Изобретение относится к индивидуальным средствам защиты органов дыхания, в частности изготовления респираторов облегченного типа для защиты органов дыхания рабочих, занятых в различных отраслях народного хозяйства, например, в химической, металлургической, текстильной промыщленности, а также в сельском хозяйстве.
Известен способ изготовления респиратора из плоской заготовки круглой формы путем вырезания V-образной щели с последующим скреплением ее краев клеем, термической или ультразвуковой сва.ркой 1
Наличие скрепляющего шва на рабочей фильтрующей поверхности полумаски ухудшает защитные показатели респиратора.
Наиболее близким к предлагаемому является способ формования фильтрующей полумаски из плоской Заготовки в виде ромба, который последовательно складывают по длинной и короткой диагоналям с образованием прямоугольного треугольника, загибают его части под прямым углом на гипотенузу с образованием новых, прямоугольных треугольников, катеты которых лежат на гипотенузе, причем меньшие из треуголь.ников отрезают, а края маски сваривают, после чего заготовку выворачивают и расправляют для придания ей объемной формы 2.
Отрезанные и отогнутые части заготовки в виде прямоугольных треугольников не участвуют в фильтрации, в связи с чем недостатком способа является большой расход фильтрующего материала при ограниченной работающей поверхности полученной полумаски. Малое подмасочное пространство из-за недостаточной объемности полумаски приводит к увеличению сопротивления и уменьшению пылеемкости респиратора. Кроме того, наличие сварного шва на работающей поверхности увеличивает коэффициент проницаемости.
Цель изобретения - снижение сопротивления дыханию и повышение пылеемкости полумаски, а также экономия материала.
Указанная цель достигается тем, что согласно способу формования фильтрующейся полумаски, заключающемуся в вырезании плоской многоугольной заготовки и ее сложении с образованием прямоугольных треугольников, с последующим загибом некоторых из них и расплавлении заготовки для придания ей объемной формы, многоугольную заготовку вырезают в виде пятиугольника, образованного равнобедренным треугольником, совмещенным своим основанием с длинной стороной прямоугольника, затем складывают загЬтовку по биссектрисам равных по величине углов равнобедренного треугольника до их пересечения осью симметрии заготовки и по биссектрисам прямых углов, образованных осью симметрии заготовки и длинной
