Известны способы изготовления на двух и более системных автоматах чулочно-носочных изделий с имитированным ластиком и устройства для его осуществления.
Эти способы заключаются в том, что имитированный ластик изготовляют провязыванием резиновой жилки в одной из двух петлеобразующих систем вместо нити на иглах через одну, или этот ластик изготовляют в виде простого футерного переплетения l+l, где резиновая жилка ввязана в кулнрную гладь грунта в качестве футерной нити, прокладываемой без кулирования в одной из систем, или же имитирОБипНый ластик изготовляют в виде прессового футерного переплетения 1 + 1, где резиновая жилка ввязана в грунт-однофонтурный полуфанг.
Недостатком первого из перечисленных способов является большой расход резиновой жилки и трудное ее провязывание (из за необходимости ее увеличенного
натяжения для надлежащей посадки ластика по щирине при образовании этой kилкoй замкнутых петель), а также больщая закручиваемость края этого ластика из-за большого натяжения петель резиновой жилки.
Недостатком второго способа является потеря производительности круглочулочных автоматов, так как двухсистемное вязание имитированного ластика сводится к односистемному.
Недостатком третьего из перечисленных способов является сложность устройства для его осуществления, так как невозможно применение обычных прямых игл,
В описываемом способе отмеченные недостатки устранены: резиновую жилку в имитированном ластике прокладывают без провязывания ее в замкнутые петли, а вязание имитированного ластика осуществляют в обеих системах. Осуществление этого способа основано на использовании обычных игл и использовании игольных
замков, предназначенных для разделения игл при самозаработке, в качестве дополнительной системы для прокладывания резиновой жилки. Обе петлеобразующие системы круглочулочного автомата производят вязание нитями, причем-первая система вяжет через иглу, а вторая на всех иглах подряд.
Описываемый способ имеет то отличие, что, с целью повышения качества имитированного ластика, его вяжут в виде футерованного переплетения на базе комбинированной жаккардовой глади, где резиновую жилку прокладывают в виде футерной нити.
Устройство для осуществления описываемого способа включает добавочный нитеводитель резиновой жилки и удлиненный книзу клин для опускания игл перед первой вяжущей системой, а канал в замках платин снабжен добавочным изгибом для выдвижения наружу этих платин.
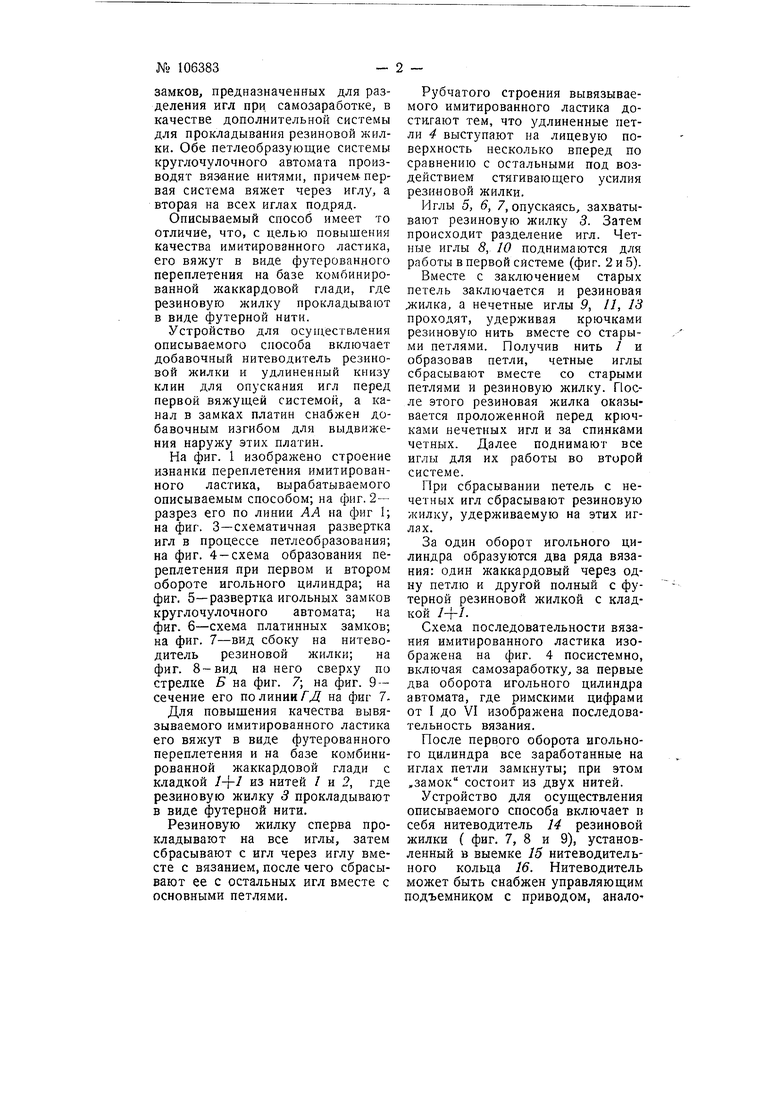
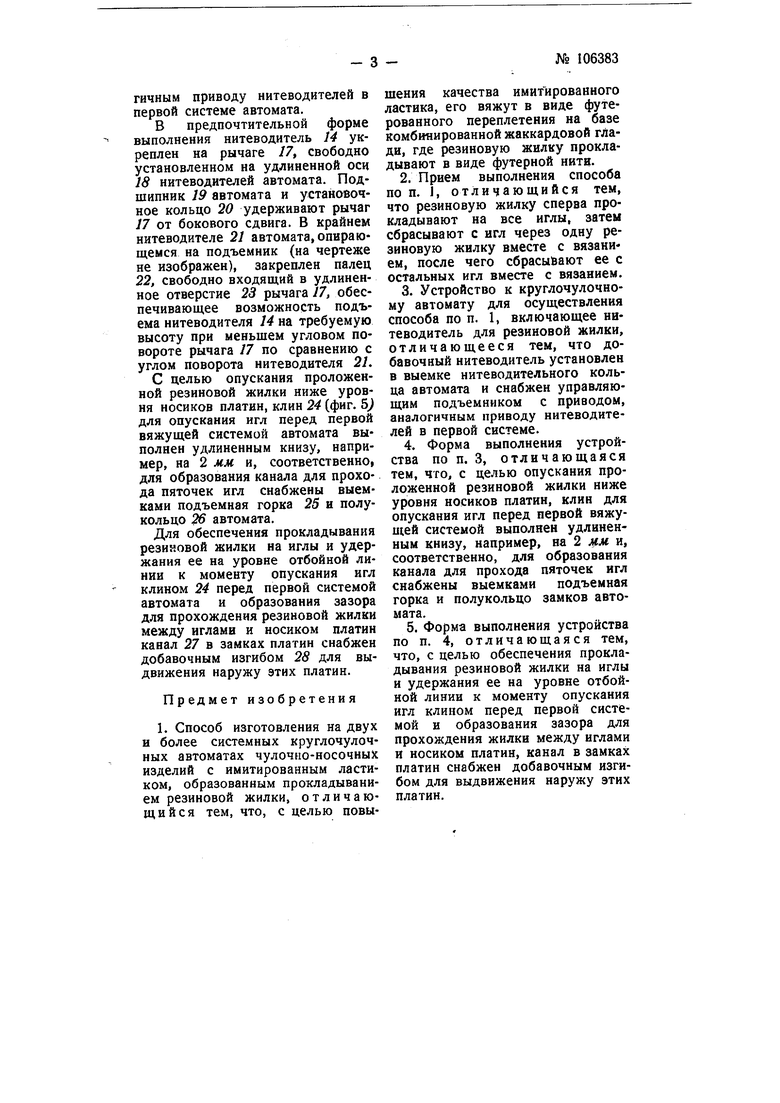
