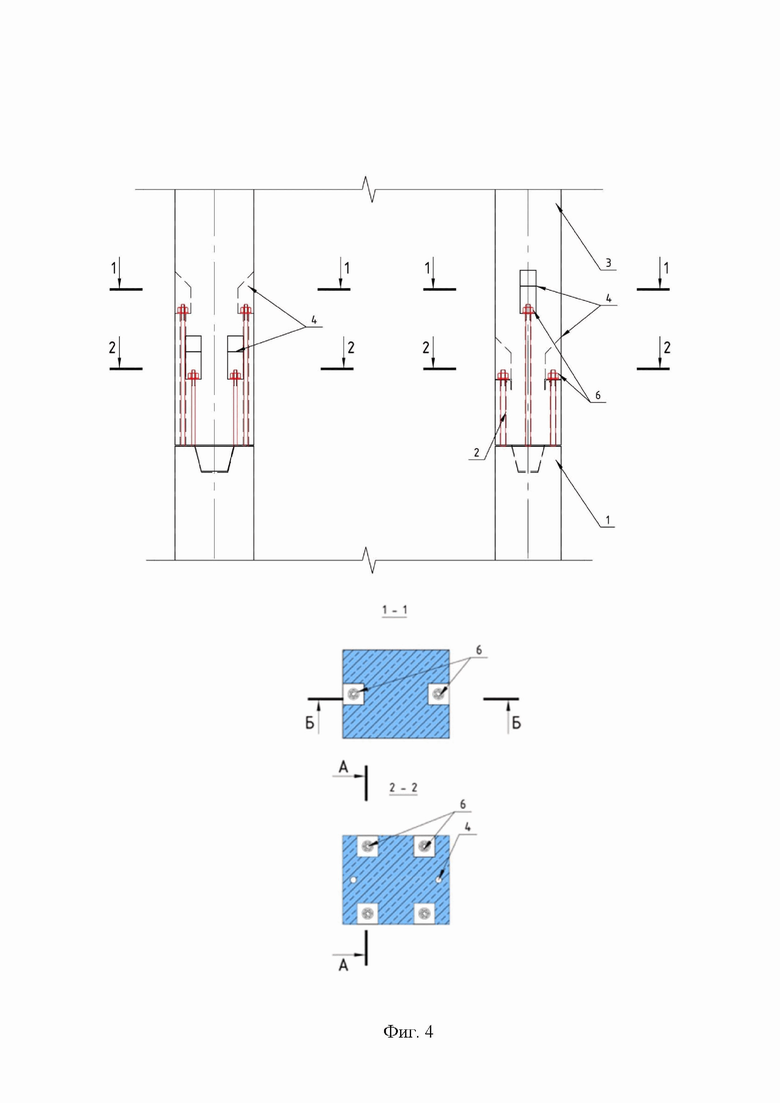
фиг. 4 – схема расположения анкерных болтов в сборной железобетонной колонне после монтажа (слева – сторона А, справа – сторона Б; разрез 1-1; разрез 2-2).
Осуществление изобретения
Способ стыкового болтового соединения составных сборных железобетонных колонн заключается в следующем.
В верхней части нижестоящей сборной железобетонной колонны 1 предусматривают выведенные анкерные болты 2. В нижней части вышестоящей сборной железобетонной колонны 3 предусматривают ниши 4 с цилиндрическими пустотами 5 (гильзами). Вышестоящую сборную железобетонную колонну 3 монтируют торцом на выведенные анкерные болты 2 нижестоящей сборной железобетонной колонны 1 так, чтобы выступ вышестоящей сборной железобетонной колонны 3 вошел в паз нижестоящей сборной железобетонной колонны 1. Затем осуществляют установку шайб 6 и закручивание гаек 6 в нишах 4 вышестоящей сборной железобетонной колонны 3 на выведенные через цилиндрические пустоты 5 анкерные болты 2. После чего ниши 4 зачеканивают раствором.
Точную подгонку узла сопряжения «колонна-колонна» осуществляют формовкой по методу «отпечатка», при котором опалубкой для формуемой секции вышестоящей сборной железобетонной колонны 3 служит торец смежной секции нижестоящей сборной железобетонной колонны 1, заформованной ранее.
Для того чтобы нижестоящая сборная железобетонная колонна 1 подходила к вышестоящей сборной железобетонной колонне 3 рекомендуется их маркировать.
Количество анкерных болтов 2 и цилиндрических пустот 5 для них подбирают по условию равнопрочности с сечением железобетонной колонны. Предпочтительно выполняют одинаковое количество цилиндрических пустот 5 и анкерных болтов 2. Показатели прочности анкерных болтов 2 назначают исходя из прочности сечения анкерных болтов 2 по растяжению, смятию резьбы.
