10
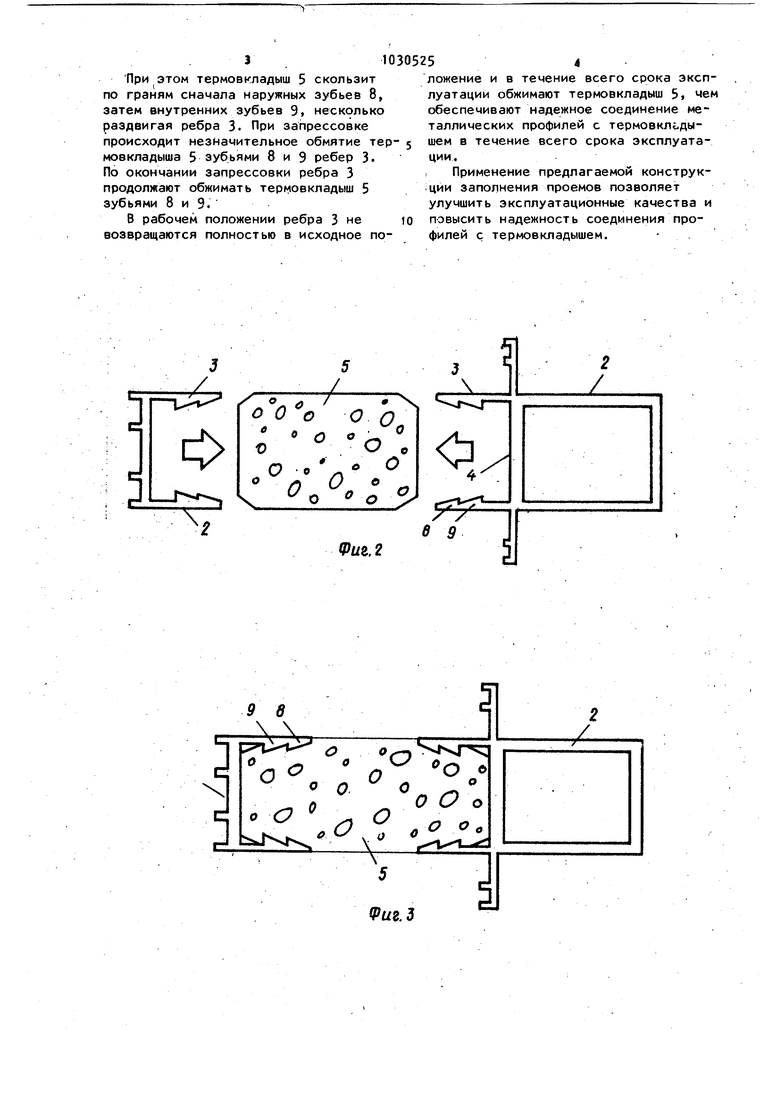
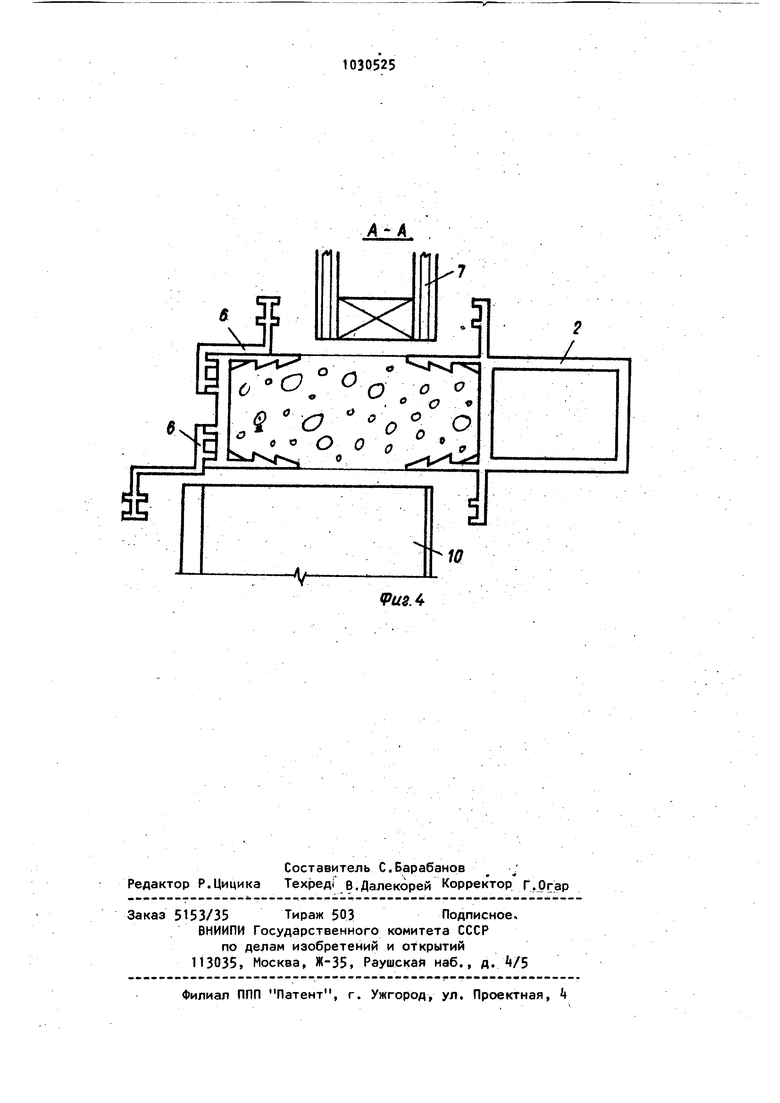
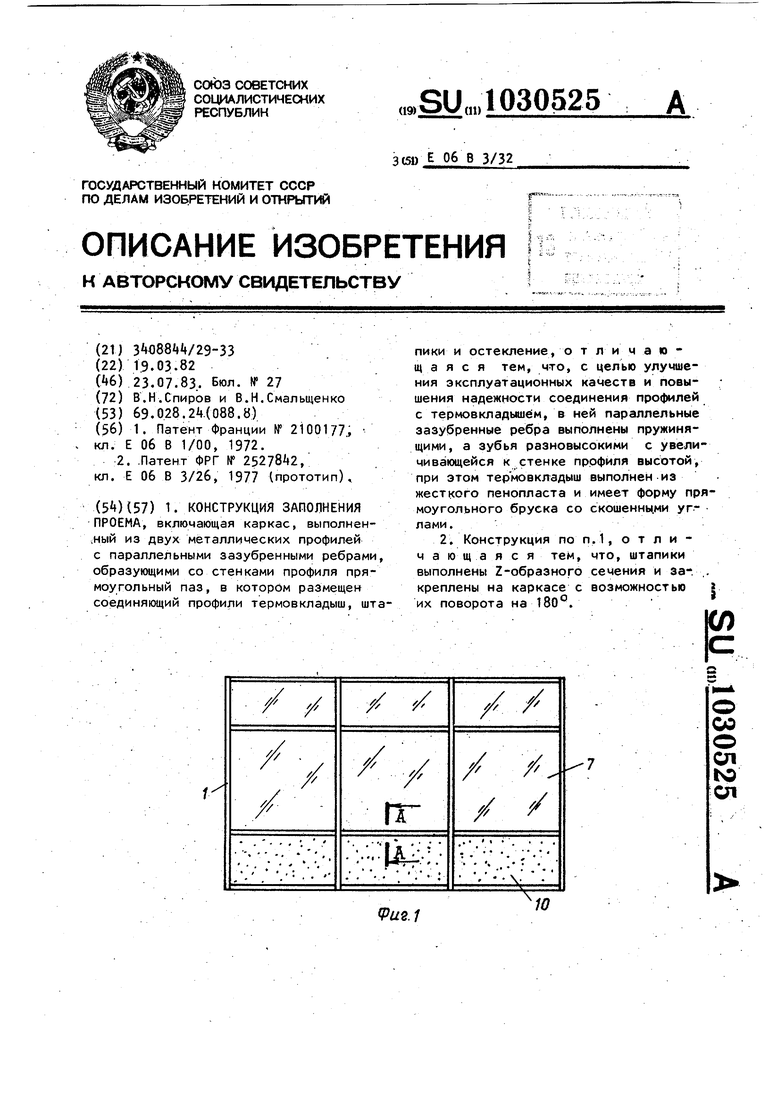
и.1 / У ГГ :Ш:Изобретение относится к строитель ству, а именно к конструкциям заполнения проемов различных «даний и сооружений. Известна конструкция заполнения проема с каркасом из комбинированны профилей, в которых термовкладыш выполнен из жест когопенополиуретана, приформованного к алюминиевым профилям путем вспенивания в полости алюминиевого профиля с последующим удалением части стенок этого профиля, в результате чего из одного монолитног профиля образуется два С Недостатками этой конструкции являются значительные отходы алюминия при изготовлении комбинированных про филей. Наиболее близким к изобретению по технической сущности и достигаемо му результату является конструкция заполнения проема, включающая каркас выполненный из двух металлических профилей с параллельными зазубренным ребрами, образующими со стенками про -филя прямоугольный паз, в котором ра мещен соединяющий профили термовкладыш, штапики и остекление 21 . Недостатками указанной конструкци являются значительные теплопотери по термовкладышу, в силу своей плотности обладающему недостаточно высоким термическим сопротивлением, знач тельный расход алюминия на утолщенны ребра и недостаточная надежность соединения термовкладыша с профилем. Целью изобретения является улучше ние эксплуатационных качеств и повышение надежности соединения профилей с термовкладышем. Поставленная цель достигается тем что в конструкции заполнения проема, включающей каркас, выполненный из двух металлических профилей с парал;Лельными зазубренными, ребрами, обра.