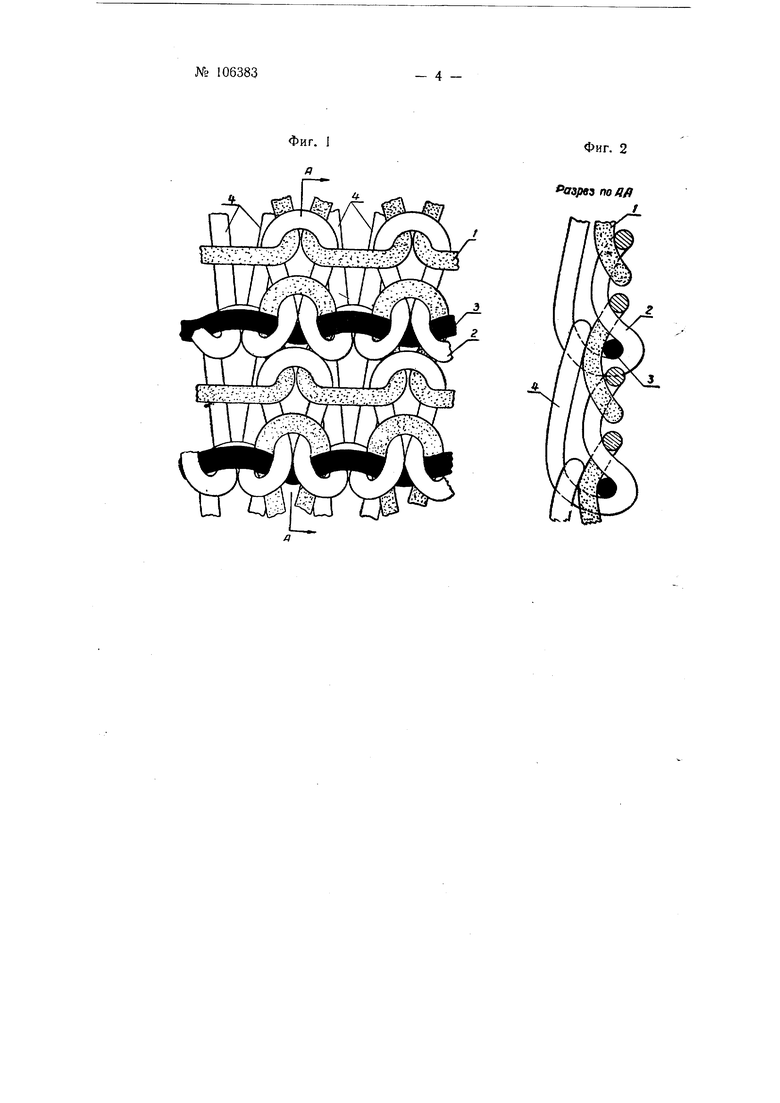
На фиг. 1 изображено строение изнанки переплетения имитированного ластика, вырабатываемого описываемым способом; на фиг. 2- разрез его по линии АА на фиг 1; на фиг. 3-схематичная развертка игл в процессе петлеобразования; на фиг. 4 -схема образования переплетения при первом и втором обороте игольного цилиндра; на фиг. 5-развертка игольных замков круглочулочного автомата; на фиг. 6-схема платинных замков; на фиг. 7-вид сбоку на нитеводитель резиновой жилки; на фиг. 8-вид на него сверху по стрелке Б на фиг. 7; на фиг. 9 - сечение его по линии ГД на фиг 7Для повышения качества вывязываемого имитированного ластика его вяжут в виде футерованного переплетения и на базе комбинированной жаккардовой глади с кладкой /-J-/ из нитей / и 2, где резиновую жилку 3 прокладывают в виде футерной нити.
Резиновую жилку сперва прокладывают на все иглы, затем сбрасывают с игл через иглу вместе с вязанием, после чего сбрасывают ее с остальных игл вместе с основными петлями.
Рубчатого строения вывязываемого имитированного ластика достнгают тем, что удлиненные петли 4 выступают на лицевую поверхность несколько вперед по сравнению с остальными под воздействием стягивающего усилия резиновой жилки.
