(54) в основном авт. св. № 9О516 описан способ обработки металлов сплавов и других токопроводящих материалов.отличительной особенностью которого является включение инструмента и обрабатываемого издели в качестве электродов (соответственно катода и анода) электрической цепи и помещение их в содержащую силикаты рабочую жидкость, образующую под действием, тока на обратываемой поверхности защитную пленку, обладающую сравнительно высоким злектрическим. сопротивлением, и пре пятствующую непосредственному контакту инструмента с изделием. При движении инструмента и изделия друг относительно друга в результате механического воздействия на отдельных мик- роучастках (выступах) поверхности изделия пленка удаляется, что лриводит к контактированию изделия с электродом,-инструмен том, в условиях больщой плотности тока в этих местах. В результате происходит выплавление выступов на обрабатываемом изделии и снятие за счет этого металла. СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ОБРАБОТКИ МЕТАЛЛОВ В автом.атических устройствах для осуществления обработки металлов в настоящее время регулирование процесса обрабоТ ки осуществляется поддержанием постоя.нных рабочего тока или напрялсекия .на элек тродах. Такой способ регулирования .не обеспечивает постоянства величины энергии, приходящейся на единицу поверхности, и при обработке переменных по сечению деталей приводит к снижению линейной скорости обработки (скорость подачи электрода - инструмента) с одновреме.нным изменением качества поверхности при изменении площс обработки. Предлагаемый способ отличается тем, что в установках для обработки металлов с автоматическим регулированием процесс обработки и с мост 1ковой схемой съема р гулировочного сигнала, используемого для изменения скорости и реверсирования двигателя регулятора, в качестве такого регулятора применяют переменное буферное сопротивление в цепи питания, величину которого изменяют с пом.ощью двигателя
таким образом, чтобы с увеличением, сечения ток питания увеличивался а при уменьшения сечения уменьшался для соответственкого изменения величины анергии, поступающей к месту обработки.
Блаа-одаря этому на всем протяжении обработки переменных по сечению деталей сохраняются постоянными пикейная скорость обработки (т.е. постоянная скорость подачи и заданная чистота поверхности.
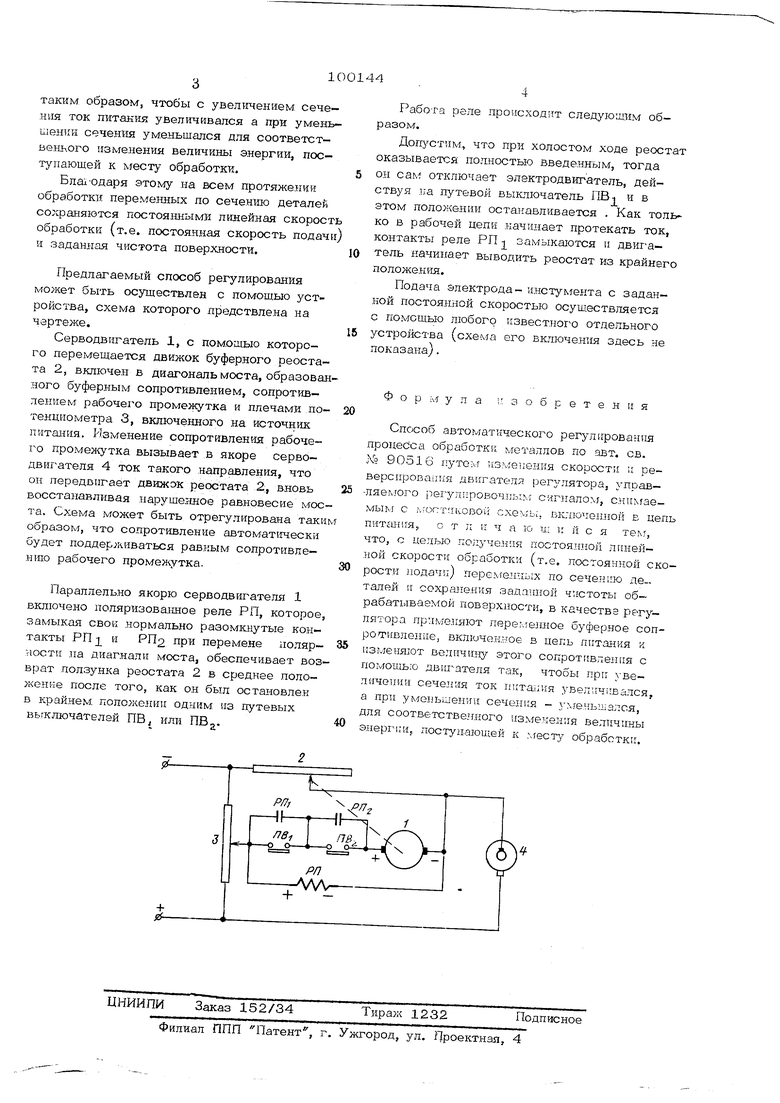
Предлагаемый способ регулирования может быть осуществлен с помощью устройства, схема которого дредствлена на чертеже.
Серводвигатель 1, с помощью которого перемещается движок буферного реостата 2, включен в диагональ моста, образованного буферным сопротивлением, сопротивлением рабочедо промежутка и плечами потенциометра 3, включенного на источник питания. Изменение сопротивления рабочего промежутка вызывает в якоре серводвигателя 4 ток такого направления, что он передвигает движок реостата 2, вновь восстанавливая нарушенное равновесие моста. Схема может быть отрегулирована такк образом, что сопротивление автоматически будет поддерживаться равным сопротивлению рабочего промежутка.
Параллельно якорю серводвигателя 1 включено поляризова.нное реле РП, которое, замыкая свои нормально разомкнутые контакты РП 2 и РП2 при перемене полярности на диагнаяи KfOCTa, обеспечивает возврат ползунка реостата 2 в среднее положенке после того, как он был остановлен в крайнем, положении одним из путевых выключателей ПВ или ПВ.
Работа реле происходят следующим образом.
Доп стим, что при холостом ходе реостат оказывается полностью введенным, тогда
он сам отключает электродвигатель, действуя i;a путевой выключатель IIB- и в этом положении останавливается . Как толь ко в рабочей цепи начинает протекать ток, контакты реле РП - замыкаются а двигатель начинает выводить реостат из крайнего положения.
Подача электрода- инстумента с заданной постоянной скоростью осуществляется с помощью любого известного отдельного
устройства (схема его включения здесь не показана).
Фор
зооретення
л а
Способ автоматического регулирования процесса обработки металлов по авт. св. Ni 90316 яутем ;шмеиенкя скорости м реверспровалмя двигателя регулятора, управ- -ляемого регулгфовоч.ьым сигналом, cнп faeмым с .;ocT;nvOBoii схемь;. включенной в це питания о т л к ч а ю и; и ноя тег, что, с целью получе.ная постоянной лгшей- ной скорости обработки (т.е. постоянной скрости подач :) переменных по сечению пе-. талей и сохранения заданной чистоты обрабатываемой повархности, в качестве регулятора лр:1меняют neper.-ieHHOe буферное сопроггивление, включенное в цепь питания к изг.-геняют величину этого сопротивления с помощью двигателя так, чтобы npir увеличении сечеляя ток питания увелич.шался, а при уменылени-д сечения - у-геньшался, для соответственного изменения величины энергии; постун-ающей к месту обработки.