зующими со стенками профиля прямоугольный паз, в котором размещен соединяющий ПРОФИЛИ термовкладыш, штапики и остекление, параллельные зазубренные ребра выполнены пружинящими, а зубья разновысокими с увеличивающейся к стенке профиля высотой, при этом термовкладыш выполнен из жесткого пенопласта и имеет форму прямоугольного бруска со скошенными углами. Причем штапики выполнены Z-образного сечения и закреплены на каркасе с В93можностью их поворота на 180°. 25 На фиг.1 показана схема заполнения проема, фасад; на фиг.2 - составные части комбинированного профиля, разрез; на фиг.З комбинированный профиль в сборе, разрез; на фиг. сечение А-А на фиг.1. Конструкция заполнения проема содержит каркас из комбинированных профилей 1, каждый из которых выполнен из двух металлических профилей 2 с параллельными зазубренными ребрами 3, образующими со стенками t профиля 1 прямоугольный паз, в котором помещен соединякяций профили термовкладыш 5, штапики 6, остекление 7. Параллельные зазубренные ребра 3 выполнены пружинящими, а зубья 8 и 9 выполнены разновысокими с увеличивающейся к стенке 4 профиля 1 высотой, при этом термовкладыш 5 изготовлен из жёсткого пенопласта и имеет форму прямоугольного бруска со скошенными углами. Штапики 6 выполнены Z-образного сечения с возможностью поворота на 180° (фиг.), что дает возможность закреплять на профилях 1 каркаса одинаковыми гатапиками 6 заполнение различной