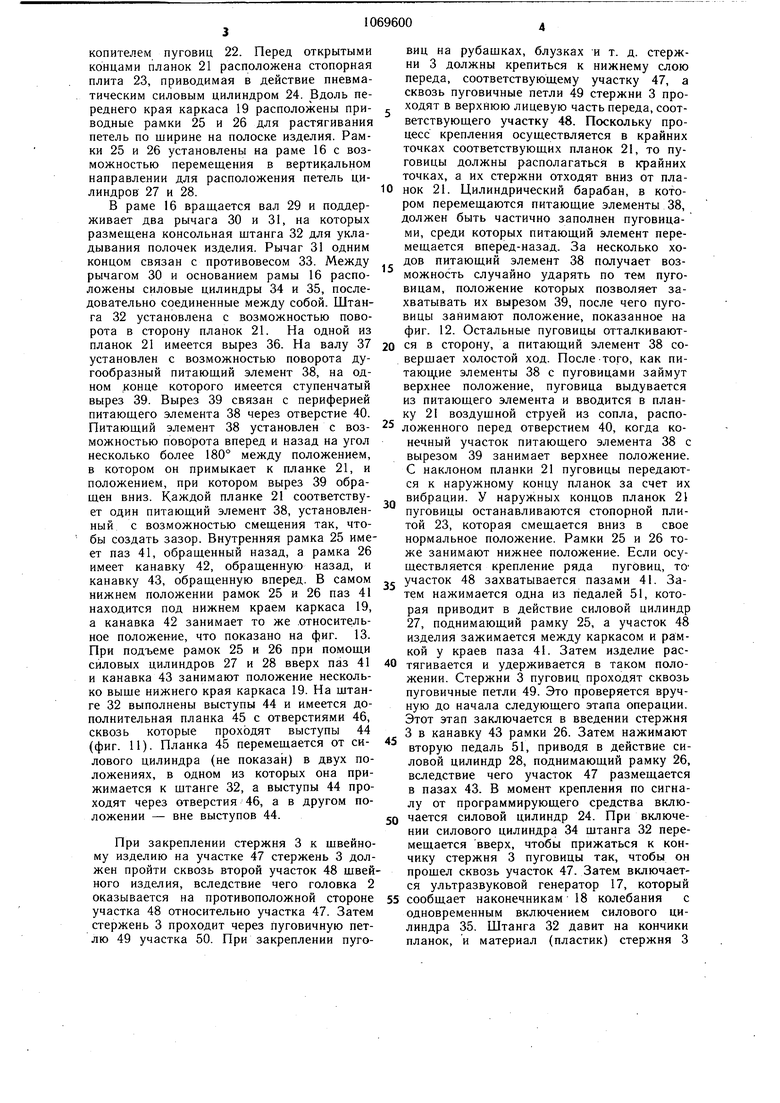
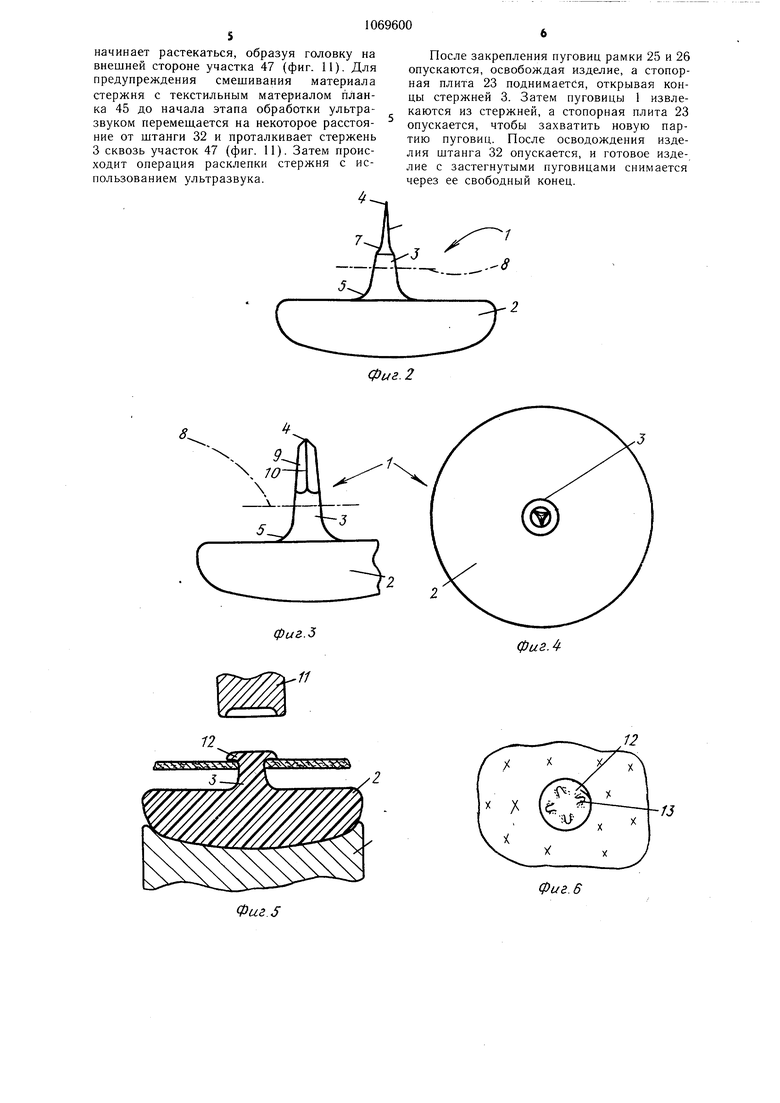
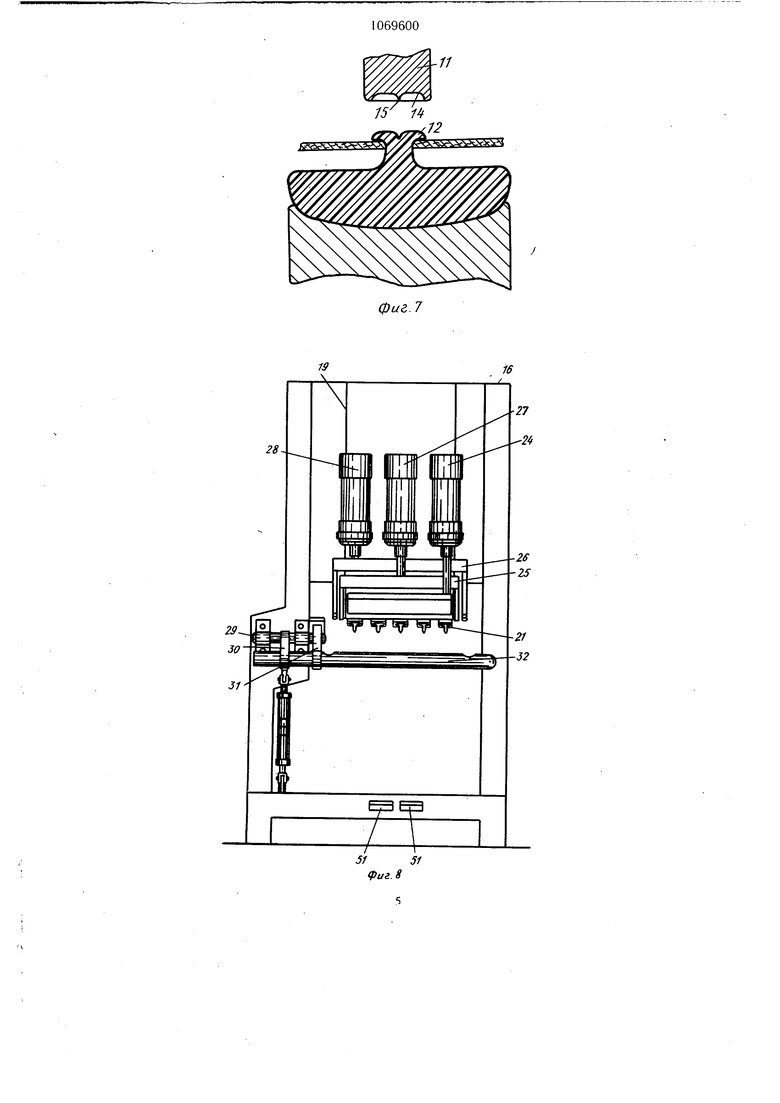
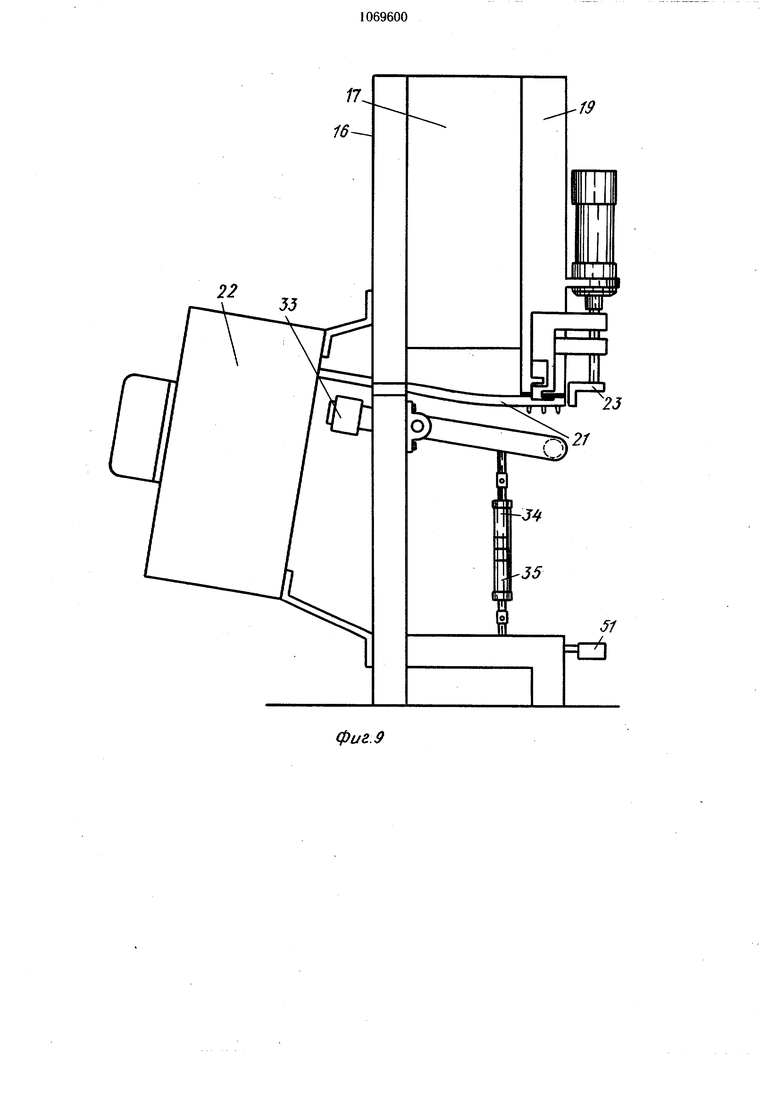
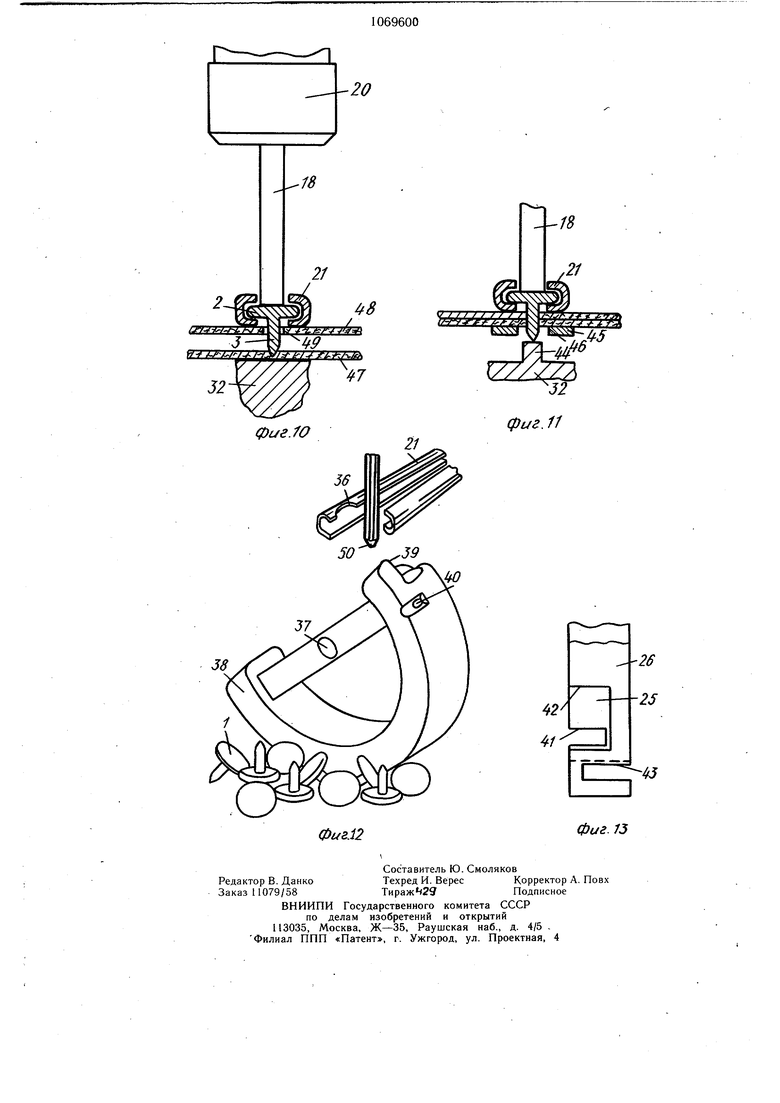
Изобретение относится к швейной промышленности, а именно к способам и устройствам прикрепления пластмассовых пуговиц к швейным изделиям. Известен способ прикрепления пластмассовых пуговиц к швейному изделию, состоящий в том, что головку пуговицы укладывают на швейное изделие, а ножку пуговицы пропускают сквозь материал.швейного изделия и воздействуют на неее ультразвуковым колебанием для деформации ее конца и закрепления на швейном издеИзвестно устройство для осуществления данного способа, содержащее смонтированные на раме ультразвуковой генератор с наконечником 1. Известные способ и устройство обладают ограниченными технологическими возможностями. Целью изобретения является расщирение технологических возможностей. Поставленная цель достигается тем, что согласно способу прикрепления пластмассовых пуговиц к швейному изделию, головку укладывают на .ивейное изделие, а ножку пуговицы пропускают сквозь материал щвейного изделия, на которую воздействуют ультразвуковым колебанием для деформации ее конца и закрепления на щвейном изделии, перед укладыванием пуговиц на швейном изделии полочки изделия соединяют по линии расположения петель и пуговиц, затем петли на одной из полочек изделия расширяют, а группу пуговиц, соответствующую количеству петель, закрепляют в держателе, после чего обе полочки изделия перемещают относительно держателей пуговиц так, что петли одной из полочек изделия надевают на соответствующие ножки пуговиц, которые одновременно