2. Устройство для контроля диаметра пилшщрических изделий, содержащее последовательно соединенные автогенератор блок накладных вихретоковых преобразователей, амплитудный детектор и щщикатор, отличающееся тем что, с целью повышения точности контроля диаметра, оно снабжено включенными между амплитудным детектором и кндикатс ом последовательно соединенными
дифференцирующей цепью, пороговым блоком, схемой совпадения и блоком измерения длительности импульса, включенными между амплитудным детектором и вторым входом схемы совпадения последовательно соединенными пиковым детектором, делителем напряжения и компаратором, второй вхоп которого соединен с выходом амтплитупного детектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля диаметра цилиндрических изделий | 1983 |
|
SU1093887A2 |
| Вихретоковый структуроскоп | 1984 |
|
SU1208503A1 |
| Толщиномер диэлектрических покрытий | 1982 |
|
SU1067346A2 |
| Толщиномер диэлектрических покрытий | 1980 |
|
SU905620A1 |
| Толщиномер диэлектрических покрытий | 1983 |
|
SU1113726A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УДЕЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ ПРОВОДИМОСТИ | 2008 |
|
RU2363942C1 |
| Толщиномер диэлектрических покрытий | 1984 |
|
SU1216637A1 |
| Устройство для вихретокового контроля | 1988 |
|
SU1649412A1 |
| Вихретоковый дефектоскоп | 1986 |
|
SU1320731A1 |
| Устройство контроля качества точечной сварки | 1984 |
|
SU1226267A1 |
1. Способ контроля диаметра цилиндрических изделий, заключающийся в том, что в идделии с помощью нак тюдного преобразователя возбуждают вих ревые токи в измеряют вносимое пехс т жение преобразователя, отличающийся тем, что, с целью повьпп& ния точности контроля диаметра, изделие перемещают с постоянной скоростью перпендикулярно его оси в зоне контроля преобразователя и измеряют емя изменшия вносимого нахфяженйя от максимального по модулю значения до уровня О,3 - g 0,8 от максимального значения, и по СП измеренному емени определяют диаметр изделия. с: со со 00 О1 СП 
Изобретение относится к неразруша1ощему контролю физико-механических параметров материалов и изделий и может быть использовано для контроля i диаметров цилиндрических изделий, например, при производстве труб.
Известен способ контроля диаме-рра цилиндрических изделий, заключающийся в том, что изделие помещают в пpoxoдlioй ви:1фетоковый преобразователь измеряют вносимое напряжение преобразвателя и по нему определяют величину диаметра изделия f 1 .
Недостатком способа является то, что вносимое напряжение преобразователя зависит и от других параметров изделия: удельной электрической проводимости и магнитной проницаемости мат&риала изделия, толщины стенки трубы и т,п. Влияние этих параметров-ухудшает точность измерений. Кроме того, чтобы не сказывались поперечные смещения изделия в преобразователе, необходимо иметь в зоне контроля однородное электромагнитное поле, для чего обычно делают длину возбуждающей катушки преобразователя много больше его диаметра, что может привести к трудностям при создании преобразователей для контроля иаиелий больших, диаметров.
Наиболее близким к изобретению по технической сущности является способ контро/1я диаметра цилиндрических изделий, заключающийся в том, что в и елии с помощью накладного преобразователя возбуждают вихревые токи и измеряют вносимое напряжение преобразователя, по которому определяют величину Диаметра. Устройство для контроля диаметра цилиндрических изделий, содержащее последовательно соединенные автоге нератор, блок накладных ви фетокоБых . преобразователей, амплитудный детектор и индикатор 2 J. 5 . Недостатком способа и устройства является влияние на результаты кон-гроля других параметров контролируемого изделия, а зазор между преобразователем и изделием.
О Цель изобретенияГ повышение точности контроля диаметра.
Поставленная цель достигается тем, что согласно способу контроля диаметра цилиндрических изделий, заключающем 15 ся в том что В изделии с помощью накладного преобразователя возбуждают вихревые токи и измеряют вносимое напржкениэ преобразователя, изделие пер&мещают с постоянной скоростью перпендикулярно его оси в зоне контроля пре офазователя и измеряют время изменения вносимого напряжения от максимального по модулю значения до уровня О,3 О, 8 от максимального значения, и по
25 измеренному времени определяют диаметр
изделия.