толщины, например элементы остекления 7 и глухие филенки 10. Применение термовкладыша сравнительно небольшой плотности существенно уменьшает теплопотери комбинированных профилей. Штапик б выполнен, например, из прессованных алюминиевых профилей, остекление 7 из стандартных изделий, преимущественно однока|мерных стеклопакетов, глухие филенки 10, например, из выпускаемых промышленностью сэндвич-панелей или утепленных филенок с обшивками из листового материала и сердцевиной из минераловатных плит. Монтаж конструкции заполнения проема ведут известными способами либо из отдельных линейных элементов, либо из укрупненных панелей заводской готовности. Изготовление комбинированных профилей 1 производят в следующем порядке. Один из металлических профилей 2 укладывают на ложемент зазубренными ребрами 3 вверх, между ребрами наживляют термовкладыш 5 затем сверху накладывают второй металлический профиль 2 и приложе нием усилия сверху запрессовывают термовкладыш 5 между ребрами 3.
При этом термовкладыш 5 скользит по граням сначала наружных зубьев 8, затем внутренних зубьев 9, несколько раздвигая ребра 3. При запрессовке происходит незначительное обмятие термовкладыша 5 зубьями 8 и 9 ребер 3. По окончании запрессовки ребра 3 продолжают обжимать термовкладыш 5 зубьями 8 и 9.
В рабочем положении ребра 3 не возвращаются полностью в исходное положение и в течение всего срока эксплуатации обжимают термовкладыш 5, чем обеспечивают надежное соединение металлических профилей с термовклодышем в течение всего срока эксплуатации.
