Известные автоматические деревообрабатывающие линии не приспособлены для обработки, щитовых узлов мебели.
Описываемая деревообрабатывающая линия имеет преимущество перед известными, выражающееся в возможности комплексной обработки щитовых деталей и узлов мебели за счет объединения деревообрабатывающих станков с агрегатным1И устройствами для обработки и фанеровки пласти и кромки каждого щита, пропускаемого в линии.
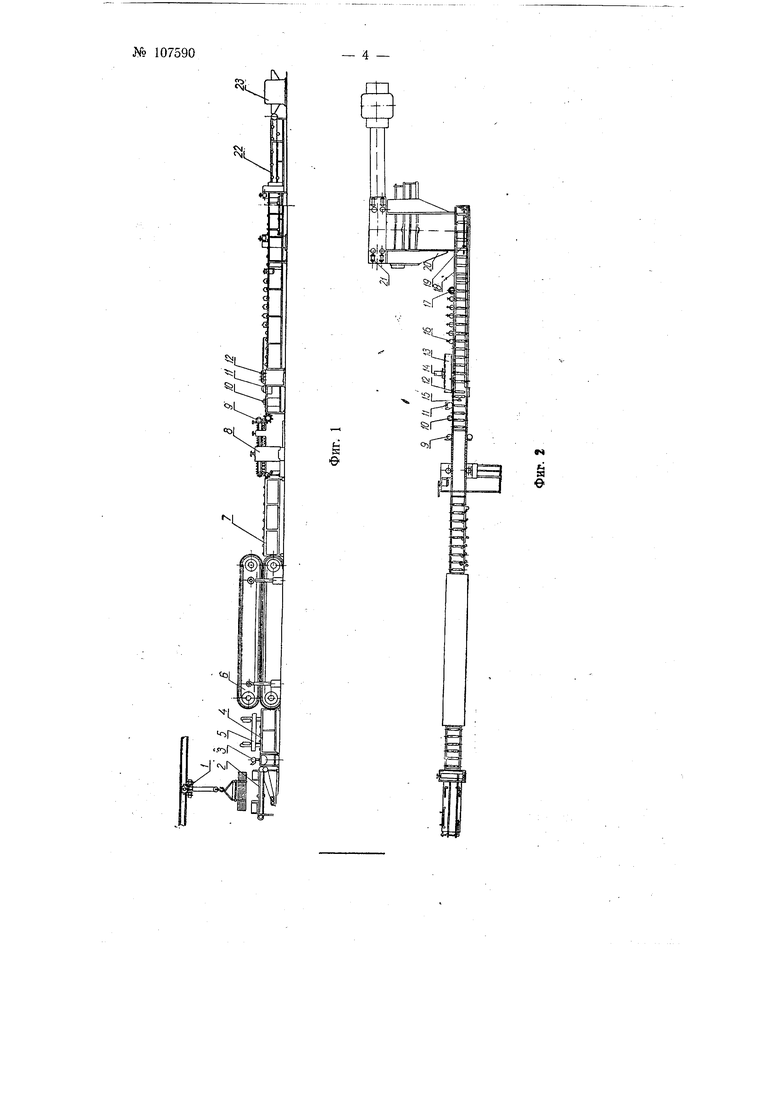
На фиг. 1 изображен вид деревообрабатывающей линии сбоку; фиг. 2 - в плане.
Комплексная деревообрабатывающая линия состоит из следующих основных агрегатов: электрического тельфера 1, загрузочного устройства 2, клеесмазочного станка 3, питательного стола 4, устройства для приклейки фанеры к пласти щита 5, танкового пресса с высокочастотным электроподогревом 6, питательного стола с направляющими устройствами 7, двухпильного концеравнитёля 8 с конвейерной подачей, на котором смонтированы два фрезера 9 с верхним расположением щггинделя, фрезера 10 для цинубления кромки щита, клеенамаза 11, автоподатчика-ускорителя 12, магазина 13 для закладки полос ножевой фанеры с пневматическим цилиндром 14 и золотником 15 для пуска сжатого воздуха, щести прокаточных роликов 16 с электроподогревом, фрезера 17, питательного стола с ускорителем 18, автоматического перекладчика 19, двухпильного концеравнитёля 20 с конвейерной подачей, многощпиндельного сверлильного присадочного автомата 21, ленточного транспортера 22, обкаточного станка 23 для термопрессования.
Обработка щитовых углов мебели производится следующим образом.
Подготовленные к фанерованию щиты пакетами подаются на электротельфер, который транспорти-рует их в фанеровочное отделение и подаёт в загрузочное устройство. Щиты укладываются между подвижной и неподвижной стенками загрузочного устройства, откуда цепями с толкателями подаются на клеесмазочный станок. После клеесмазочного станка
№ 107590- 2 -
щиты поступают на питательный стол 4. Проходя через стол, щит наталкивается на рычаг пневматического золотника, при этом автоматически срабатывает помещенное над питательным столом приспособление для приклейки набора ножевой фанеры к пласти щита.