прокалывают вторую полочку изделия, а воздействие ультрозвуковым колебанием осуществляют одновременно на все концы ножек пуговиц. В устройство для прикрепления пластмассовых пуговиц к швейному изделию, содержащее смонтированные на раме ультразвуковой генератор с наконечником, введены дополнительно наконечники, смонтированные на ультразвуковом генераторе, смонтированные на раме приводную консольную штангу для укладывания полочек изделия, планки с держателями для пуговиц, расположенными под наконечниками Ljriu., рс1 „11ч/|/1 wyi 4 nnuiiYiJi ii naivv./n -4nrii aivirj ультразвукового генератора, и приводные рамки для растягивания петель по ширине на полочке изделия, установленные на раме с возможностью перемещения в вертикальном направлении для расположения петель на ножках пуговиц. Устройство имеет накопитель пуговиц, соединенный с-планками для подачи пу.говиц в пуговицедержатели. На фиг. 1 изображена пуговица в незакрепленном состоянии, вид сбоку; на фиг. 2 и 3 - варианты исполнений пуговицы; на фиг. 4 - пуговица по фиг. 3, вид переди; на фиг. 5 - пуговица по фиг. 1 в акрепленном состоянии; на фиг. 6 - то е, вид спереди; на фиг. 7 - пуговица о фиг. I, поперечное сечение; на фиг. 8 закрепленном состоянии поперечное сечение; на фиг.- 6 - то же, вид спеРВДи; на фиг. 7 - пуговица по фиг. 1, поперечное сечение; на фиг. 8 изображено устройство для осуидествления способа, вид спереди; на фиг. 9 - то же, вид сбоку; на фиг. 10 - ультразвуковой генератор с наконечником и планка с держателем для пуговиц; на фиг. 11 - то же, вариант исполнения; на фиг. 12. - питающий элемент, общий вид; на фиг. 13 - то же, вариант исполнения. Пуговица 1 включает головку 2 и стер Стержень 3 имеет кончик 4 и расширяющийся по радиусу к головке участок 5.