Иглы 5, 6, 7, опускаясь, захватывают резиновую жилку 5. Затем происходит разделение игл. Четные иглы 5, 10 поднимаются для работы в первой системе (фиг. 2 и 5).
Вместе с заключением старых петель заключается и резиновая илка, а нечетные иглы 9, П, IS проходят, удерживая крючками резиновую нить вместе со старыми петлями. Получив нить 1 и образовав петли, четные иглы сбрасывают вместе со старыми петлями и резиновую жилку. После этого резиновая жилка оказывается проложенной перед крючками нечетных игл и за спинками четных. Далее поднимают все иглы для их работы во второй системе.
При сбрасывании петель с нечетных игл сбрасывают резиновую жилку, удерживаемую на этих иглах.
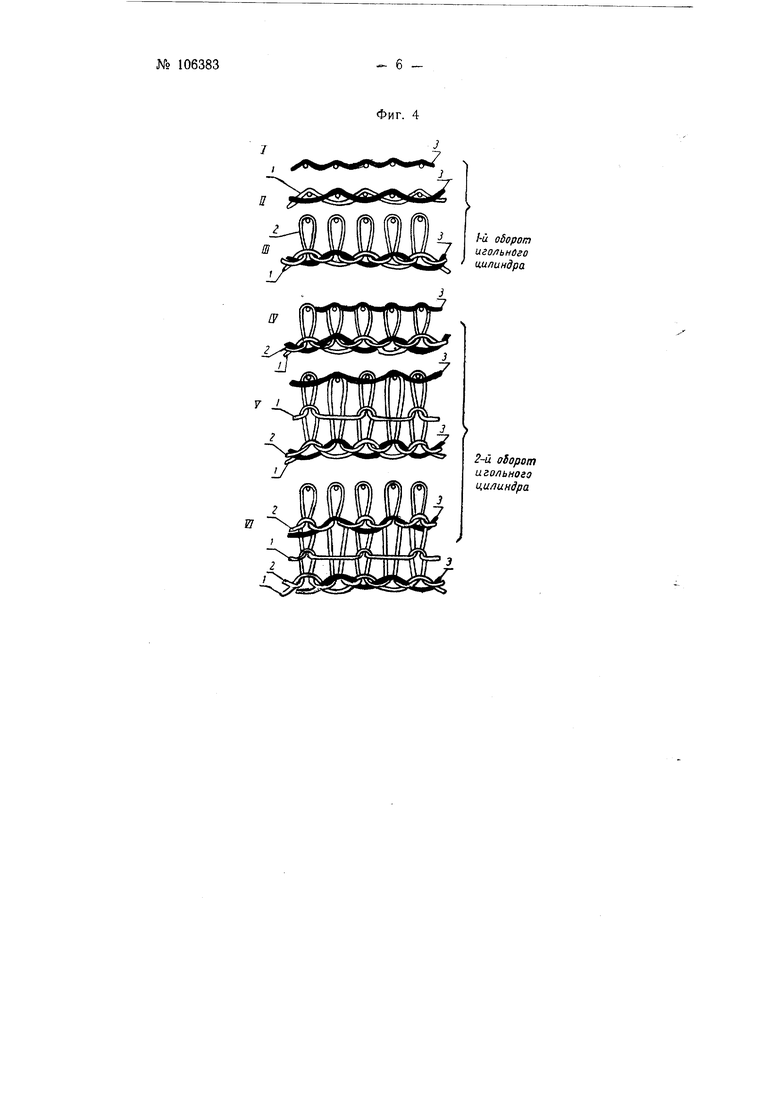
За один оборот игольного цилиндра образуются два ряда вязания: один жаккардовый через одну петлю и другой полный с футерной резиновой жилкой с кладкой /+/.
Схема последовательности вязания имитированного ластика изображена на фиг. 4 посистемно, включая самозаработку, за первые два оборота игольного цилиндра автомата, где римскими цифрами от I до VI изображена последовательность вязания.
После первого оборота игольного цилиндра все заработанные на иглах петли замкнуты; при этом „замок состоит из двух нитей.