0 не прилегающей к рацнобедненному треугольнику стороной прямоугольника, при этом образовавщиеся равнобедренные прямоугольные треугольники по середине одних катетов, прилегающих к оси симметрии, совмещают к серединам других катетов,
5 при этом придание объемной формы заготовке осуществляют отгибанием по оси симметрии заготовки под прямым углом к ее плоскости частей, образовавшихся от сложения равнобедренного треугольника и прямоугольника.
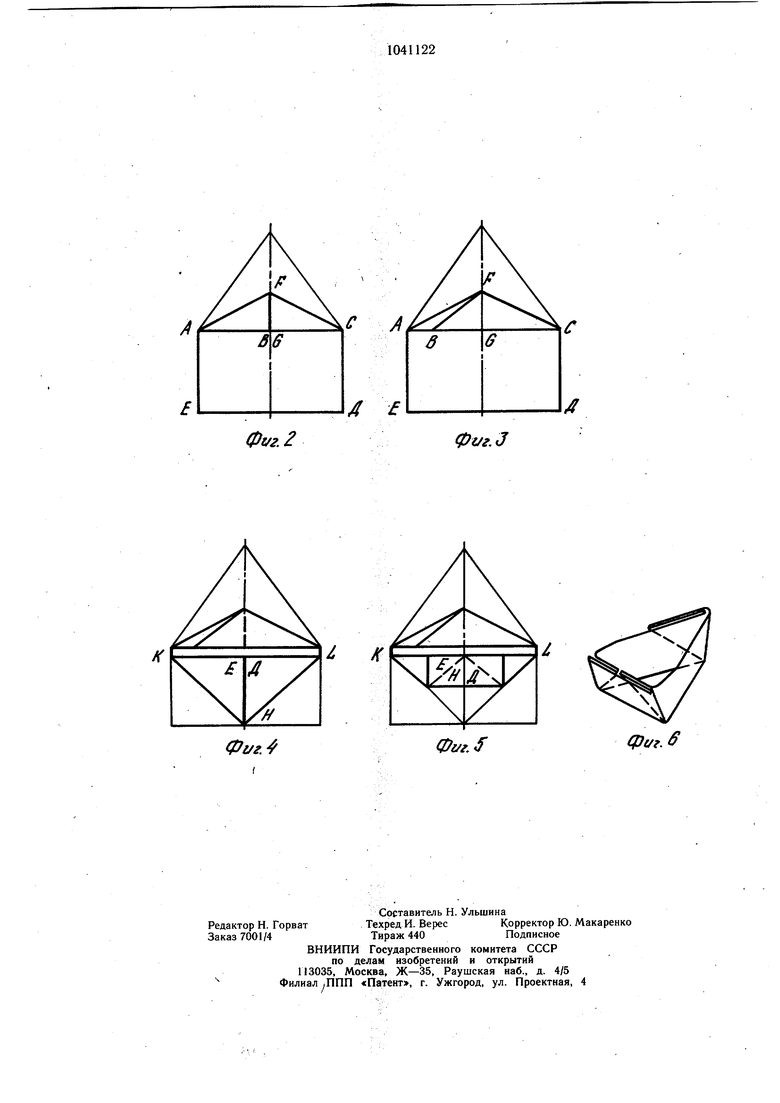
На фиг. 1 изображена заготовка, представляющая собой объединение равнобедренного треугольника ABC и прямоугольника АСДЕ, общий вид; на фиг. 2 - складывание заготовки по биссектрисам равных по величине углов равнобедренного треугольника ЛВС до их пересечения с осью симметрии в точке F; на фиг. 3 - заготовка с отогнутой частью BFG, образовавшейся в результате предыдущей операции скдадывания, изображенной на фиг. 2; на
0 фиг. 4 - первая операция складывания прямоугольной части заготовки по биссектрисам прямых углов, образованных осью симметрии заготовки и основанием ED прямоугольника ACDE, в результате чего получаются равнобедренные прямоугольные
треугольники КЕН и LDH; на фиг. 5 - заготовка после совмещения средин катетов соответственно в каждом из равнобедренных прямоугольных треугольников КЕН и LDH; на фиг. 6 - заготовка в расправленном виде.
Предлагаемый способ формования полумаски повыщает защитные показатели респиратора за счет отсутствия сварных швов на работающей поверхности полумаски; уменьщает расход фильтрующего материала при раскрое одной заготовки на 40°/о) в фильтрации участвует вся поверхность заготовки, так как при ее складывании нет отрезных и неработающих частей, за счет чего работающая поверхность полумаски увеличивается в 3 раза.
С А
4 f
ф1/г.2
фг/г.З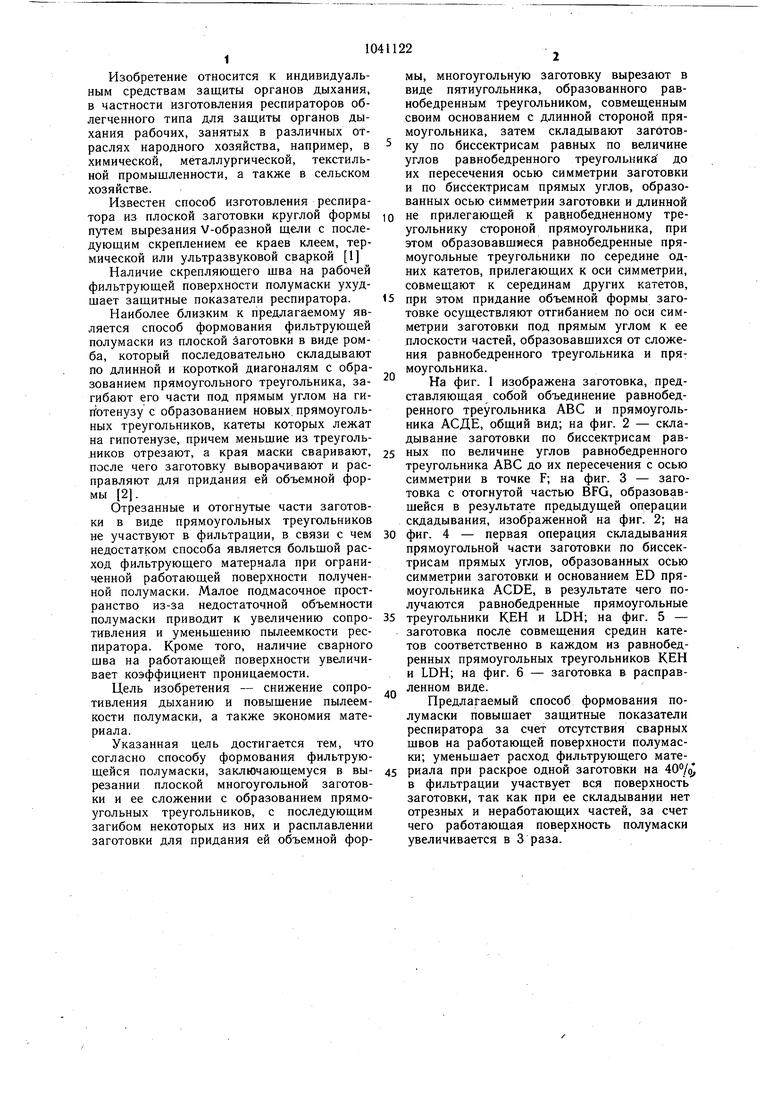