Стержень 3 может иметь воротничок 6,обозначенный пунктирной линией (фиг.1). Стержень 3 имеет переходный участок 7 (фиг. 2), который не должен проходить сквозь материал швейного издели я на ли °- Стержень 3 на наружной поверхности имеет треугольный участок 9 с режущими кромками 10, расположенны.ми за линией 8 (фиг. 3). В этой плоскости должен находиться материал швейного изделия после того, как пуговица будет закреплена. На кромке 10 имеется конусообразный участок с круглым поперечны.м сечением. Согласно фиг. 5 стержень 3 пуговицы 2 посредством давления и ультразвуковой обработки формуется рабочим инструментом 11 в головку 12. Выбор формы стержня зависит от типа ткани. На фиг. 6 показана сформованная головка 12. Концы 13 нитей слипаются с пластиком в одну целую головку 12. На фиг. 7 рабочий инструмент 11 выпол ,,- ж нен в виде углубления 14 тороидальной формы с точечным выступом 15 в центре. Сформованной головке 12 передается форма углубления 14. Эта конструкция обеспечивает более легкое распределение материала в направлении от центра. Она применяется при использовании пластиков, плохо поддающихся обработке, или в случае, когда необходимо сформовать головку больших размеров. Устройство содержит смонтированный i « раме 16 ультразвуковой генератор 17 с наконечником 18. Каркас 19 механической части ультразвукового генератора 17 имеет магнитные приспособления 20 с наконечниками 18, которым сообщается вибрация в диапазоне от 18000 до 30000 Гц. К основанию каркаса 19 прикреплены профилированные планки 21 с держателями для пуговиц. Планки 21 соединены с накопителем пуговиц 