В качестве анкерных болтов 2 могут использовать арматуру класса А500с с нанесенной резьбой с шагом 1,5 мм, либо заводские резьбовые шпильки, что не влияет на достигаемый технический результат. Мелким шагом резьбы обеспечивается более эффективное использование сечения анкерных болтов 2, так как оно меньше ослабляется резьбой и сокращается количество срезаемого при нанесении резьбы металла, а также условие прочности по смятию резьбы более благоприятно для мелкого шага.
Длина анкерных болтов 2 предпочтительно составляет от 1,2 м до 2 м. Длина анкерных болтов 2 принимается разной чтобы исключить чрезмерное ослабление сечения железобетонной колонны, а также для обеспечения прочности железобетонной колонны под гайкой на сдвиг. Небольшие отклонения длины анкерных болтов 2 не влияют на достигаемый технический результат.
Цилиндрические пустоты 5 в нишах 4 предпочтительно выполняют на 5 мм большего диаметра, чем у анкерных болтов 2. Небольшие отклонения диаметра цилиндрических пустот 5 не влияют на достигаемый технический результат.
Ниши 4 могут быть выполнены трапециевидного сечения и могут быть расположены на расстоянии 400-800 мм от торца нижней части вышестоящей сборной железобетонной колонны 3. Форма сечения ниши 4 существенно не влияет на достигаемый технический результат.
В качестве раствора для зачеканивания ниш 4 используют быстротвердеющий мелкозернистый безусадочный раствор на основе цемента напрягающего НЦ-20, готовые безусадочные смеси или иной строительный раствор. Вид смеси или раствора для зачеканивания ниш 4 существенно не влияет на достигаемый технический результат.
В верхней части вышестоящей второй сборной железобетонной колонны 3 могут быть предусмотрены выведенные анкерные болты 2 с возможностью соединения с третьей сборной железобетонной колонной (на чертежах не показана). По высоте здания количество стыков может быть любым.
Таким образом, в узле сопряжения «колонна-колонна» отсутствует операция заливки цементного раствора торца нижестоящей сборной железобетонной колонны 3.
Пример 1
Способ стыкового болтового соединения трех составных сборных железобетонных колонн (фиг. 1-4), в котором в верхней части нижестоящей сборной железобетонной колонны (первой) 1 предусматривают в заводских условиях выведенные шесть анкерных болтов 2. В нижней части вышестоящей сборной железобетонной колонны (второй) 3 предусматривают в заводских условиях шесть ниш 4 трапециевидного сечения с цилиндрическими пустотами 5. В верхней части вышестоящей сборной железобетонной колонны (второй) 3 предусматривают в заводских условиях выведенные шесть анкерных болтов 2. На строительной площадке вышестоящую сборную железобетонную колонну (вторую) 3 устанавливают торцом соосно к торцу нижестоящей сборной железобетонной колонны (первой) 1 на выведенные анкерные болты 2. Третью сборную железобетонную колонну (вышестоящую над второй) устанавливают торцом соосно к торцу второй сборной железобетонной колонны (нижестоящей под второй) 3 на выведенные анкерные болты 2. Длина анкерных болтов составляет от 1,2 м до 2 м. Осуществляют закручивание шести шайб 6 и шести гаек 6 в нишах 4 трапециевидного сечения нижней части вышестоящей сборной железобетонной колонны (второй) 3 на выведенные через цилиндрические пустоты 5 анкерные болты 2. Ниши 4 трапециевидного сечения зачеканивают раствором.