Устройство для осуществлен11я способа, содержащее последовательно соединенные автогенератор, блок накладных
30- вихретоковых преобразователей, амплитудный детектор и индикатор, снабжено включенными между амплитудным детектором и индикатором последовательно соединенными дифференцирующей цепью, пороговым блоком, схемой совпадения и бло,ком измерения длительности импульса, включенными между амплитудным детектором и вторым входом схемы совпадения последовательно соединенными пиковым
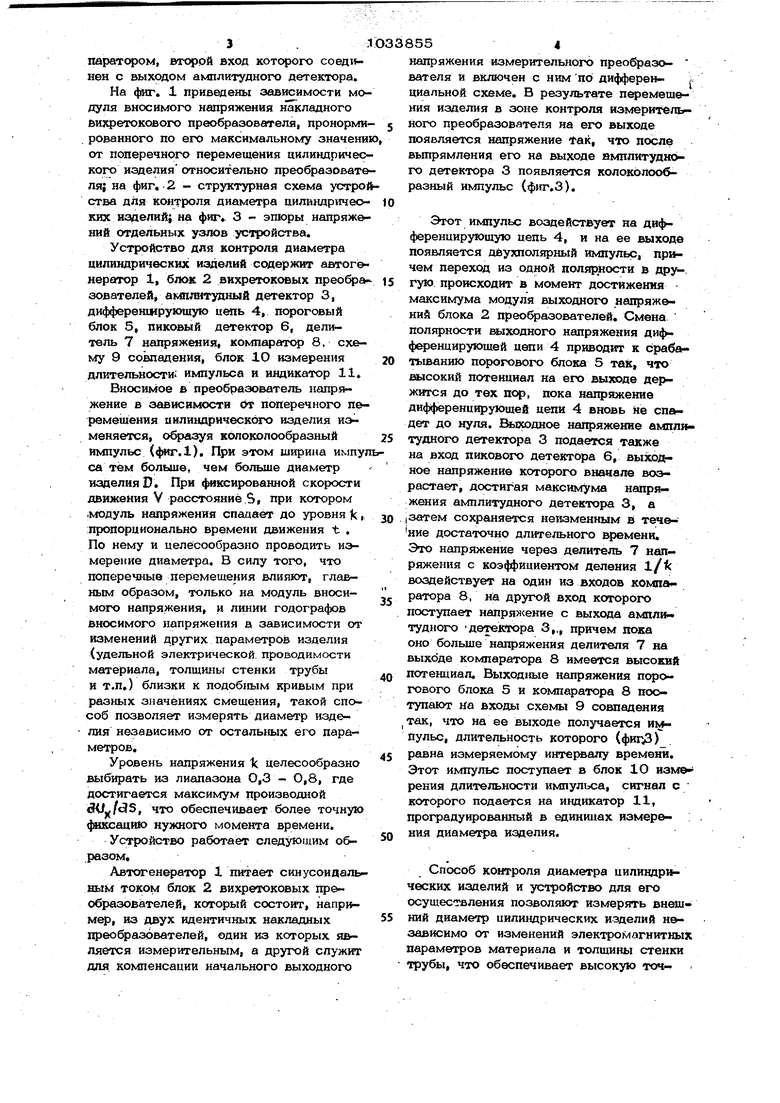
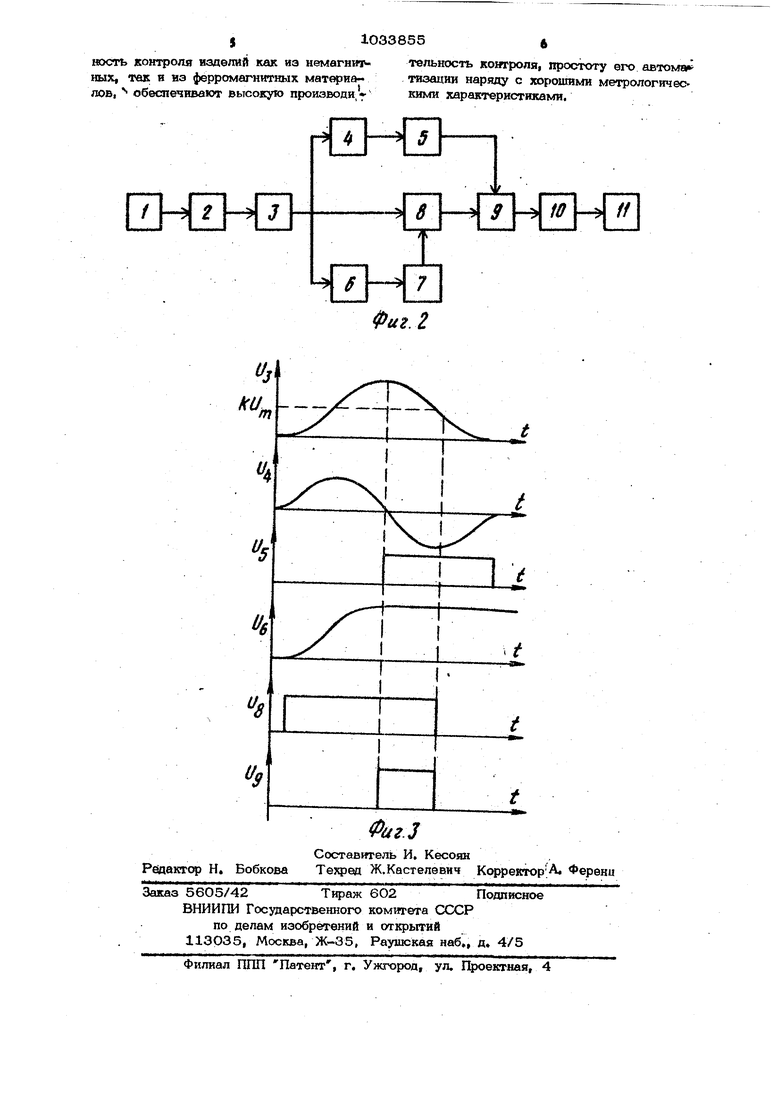
0 детектором, делителем напряжения и компаратс ом, вход которого с выходом амплитудного детектора. На фиг. 1 приведены зависимости мо дуля вносимого напряжения накладного вияретркового преобразователя, прокорми рованного по его максимальному значени от поперечного перемещения цилиндричес кого изделия относительно преобразовате ля; на фиг, 2 - структурная схема устро ства для контроля диаметра цилиндричео ких изделий; на фиг, 3 - эпюры напряж& ний отдельных узлов устройства. Устройство для контроля диаметра цилиндрических изделий содержит автоге нератор 1, блок 2 вихретоковых преобра зователей, акв1;штудный детектор 3, дифферениирующую цепь 4, пороговый блок 5, пиковый детектор 6, делитель 7 напряжения, компаратор 8, схему 9 совпадения, блок 10 измерения длительности; импульса и индикатор 11, Вносимое в преобразователь напряжение в зав исимости dr поперечного перемешения иилиндрическйго изделия изменяется, офазуя колоколообразный импульс (фиг.1). При этом ширина импу са тем больше, чем больше диаметр изделия D. При фиксированной скорости движения V расстояние S, при котором .модуль нагфяжения спадает до уровня k. пропорционально времени движения 1: , По нему и целесообразно проводить измерение диаметра. В силу того, что поперечные перемещения влк1аот, главньил образом, только на модуль вносимого напряжения, и линии годографов вносимого напряжения в зависимости от изменений других параметров изделия (удельной электрической, проводимости материала, толщины стенки трубы и т.п.) близки к подобным кривым при разных значениях смещения, такой способ позволяет измерять диаметр изделия независимо от остальных его параметров. Уровень напряжения 1с целесообразно выбирать из лиапазона О,3 - 0,8, где достигается максимум производной (/dS, что обеспечивает более точную фшсацию нужного момента времени. Устройство работает следующим образом. Автогенератор 