22. Перед открытыми концами планок 21 расположена стопорная плита 23, приводимая в действие пневматическим силовым цилиндром 24. Вдоль переднего края каркаса 19 расположены приводные рамки 25 и 26 для растягивания петель по ширине на полоске изделия. Рамки 25 и 26 установлены на раме 16 с возможностью перемещения в вертикальном направлении для расположения петель цилиндров 27 н 28. В раме 16 вращается вал 29 и поддерживает два рычага 30 и 31, на которых размещена консольная щтанга 32 для укладывания полочек изделия. Рычаг 31 одним концом связан с противовесом 33. Между рычагом 30 и основанием рамы 16 расположены силовые цилиндры 34 и 35, последовательно соединенные между собой. Штанга 32 установлена с возможностью поворота в сторону планок 21. На одной из планок 21 имеется вырез 36. На валу 37 установлен с возможностью поворота дугообразный питающий элемент 38, на одном конце которого имеется ступенчатый вырез 39. Вырез 39 связан с периферией питающего элемента 38 через отверстие 40. Питающий элемент 38 установлен с возможностью поворота вперед и назад на угол несколько более 180° между положением, в котором он примыкает к планке 21, и положением, при котором вырез 39 обращен вниз. Каждой планке 21 соответствует один питающий элемент 38, установленный с возможностью смещения так, чтобы создать зазор. Внутренняя рамка 25 имеет паз 41, обращенный назад, а рамка 26 имеет канавку 42, обращенную назад, и канавку 43, обращенную вперед. В самом нижнем положении рамок 25 и 26 паз 41 находится под нижнем краем каркаса 19, а канавка 42 занимает то же .