2.Соединение по п, 1, отличающееся тем, что штифты выполнены с по меньшей мере одной коль цевой канавкой на боковой поверхности одного из концов и установлены этим концом в теле крьшки.
3.Соединение по п. 1, отличающееся тем, что штифты вьтолнены с постепенно уменьшающимся диаметром на кониах.
4.Способ получения,неразъемного соединения фасонной крышки из термопластичного материала и охватывающей ее трубчатой детали с отверстиями на боковой поверхности путем вдавливания в тело крышки через упомянутые отверстия трубчатой детали стержней из термостойкого материала, преимущественно металла, диаметром, меньшим диаметра отверстий, нагретых до температуры размягчения термопластичного материала, до затекания последнего в зазор между стенками отверстий и стержнями, отличающийся тем, что. с целью повышения нагрузочной способности, в качестве стержней используют штифты, которые после вдавливания в термопластичный материал крышки уДер- живают до его затвердевания и образования неразъемного соединения.
5. Способ по пп. 2 и 4, отличающийся тем, что крьш:ки перед установкой в трубчатую деталь нагревают, а штифты вдавливают в нагретое тело крьш1ки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СКЛАДНАЯ ПАЛКА С ТРУБЧАТОЙ МУФТОЙ | 2015 |
|
RU2682354C2 |
| ПОГРУЖНОЙ СТАКАН ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 1997 |
|
RU2153952C2 |
| ПАЛКА, СНАБЖЕННАЯ НАКОНЕЧНИКОМ С ПРУЖИНЯЩИМ МЕХАНИЗМОМ | 2016 |
|
RU2692331C2 |
| УЗЕЛ СОСКИ | 2012 |
|
RU2600706C2 |
| Неразъёмное соединение деталей замкнутого контура и способ его осуществления | 2016 |
|
RU2631043C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ МАССЫ | 2007 |
|
RU2437757C2 |
| Контейнер для размещения предметов,предназначенных для стерилизации и последующего их хранения | 1979 |
|
SU1215606A3 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО, АППАРАТ И ХИРУРГИЧЕСКИЙ СПОСОБ | 2010 |
|
RU2560775C2 |
| РУКОЯТКА ПАЛКИ | 2019 |
|
RU2783071C2 |
| Контейнер для транспортировки радиоактивного материала | 1981 |
|
SU1144632A3 |
. 1. Неразъемное соединение фасонной крышки из термопластичного материала и охватывающей ее трубчатой детали, содержащее фиксирующие элементы, выполненные в виде полых выступов на боковой поверхности крышки, размещенных в сквозных боковых отверстиях трубчатой детали, выполненных в зоне взаимодействия последней с боковой поверхностью крышки, отличающееся тем, что, с целью повьшения нагрузочной способности, фиксирующие элементы снабжены штифтами из термостойкого мате риала, преимущественно из металла, выполненными диаметром, меньшим диаметра отверстий в трубчатой детали, и установленными одним концом в теле крьшки, а другим в отверстиях i трубчатой детали, при этом фасонная крьшка вьтолнена с фланцем и устаСП новлена с возможностью взаимодейст- С ВИЯ опорной поверхностью фланца с торцом трубчатой детали. f ел 00
Изобретение относится к деталям машин и может быть использовано для образования неразъемного соединения двух деталей, одна из которых - фасонная крьш1ка из термопластичного материала, а вторая охватывающая крьш1ку трубчатая деталь.
Известно неразъемное соединение фасонной крышки из термопластичного материала и охватывающей ее трубчатой детали, содержащее фиксирукщие элементы, выполненные в виде полых выступов на боковой поверхности крышки, размещенных в сквозных боковых отверстиях трубчатой детали, выполненных в зоне взаимодействия последней с боковой поверхностью крышки 1.