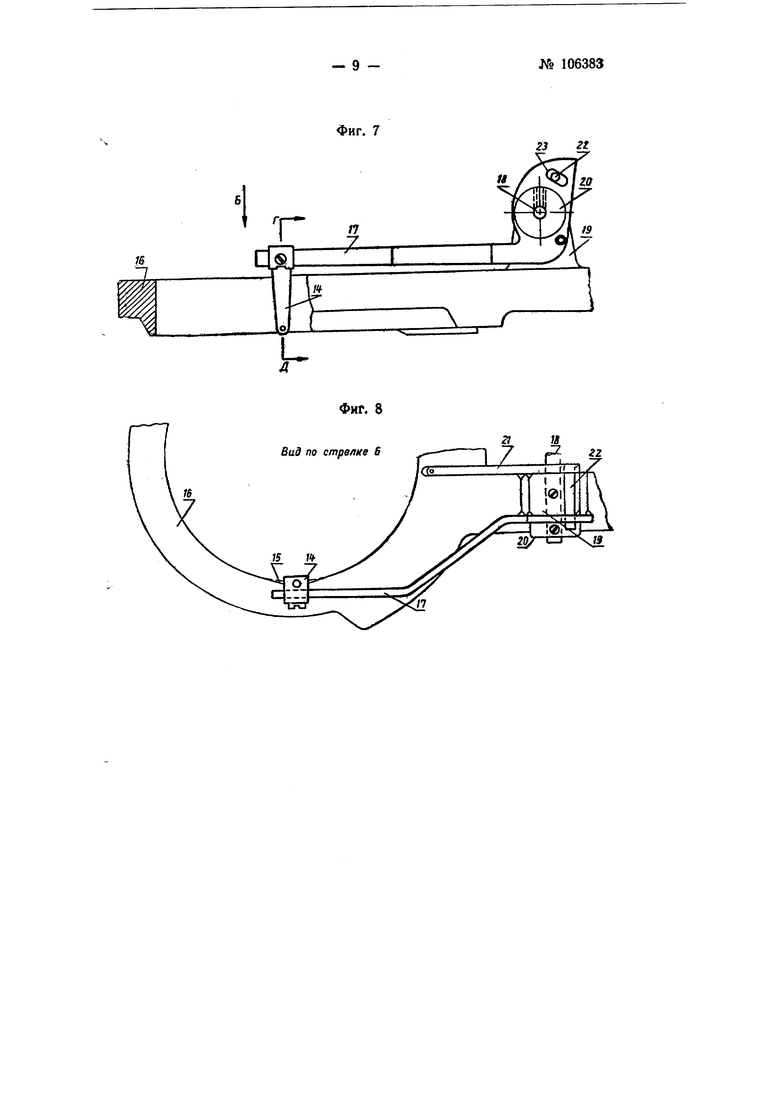
Устройство для осуществления описываемого способа включает п себя нитеводитель 14 резиновой жилки ( фиг. 7, 8 и 9), установленный в выемке 15 нитеводительного кольца 16. Нитеводитель может быть снабжен управляющим подъемником с приводом, анало
гичным приводу нитеводителей в первой системе автомата.