относительное положение, что показано на фиг. 13. При подъеме рамок 25 и 26 при помощи силовых цилиндров 27 и 28 вверх паз 41 и канавка 43 занимают положение несколько выше нижнего края каркаса 19. На штанге 32 выполнены выступы 44 и имеется дополнительная планка 45 с отверстиями 46, сквозь которые проходят выступы 44 (фиг. 11). Планка 45 перемещается от силового цилиндра (не показан) в двух положениях, в одном из которых она прижимается к штанге 32, а выступы 44 проходят через отверстия 46, а в другом положении - вне выступов 44. При закреплении стержня 3 к швейному изделию на участке 47 стержень 3 должен пройти сквозь второй участок 48 швейного изделия, вследствие чего головка 2 оказывается на противоположной стороне участка 48 относительно участка 47. Затем стержень 3 проходит через пуговичную петлю 49 участка 50. При закреплении пуговиц на рубашках, блузках и т. д. стержни 3 должны крепиться к нижнему слою переда, соответствующему участку 47, а сквозь пуговичные петли 49 стержни 3 проходят в верхнюю лицевую часть переда, соответствующего участку 48. Поскольку процесс крепления осуществляется в крайних точках соответствующих планок 21, то пуговицы должны располагаться в крайних точках, а их стержни отходят вниз от планок 21. Цилиндрический барабан, в котором перемещаются питающие элементы 38, должен быть частично заполнен пуговицами, среди которых питающий элемент перемещается вперед-назад. За несколько ходов питающий элемент 38 получает возможность случайно ударять по тем пуговицам, положение которых позволяет захватывать их вырезом 39, после чего пуговицы занимают положение, показанное на фиг. 12. Остальные пуговицы отталкиваются в сторону, а питающий элемент 38 совершает холостой ход. После того, как питающие элементы 38 с пуговицами