Известен также способ получения неразъемного соединения фасонной крышки из термопластичного материала и охватывающей ее трубчатой детали с отверстиями на боковой поверхности путем вдавливания в тело крьш1ки через упомянутые отверстия трубчатой детали стержней из термостойкого материала, преимущественно, металла, диаметром, меньшим диаметра отверстий, нагретых до температуры размягчения термопластичного материала, до затекания последнего в зазор между стенками отверстий и стержнями Cl 1.
Однако неразъемное соединение,. полученное указанным способом, не обеспечивает достаточную нагрузочную способность, поскольку детали соединены между собой только посредством полого выступа из термопластичного материала. Кроме того, указанное техническое решение может быть использовано только для образования соединений, которые в процессе эксплуатации не подвергаются нагреванию. В противном случае, термопластичный материал под действием тепла размягчится и в соединении может возникнуть перекос.
Цель изобретения - повьш1ение нагрузочной способности соединения.
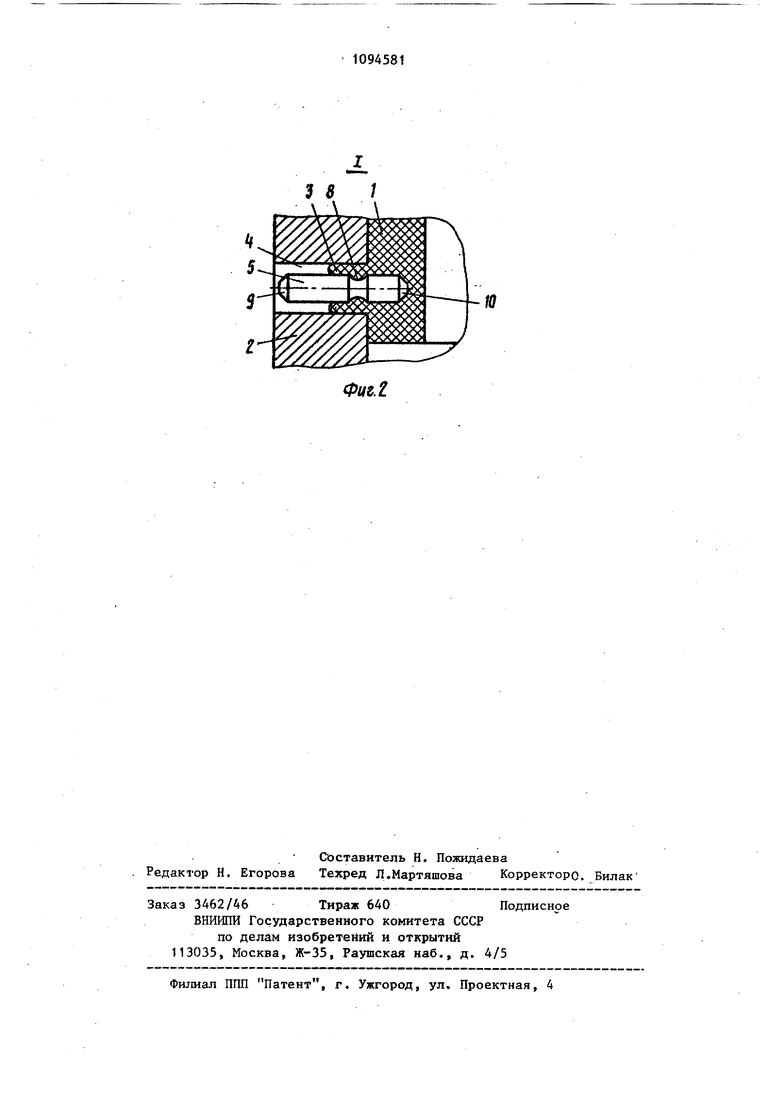
Поставленная цель достигается тем, что в неразъемном соединении фасонной крьш1ки из термопластичного материала и охватывающей ее трубчатой детали, содержащем фиксирующие элементы, выполненные в виде полых выступов на боковой поверхности крышки, размещенных в сквозных боковых отверстиях трубчатой детали, выполненных в зоне взаимодействия последней с боковой поверхностью крьш1ки, фиксирующие элементы снабжены штифтами из термостойкого материала, преимущественно из металла, выполненными диаметром, меньшим диаметра отверстий в трубчатой детали, и установленными одним концом 3 теле крышки, а другим в отверстиях трубчатой детали, при этом фасон ная крьшка выполнена с фланцем и ус тановлена с возможностью взаимодействия опорной поверхностью фланца с торцом трубчатой детали. Кроме того, штифты выполнены с по меньшей мере одной кольцевой канавкой на боковой поверхности одного из концов и установлены этим концом в теле крышки. Штифты выполнены с постепенно уменьшающимся диаметром на концах. Согласно способу получения неразъемного соединения фасонной крьш ки из термопластичного материала и охватывающей ее трубчатой детали с отверстиями на боковой поверхности путем вдавливания в тело крышки через упомянутые отверстия трубчатой детали стержней из термостойкого материала, преимущественно металла, диаметром, меньшим диаметра отверстий, нагретых до температуры размяг чения термопластичного материала, до затекания последнего в зазор меж ду стенками отверстий и стержнями, в качестве стержней используют штиф ты, которые после вдавливания в тер мопластичный материал крышки удерживают до его затвердевания и образ вания неразъемного соединения. Кроме того, крышки перед установ кой в трубчатую деталь нагревают, а штифты вдавливают в нагретое тело КрЬШ1КИ. На фиг. 1 изображено неразъемное соединение фасонной.