Таким образом, заявленное изобретение позволяет:
1) повысить скорость монтажа каркаса здания за счет исключения операции омоноличивания, создающей паузу в монтаже для набора бетоном стыка прочности в 70 %;
2) снизить металлоемкость, по сравнению с другими болтовыми соединениями за счет того, что вместо закладных деталей – башмаков применяется тело колонны с цилиндрическими пустотами;
3) увеличить жесткость, по сравнению с другими болтовыми соединениями за счет того, что в данном узле усилия передаются с болтов непосредственно на бетон, а не через закладные детали-башмаки, линейная податливость которых в направлении оси болта существенно увеличивает изгибную податливость колонны;
4) исключить применение строительной опалубки за счет исключения операции омоноличивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫКОВОЕ СОЕДИНЕНИЕ СБОРНЫХ КОЛОНН С ПЕРЕКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2244787C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТРОИТЕЛЬНЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2581179C1 |
| КОНТАКТНОЕ ВИНТОВОЕ СТЫКОВОЕ СОЕДИНЕНИЕ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН | 2013 |
|
RU2536902C1 |
| СБОРНАЯ ЖЕЛЕЗОБЕТОННАЯ КОЛОННА, СТЫКОВОЕ СОЕДИНЕНИЕ КОЛОНН И СПОСОБ ВЫПОЛНЕНИЯ СТЫКОВОГО СОЕДИНЕНИЯ | 2003 |
|
RU2244789C1 |
| СОВМЕЩЕННЫЙ УЗЛОВОЙ СТЫК РИГЕЛЕЙ И КОЛОНН | 2014 |
|
RU2550624C1 |
| УНИВЕРСАЛЬНАЯ ДОМОСТРОИТЕЛЬНАЯ СИСТЕМА | 2014 |
|
RU2585330C2 |
| Стыковое соединение сборнойжЕлЕзОбЕТОННОй КОлОННы | 1978 |
|
SU796345A1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ СБОРНЫХ КОЛОНН С ПЕРЕКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2006 |
|
RU2333323C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН С ПЕРЕКРЫТИЕМ | 2013 |
|
RU2535318C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ ПАНЕЛЕЙ В СБОРНЫХ ЗДАНИЯХ | 2007 |
|
RU2353736C2 |
Изобретение относится к строительной промышленности, а именно к способу стыкового болтового соединения составных сборных и сборно-монолитных железобетонных колонн, предназначенных для строительства сборно-монолитного железобетонного безбалочного каркаса или в составе системы «колонна-ригель-филигран» зданий гражданского и промышленного назначения. Технический результат заключается в повышении скорости монтажа каркаса здания, снижении металлоемкости, увеличении жесткости и морозостойкости конструкции, отсутствии мокрых работ и отсутствии применения строительной опалубки, за счет стыкового болтового соединения составных сборных железобетонных колон, обеспечивая сухой стык узла сопряжения «колонна-колонна». Технический результат достигается тем, что заявлен способ стыкового болтового соединения составных сборных железобетонных колонн, вышестоящая из которых снабжена выступом и в нижней части имеет ниши (4), расположенные на расстоянии 400-800 мм от нижнего ее торца до выемки, а также цилиндрические сквозные пустоты (5), выполненные в теле колонны (3), проходящие от ее нижнего торца до указанных ниш (4), а нижестоящая колонна в верхней части снабжена пазом и имеет выведенные анкерные болты (2), при котором вышестоящую сборную железобетонную колонну (3) монтируют нижним торцом на выведенные анкерные болты (2) нижестоящей сборной железобетонной колонны (1) так, чтобы выступ вышестоящей сборной железобетонной колонны (3) вошел в паз нижестоящей сборной железобетонной колонны (1), а анкерные болты (2) вошли в цилиндрические сквозные пустоты (5), осуществляют установку шайб (6) и закручивание гаек (6) в нишах (4) вышестоящей сборной железобетонной колонны (3) на выведенные через цилиндрические пустоты (5) анкерные болты (2), после чего ниши (4) зачеканивают раствором. 7 з.п. ф-лы, 4 ил.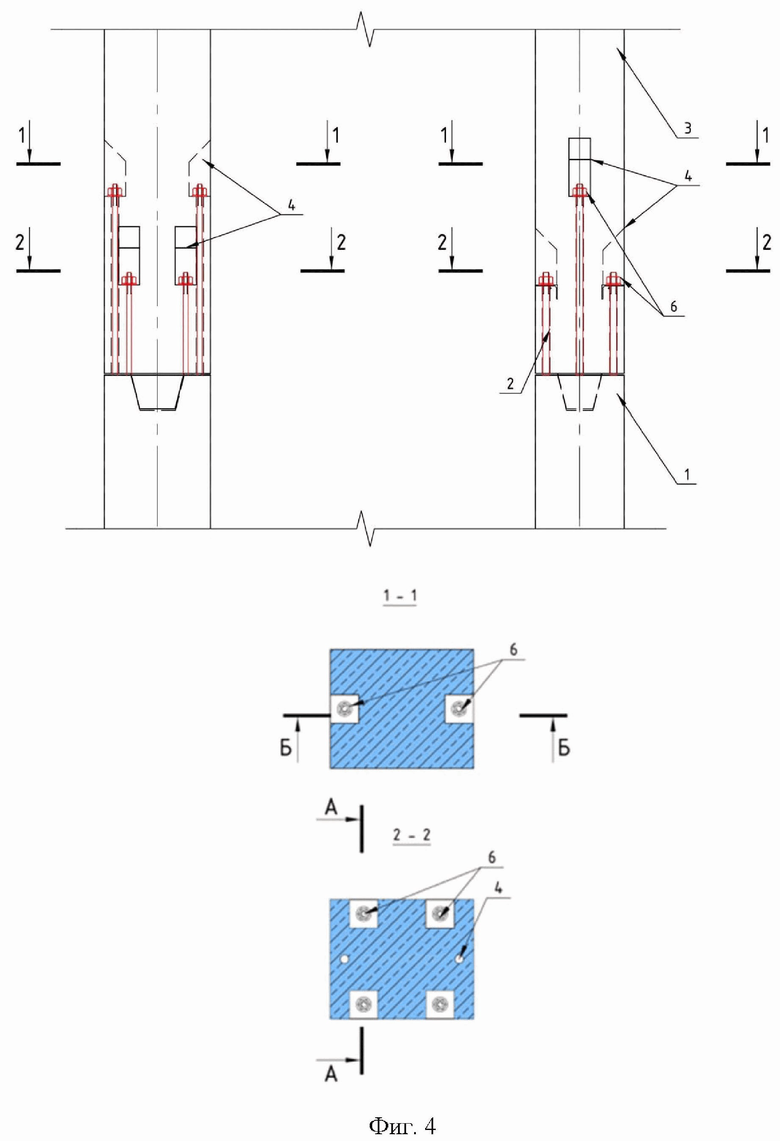