займут верхнее положение, пуговица выдувается из питающего элемента и вводится в планку 21 воздушной струей из сопла, расположенного перед отверстием 40, когда конечный участок питающего элемента 38 с вырезом 39 занимает верхнее положение. С наклоном планки 21 пуговицы передаются к наружному концу планок за счет их вибрации. У наружных концов планок 21 пуговицы останавливаются стопорной плитой 23, которая смещается вниз в свое нормальное положение. Рамки 25 и 26 тоже занимают нижнее положение. Если осуществляется крепление ряда пуговиц, то участок 48 захватывается пазами 41. Затем нажимается одна из педалей 51, которая приводит в действие силовой цилиндр 27, поднимающий рамку 25, а участок 48 изделия зажимается между каркасом и рамкой у краев паза 41. Затем изделие растягивается и удерживается в таком положении. Стержни 3 пуговиц проходят сквозь пуговичные петли 49. Это проверяется вручную до начала следующего этапа операции. Этот этап заключается в введении стержня 3 в канавку 43 рамки 26. Затем нажимают вторую педаль 51, приводя в действие силовой цилиндр 28, поднимающий рамку 26, вследствие чего участок 47 размещается в пазах 43. В момент крепления по сигналу от программирующего средства включается силовой цилиндр 24. При включении силового цилиндра 34 штанга 32 перемещается вверх, чтобы прижаться к кончику стержня 3 пуговицы так, чтобы он прошел сквозь участок 47. Затем включается ультразвуковой генератор 17, который сообщает наконечникам 18 колебания с одновременным включением силового цилиндра 35. Штанга 32 давит на кончики планок, и материал (пластик) стержня 3 начинает растекаться, образуя головку на внешней стороне участка 47 (фиг. 