1 питает синусоидальным током блок 2 вихретоковых преобразователей, который cocTOffT, например, из двух идентичных накладных прео азователей, один из которых я&ляется измерительным, а другой служат для компенсации начального выходного напряжения изм ительного преобразователя и включен с ним по дифферен- ; циальной схеме. В результате п емешения изделия в зоне контроля измерите/п Ного преобразователя на его выходе появляется напряжение так, что после вьтрямления его на выходе амплитудного детектора 3 появляется колоколообразный импульс (фиг.З). Этот импульс воздействует на дифференцирующую цепь 4, и на ее выходе появляется двухполярный импульс, npifrчем переход из одной полярности в происходит в момент достижения максимума модуля выходного напряж НИИ блока 2 преобразователей. Смена полярности ныходного напряжения дифференцирующей цепи 4 приводит к тыванию псфогового блока 5 так, что высокий потенциал на его выходе Aej жится до тех пор, пока напряжение дифференцирующей цепи 4 вновь не спадет до нуля. Шкодное напряжение ампли тудного детектора 3 подается также на вход пикового детектора 6, выходное напряжение которого внааале возрастает, достигая максимума напряр жения амплитудного детектора 3, а |3атем сохраняется не1 зменным в теч&ние достаточно длительного времени. Это напряжение через делитель 7 нап- ряжения с коэффициентом деления воздействует на один из входов компа ратора 8, на другой вход которого поступает напряжение с выхода ампли тудного детектора 3,., причем пока оно больше напряжения делителя 7 на выходе компаратора 8 имеется высокий потенциал. Выходные напряжения порогового блока 5 и компаратора 8 поступают на входы схемы 9 совпадения так, что на ее выходе получается ик пульс, длительность которого (фигД) равна измеряемому интервалу времен. Этот импульс поступает в блок 10 изм& рения длительности импульса, сигнал с которого подается на индикатор 11, проградуированный в единицах измерь- : ния диаме а изделия. Способ контроля диаметра цилиндрических изделий и устройство для его осуществления позволяют измерять внешНИИ диаметр цилиндрических изделий независимо от изменений электромагнитных параметров материала и толщины стенки трубы, что обеспечивает высокую точкость контроля изделий как из немагнппрных, так в из ферромагнитных мат(фиа лоБ| обеспечивают высокую производи
тельность контроля, простоту его автомат тизации наряду с хорошими метрологииееними характеристиками.