Применение предлагаемой конструкции заполнения проемов позволяет улучшить эксплуатационные качества и повысить надежность соединения профилей с термовкладышем.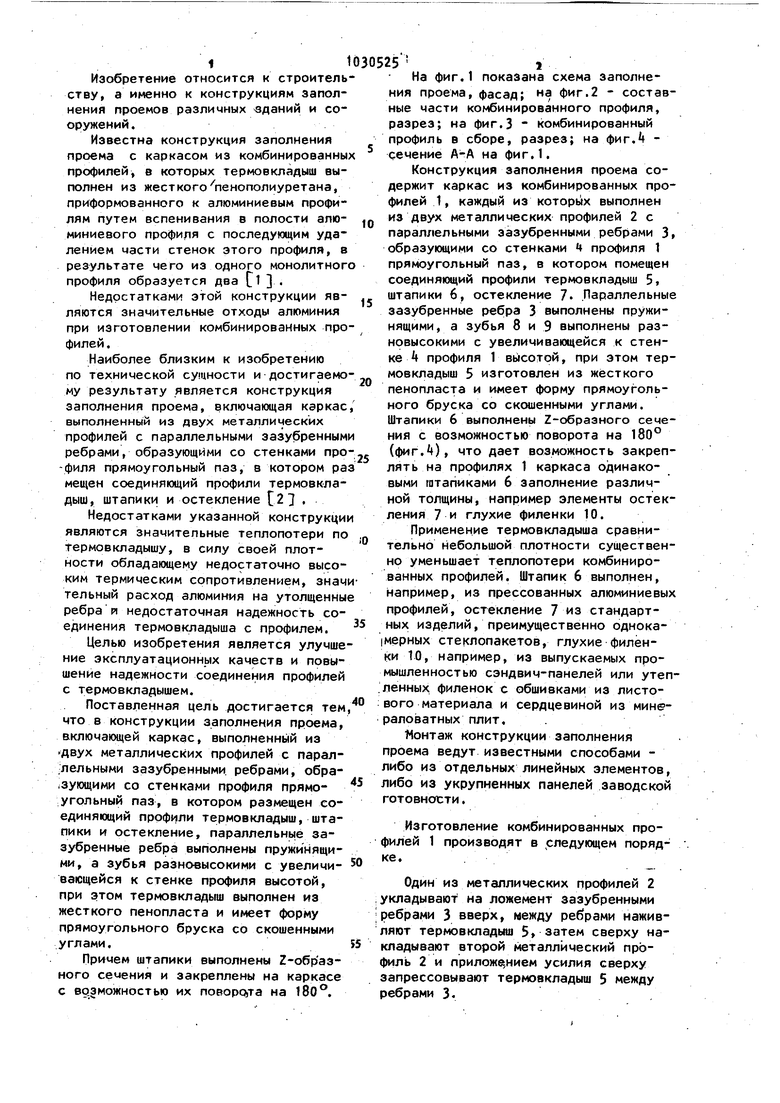
| название | год | авторы | номер документа |
|---|---|---|---|
| РАМА ДЛЯ ОКНА ИЛИ ДВЕРИ | 2006 |
|
RU2401929C2 |
| СИСТЕМА ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ И ДВЕРНЫХ БЛОКОВ, ПЕРЕГОРОДОК, ВИТРИН И ВИТРАЖЕЙ | 1997 |
|
RU2120532C1 |
| Стеновое ограждение с солнечным обогревом | 1981 |
|
SU953843A1 |
| СОЛНЕЧНЫЙ КОЛЛЕКТОР КАК ЭЛЕМЕНТ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2004 |
|
RU2265162C2 |
| Рама | 1981 |
|
SU968289A1 |
| СИСТЕМА ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ И/ИЛИ ДВЕРНЫХ БЛОКОВ | 2003 |
|
RU2250336C1 |
| ПРОФИЛЬ И СИСТЕМА ПРОФИЛЕЙ ДЛЯ СВЕТОПРОЗРАЧНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2566493C1 |
| СИСТЕМА СТРОИТЕЛЬНЫХ СВЕТОПРОЗРАЧНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ | 2015 |
|
RU2599243C1 |
| Система утепления стоечно-ригельного остекления балконов и способ ее установки | 2017 |
|
RU2658814C1 |
| ОКОННЫЙ БЛОК, ФАЛЬЦЕВЫЙ ВКЛАДЫШ И ПРОКЛАДКА ПОД СТЕКЛОПАКЕТ | 2003 |
|
RU2250335C2 |
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборное чугунное дно к котлам для обжига гипса и др. порошкообразных материалов | 1925 |
|
SU2521A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