В предпочтительной форме выполнения нитеводитель 14 укреплен на рычаге /7, свободно установленном на удлиненной оси 18 иитеводителей автомата. Подшипник 19 автомата и установочное кольцо 20 удерживают рычаг 17 от бокового сдвига. В крайнем нитеводителе 21 автомата, опирающемся на подъемник (на чертеже не изображен), закреплен палец 22, свободно входящий в удлиненное отверстие 23 рычага 17, обеспечивающее возможность подъема нитеводителя 14 на требуемую высоту при меньшем угловом повороте рычага 17 по сравнению с углом поворота нитеводителя 2L
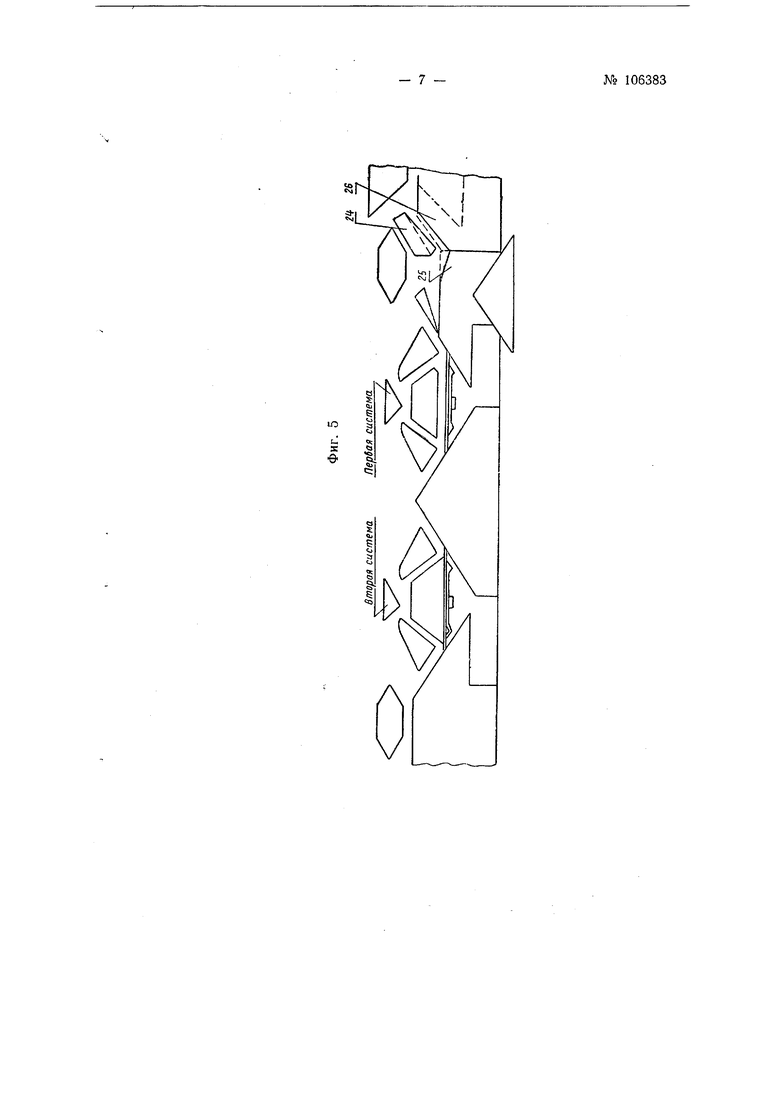
С целью опускания проложенной резиновой жилки ниже уровня носиков платан, клин 24 (фиг. Ь) для опускания игл перед первой вяжущей системой автомата выполнен удлиненным книзу, например, на 2 мм и, соответственно, для образования канала для прохода пяточек игл снабжены выемками подъемная горка 25 и полукольцо 26 автомата.