Щит с при1клее1нной ножевой фанерой поступает под танковый пресс с высокочастотным обогревом, где производится фанерование и сушка фанерованной пласти токами высокой частоты.
Пройдя пресс, щит поступает на питательный стол 7 с направляющими устройствами. Проходя по роликовым опорам, щит при помощи направляющей линейки и роликов получает правильное продольное направление движения и поступает на двухвильный концеравнитель с конвейерной подачей, где проходит обрезку двух продольных сторон.
При дальнейшем движении щиты поступают на два высокочастотных фрезера 9 с верхним расположением шпинделя, где производится строжка передней « задней кромок (продольных).
Фрезеры прикреплены к подвижной и неподвижной станинам концеравнителя и оборудованы суппортами для точной настройки.
Подающая и прижимная цепи концеравнителя оборудованы резиновыми накладками для плотного прижатия щитов в период прохождения их через концеравнитель и фрезерные головки.
За левой фрезерной головкой установлен фрезер 10 для цинубления фанеруемой кромки щита, а также роликовый клеенамаз // для смазки клеем фанеруемой кромки.
Кроме клеенамаза, щит попадает на автоподатчик 12, который работает с несколько ускоренной подачей по сравнению с концеравнителем. В результате разности скоростей между щитами образуется разрыв, необходимый для поворота рычага золотника, который дает возможность открывать пусковое отверстие для подачи сжатого воздуха в пневматический цилиндр 14 магазина с загруженными полосами «ожевой фанеры.
При движении поршня цилиндра магазин с большой скоростью подает фанеру на кромку щита, предварительно смазанную клеем. Приклеив фанерную полоску к кромке щита, магазин возвращается в исходное положение, так как при движении щитов рычаг золотника перекрывает пусковое отверстие и открывает выхлопное отверстие для выхода воздуха из пневмоцилиндра. Поршень цилиндра возвращается в исходное положение при помощи возвратной пружины, помещенной внутри цилиндра.
При дальнейшем движении щит с приклеенной полоской фанеры проходит через обкаточные ролики 16 с электрическим обогревом, где происходит притирка с одновременной просушкой фанерованной кромки.
Пройдя обкаточные ролики, щит поступает на фрезер, на котором установлены две пилочки для снятия свесов ножевой фанеры с кромки.
После этого щит движется по питательному столу с ускорителем 18 и поступает на автоматический электромагнитный перекладчик 19 для изменения направления движения щита с продольного на поперечное.
Перекладчик укладывает щит на подающий механизм двухпильного концеравнителя, который производит оторцовку двух концов щита по заданному размеру.
После двухпильного концеравнителя щит поступает на,многошпиндельный сверлильный присадочный автомат для сверления отверстий и выборки гнезд.
Работа многошпиндельного сверлильного присадочного автомата производится следующим образом.
При поступлении щита на опоры станка срабатывают электромагниты и производят включение электромоторов всех подающих механизмов,а также осуществляепгся прижим щита в процессе сверления.
После возвращения электромоторов с режущим инструментом в исходное положение происходит освобождение щита от прижимов и опор, в результате этого освобожденный щит onycKaeTiCH на ленточный транспортер 22, расположенный под сверлильным автоматом, которым подается на обкаточный станок для термопре сования двух пластей и передней кромки щита. После этого щитовые комбинаты поступают на контроль качества обработки.
Предмет изобретения
1. Комплексная деревообрабатывающая линяя из универсальных и специализированных станков и устройств, отличающаяся тем, что, с целью ПJC}выщeния производительности, станки объединены с агрегатными устройствами для обработки и фанеровки пласти и кромки каждого щита, пропускаемого в линии.
.2. Линия по п. 1, отличающаяся тем, что для фанерования пласти и кромки щита в ней встроены агрегаты, состоящие из клеенамазочных станков, фанеронаклаДочных станков и прессов, обогреваемых токами высокой частоты или другим способом.
3.Линия по п. 1, отличающаяся тем, что фаиеронакладочные станки выполнень в виде пневматических вайм, обеспечивающих раздельную накладку каждого листа облицовочной фанеры на фанеруемую пласть и кромку.
4.Линия по п. 1, отличающаяся тем, что встроенные в ней станки для опиливания и стродгания продольных кромок, а также для цинубления и намазки клеем выполнены в виде двух агрегатных станков: фрезерно-концеравнительного с автоподачей и динубельно-клеенамазочного с автоподачей.
- 3 -№ 107590
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для машинной обработки брусковых деталей корпусной мебели | 1954 |
|
SU102700A1 |
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор И. В. Макаров
Информационно-издательский отдел.Подп. к печ. 14.Х-59 г.
Объем 0,34 п. л.Зак. 7821Тираж 1050Цена 50 коп.
Типография Комитета по Делам изобретений и открытий при Совете Министров СССР Москва, Петровка, 14.
Ко 107590
yj