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУМАСКИ РЕСПИРАТОРА | 1993 |
|
RU2074755C1 |
| СПОСОБ ФОРМОВАНИЯ ФИЛЬТРУЮЩЕЙ ПОЛУМАСКИ | 1992 |
|
RU2020985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУМАСКИ РЕСПИРАТОРА | 1995 |
|
RU2077900C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУМАСКИ РЕСПИРАТОРА | 1997 |
|
RU2118902C1 |
| СПОСОБ ФОРМОВАНИЯ ФИЛЬТРУЮЩЕЙ ПОЛУМАСКИ РЕСПИРАТОРА | 1993 |
|
RU2074757C1 |
| ПОЛУМАСКА ДЛЯ РЕСПИРАТОРА | 2001 |
|
RU2186597C1 |
| ПРОТИВОПЫЛЕВОЙ РЕСПИРАТОР | 1992 |
|
RU2068284C1 |
| СКЛАДЧАТЫЙ ФИЛЬТР | 2004 |
|
RU2257942C1 |
| МЯГКИЙ РЕСПИРАТОР И СПОСОБ ЕГО СБОРКИ | 1998 |
|
RU2128069C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ | 2003 |
|
RU2250120C2 |
СПОСОБ ФОРМОВАНИЯ ФИЛЬТРУЮЩЕЙ ПОЛУМАСКИ, путем вырезания плоской многоугольной заготовки и ее сложения с образованием прямоугольных треугольников с последующим загибом некоторых из них и расправлением заготовки для придания ей объемной формы, отличающийся тем, что, с целью снижения сойротивления дыханию и повышения пылеемкости полумаски, а также экономии материала, многоугольную заготовку вырезают в виде пятиугольника, образованного равнобедренным треугольником, совмещенным своим основанием с длинной стороной прямоугольника, затем складывают заготовку по биссектрисам равных по величине углов равнобедренного треугольника до их пересечения осью симметрии заготовки и по биссектрисам прямых углов, образованных осью симметрии заготовки и длинной, не прилежащей к основанию равнобедренного треугольника стороной прямоугольника, при этом образовавшиеся .равнобедренные прямоугольные треугольники по середине одних катетов, прилегающих к оси си1 метрии, совмещают с серединами других катетов, при этом придание объемной формы заготовке осуществляют отгибанием по оси симметрии заготовки под прямым углом к ее плоскости частей, об(Л разовавщихся от сложения равнобедренного треугольника и прямоугольника. ю ю
К
Ф1/г.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для компенсации реактивной мощности | 1986 |
|
SU1415324A2 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Экономайзер | 0 |
|
SU94A1 |