11). Для предупреждения смешивания материала стержня с текстильным материалом планка 45 до начала этапа обработки ультразвуком перемешается на некоторое расстояние от штанги 32 и проталкивает стержень 3 сквозь участок 47 (фиг. 11). Затем происходит операция расклепки стержня с использованием ультразвука. фиг.5
Фиг. 2 После закрепления пуговиц рамки 25 и 26 опускаются, освобождая изделие, а стопорная плита 23 поднимается, открывая концы стержней 3. Затем пуговицы 1 извлекаются из стержней, а стопорная плита 23 опускается, чтобы захватить новую партию пуговиц. После осводождения изделия штанга 32 опускается, и готовое изделие с застегнутыми пуговицами снимается через ее свободный конец. фивЛ
Фиг. 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для застегивания пуговиц на швейном изделии | 1977 |
|
SU745351A3 |
| КОМПЛЕКТ ЗАЩИТНОЙ ОДЕЖДЫ | 2011 |
|
RU2431433C1 |
| КОМПЛЕКТ ОДЕЖДЫ СПЕЦИАЛЬНОЙ ЗАЩИТНОЙ ОТ ПОВЫШЕННЫХ ТЕМПЕРАТУР | 2017 |
|
RU2672436C1 |
| ВСЕСОЮЗНАЯ I!}ДТ^Н'ПШ-Т?КНл1ЕСНД|BHS/iHOTLH^tA i | 1971 |
|
SU320970A1 |
| ТРАНСФОРМИРУЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ | 2012 |
|
RU2484745C1 |
| Швейная машина для нашивания пуговиц на картон | 1929 |
|
SU37458A1 |
| СПОСОБ ПРИКРЕПЛЕНИЯ ПУГОВИЦЫ К МАТЕРИАЛУ ИЗДЕЛИЯ | 2013 |
|
RU2515531C1 |
| Швейный полуавтомат для пришивания пуговиц | 1977 |
|
SU910128A3 |
| ПЕРЕГОРОДКА КАРКАСНАЯ И ПРОФИЛИ ДЛЯ НЕЕ | 2003 |
|
RU2270301C2 |
| ПЕРЕГОРОДКА КАРКАСНАЯ И ПРОФИЛИ ДЛЯ НЕЕ | 2004 |
|
RU2268341C2 |