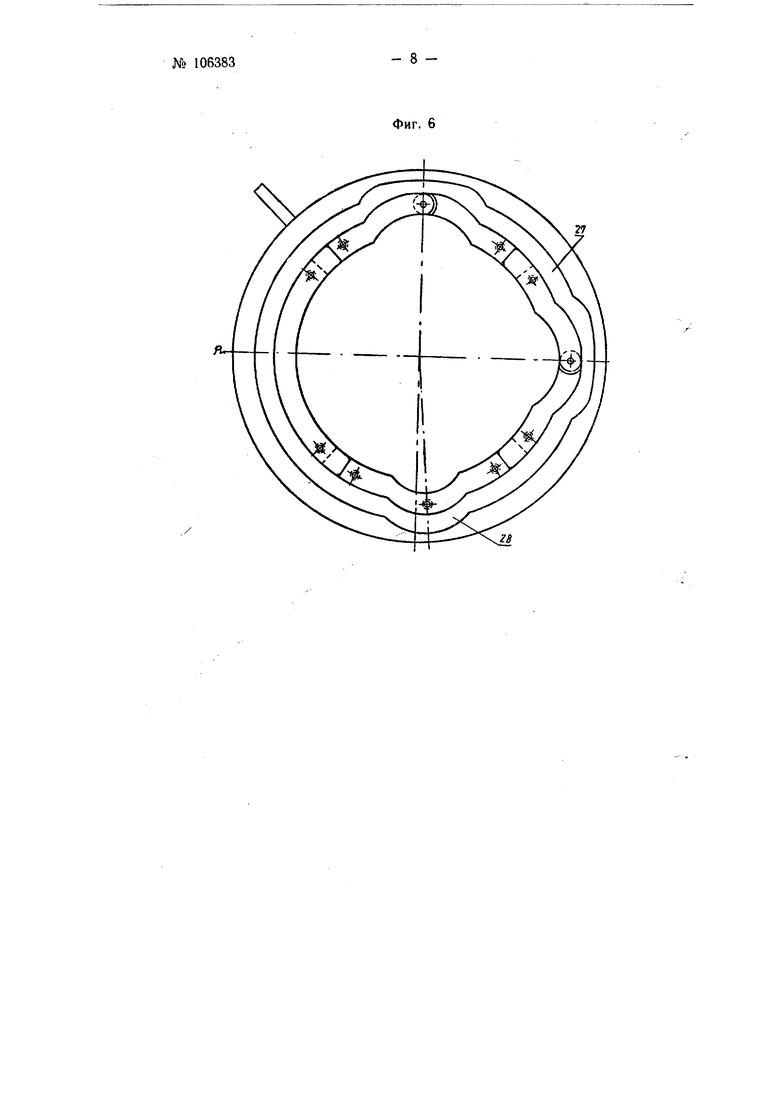
Для обеспечения прокладывания резиновой жилки на иглы и удержания ее на уровне отбойной линии к моменту опускания игл клином 24 перед первой системой автомата и образования зазора для прохождения резиновой жилки между иглами и носиком платин канал 27 в замках платин снабжен добавочным изгибом 28 для выдвижения наружу этих платин.
Предмет изобретения
1. Способ изготовления на двух и более системных круглочулочных автоматах чулочно-носочных изделий с имитированным ластиком, образованным прокладыванием резиновой жилки, отличающийся тем, что, с целью повышения качества имитированного ластика, его вяжут в виде футерованного переплетения на базе комбинированной жаккардовой гЛади, где резиновую жилку прокладывают в виде футерной нити.
2.Прием выполнения способа по п. 1, отличающийся тем, что резиновую жилку сперва прокладывают на все иглы, затем сбрасывают с игл через одну резиновую жилку вместе с вязанием, после чего сбрасыйают ее с остальных игл вместе с вязанием.
3.Устройство к круглочулочному автомату для осуществления способа по п. 1, включающее нитеводитель для резиновой жилки, отличающееся тем, что добавочный нитеводитель установлен в выемке нитеводительного кольца автомата и снабжен управляющим подъемником с приводом, аналогичным приводу нитеводителей в первой системе.
4.Форма выполнения устройства по п. 3, отличающаяся тем, что, с целью опускания проложенной резиновой жилки ниже уровня носиков платин, клин для опускания игл перед первой вяжущей системой выполнен удлиненным книзу, например, на 2 и, соответственно, для образования канала для прохода пяточек игл снабжены выемками подъемная горка и полукольцо замков автомата.
5.Форма выполнения устройства по п. 4, отличающаяся тем, что, с целью обеспечения прокладывания резиновой жилки на иглы и удержания ее на уровне отбойной линии к моменту опускания игл клином перед первой системой и образования зазора для прохождения жилки между иглами и носиком платин, канал в замках платин снабжен добавочным изгибом для выдвижения наружу этих платин.
Фиг. 2
«огзумз повЯ
r
со н
I
1-й одорот игольного чилиндра
2-й оЬоросп
игольного
и,иландра
Фиг. 6
27
Г я
Фиг. 7
23 гг

3 я
7 f Igr-crr-x