1. Способ стыкового болтового соединения составных сборных железобетонных колонн, вышестоящая из которых снабжена выступом и в нижней части имеет ниши (4), расположенные на расстоянии 400-800 мм от нижнего ее торца до выемки, а также цилиндрические сквозные пустоты (5), выполненные в теле колонны (3), проходящие от ее нижнего торца до указанных ниш (4), а нижестоящая колонна в верхней части снабжена пазом и имеет выведенные анкерные болты (2), при котором
вышестоящую сборную железобетонную колонну (3) монтируют нижним торцом на выведенные анкерные болты (2) нижестоящей сборной железобетонной колонны (1) так, чтобы выступ вышестоящей сборной железобетонной колонны (3) вошел в паз нижестоящей сборной железобетонной колонны (1), а анкерные болты (2) вошли в цилиндрические сквозные пустоты (5),
осуществляют установку шайб (6) и закручивание гаек (6) в нишах (4) вышестоящей сборной железобетонной колонны (3) на выведенные через цилиндрические пустоты (5) анкерные болты (2),
после чего ниши (4) зачеканивают раствором.
2. Способ стыкового болтового соединения составных сборных железобетонных колонн по п.1, отличающийся тем, что в качестве анкерных болтов (2) используют арматуру класса А500с с нанесенной резьбой с шагом 1,5 мм либо резьбовые шпильки.
3. Способ стыкового болтового соединения составных сборных железобетонных колонн по п.1, отличающийся тем, что длина анкерных болтов (2) составляет от 1,2 м до 2 м.
4. Способ стыкового болтового соединения составных сборных железобетонных колонн по п.1, отличающийся тем, что цилиндрические пустоты (5) в нишах (4) выполнены на 5 мм большего диаметра, чем у анкерных болтов (2).
5. Способ стыкового болтового соединения составных сборных железобетонных колонн по п.1, отличающийся тем, что выполняют одинаковое количество цилиндрических пустот (5) и анкерных болтов (2).
6. Способ стыкового болтового соединения составных сборных железобетонных колонн по п.1, отличающийся тем, что ниши (4) выполнены трапециевидного сечения.
7. Способ стыкового болтового соединения составных сборных железобетонных колонн по п.1, отличающийся тем, что в качестве раствора для зачеканивания ниш (4) используют быстротвердеющий мелкозернистый безусадочный раствор на основе цемента напрягающего НЦ-20 или готовые безусадочные смеси.
8. Способ стыкового болтового соединения составных сборных железобетонных колонн по п.1, отличающийся тем, что в верхней части вышестоящей второй сборной железобетонной колонны (3) предусматривают выведенные анкерные болты (2) с возможностью соединения с третьей сборной железобетонной колонной.
| КОНТАКТНОЕ ВИНТОВОЕ СТЫКОВОЕ СОЕДИНЕНИЕ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН | 2013 |
|
RU2536902C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2002 |
|
RU2233368C1 |
| СТЫК СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН | 2009 |
|
RU2393303C1 |
| Стенд для образования арматурных пучков или пакетов | 1960 |
|
SU138854A1 |
| УЗЕЛ СТЫКА КОЛОННЫ С НАДКОЛОННОЙ ПЛИТОЙ ПЕРЕКРЫТИЯ | 2004 |
|
RU2281363C2 |
| Способ растворения плавленой окиси алюминия | 1957 |
|
SU113752A1 |
| CN 220504144 U, 20.02.2024. | |||