1. Способ прикрепления пластмассовых пуговиц к швейному изделию, состоящий в том, что головку пуговицы укладывают на швейное изделие, а ножку пуговицы пропускают сквозь материал швейного изделия, на которую воздействуют ультразвуковым колебанием для деформации ее конца и закрепления на швейном изделии, отличающийся тем, что, с целью расширения технологических возможностей, перед укладыванием пуговиц на швейном изделии полочки изделия соединяют по линии расположения петель и пуговиц, затем петли на одной из полочек изделия расши-фиг.1 ряют, а группу пуговиц, соответствующую количеству петель, закрепляют в держателе, после чего обе полочки изделия перемещают относительно держателей пуговиц так, что петли одной из полочек изделия надевают на соответствуюшие ножки пуговиц, которые одновременно прокалывают вторую полочку изделия, а воздействие ультразвуковым колебанием осуществляют одновременно на все концы ножек пуговиц. 2.Устройство для прикрепления пластмассовых пуговиц к швейному изделию содержащее смонтированные на раме ультразвуковой генератор с наконечником, отличающееся тем, что оно имеет дополнительно наконечники, смонтированные на ультразвуковом генераторе, смонтированные на раме приводную консольную штангу для укладывания полочек изделия, планки с держателями для пуговиц, расположенными под наконечниками ультразвукового генератора, и приводные рамки растягивания петель по ширине на полочке изделия, установленные на раме с возможностью перемещения в вертикальном направлении для расположения петель на ножках пуговиц. 3.Устройство тто п. 1, отличающееся тем, что оно имеет накопитель пуговиц, соединенный с планками для подачи пуговиц в пуговицедержатели. L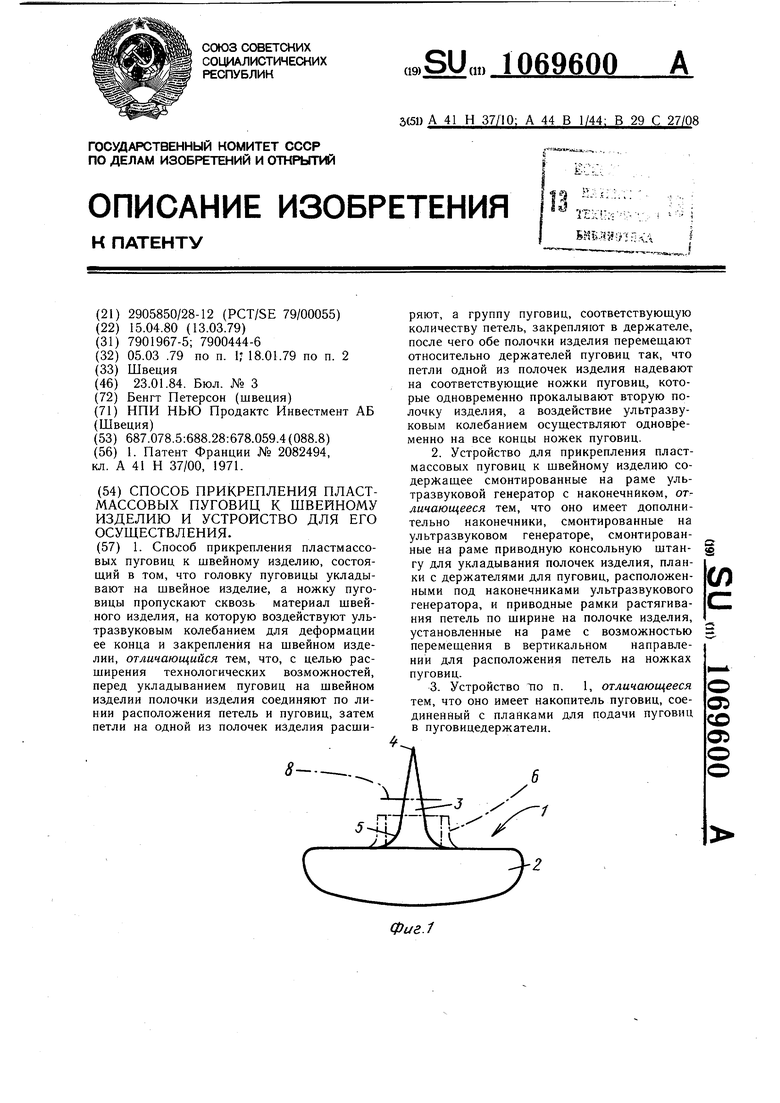
фиг 9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРБЕНТА | 1994 |
|
RU2082494C1 |
| Механический грохот | 1922 |
|
SU41A1 |