крышки из термо пластичного материала и охватывающей ее трубчатой детали на фиг. 2 узел I на фиг. 1. Неразъемное соединение фасонной крышки 1 из термопластичного материала и охватывающей ее трубчатой детали 2 содержит фиксирующие элементы в виде полых выступов 3 на бо ковой поверхности крьш1ки, которые размещены в сквозных боковых отверс тиях 4 трубчатой детали 2, выполнен ных в зоне взаимодействия последней с боковой поверхностью крышки, и шт ты .5. Штифты 5 выполнены из термо-стойкого материала, преимзш1ественно из металла, диаметром, меньшим диаметра сквозных боковых отверстий 4 в трубчатой детали,.;И установлены одним концом в крьш1кё, а другим в упомянутых отверстиях. Фасонная крышка 1 вьшолнена с фланцем 6 и установлена с возможностью взаимодействия опорной поверхностью 7 фланца с трубчатой деталью. В предпочтительном варианте штифты 5 выполнены с по меньшей мере одной кольцевой канавкой 8 на боковой поверхности одного из концов и установлены упомянутым концом в теле крьщ1ки. Кроме того, штифты выполнены с постепенно уменьшающимся диаметром на концах 9 и 10.. Способ получения неразъемного соединения фасонной крьшки из термопластичного материала и охватывающей ее трубчатой детали с отверстиями на боковой поверхности осуществляют следующим образом. Фасонную крышку 1 предварительно нагревают до температуры, превьш1ающей рабочую температуру готового узла, и помещают в трубчатую деталь 2 до упора фланцем 6 в торец трубчатой детали. Затем штифт 5, нагретый до температуры размягчения термопластичного материала крьщ1ки, вдавливают через отверстия 4 трубчатой детали в тело крышки. Штифты размягчают термопластичный материал, которьй вытесняется в отверстие трубчатой детали и заполняет кольцевую канавку 8 на боковой поверхности штифта. Штифты удерживают до затвердевания термопластичного материала крышки, в результате чего образуется неразъемное соединение. В результате того, что фасонная крышка была предварительно нагрета до температуры, превьш1ающей рабочую температуру узла, при остывании размеры ее уменьшаются, и фланец 6 плотно прилегает к торцу трубчатой детали. Изобретение позволяет получить надежное неразъемное соединение фасонной крьш1ки из термопластичного материала и охватывающей ее трубчатой детали, обеспечивает повьшение нагрузочной способности соединения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ предпостроечного уплотнения слабых грунтов | 1982 |
|
SU1153000A1 |
| Солесос | 1922 |
|
SU29A1 |
