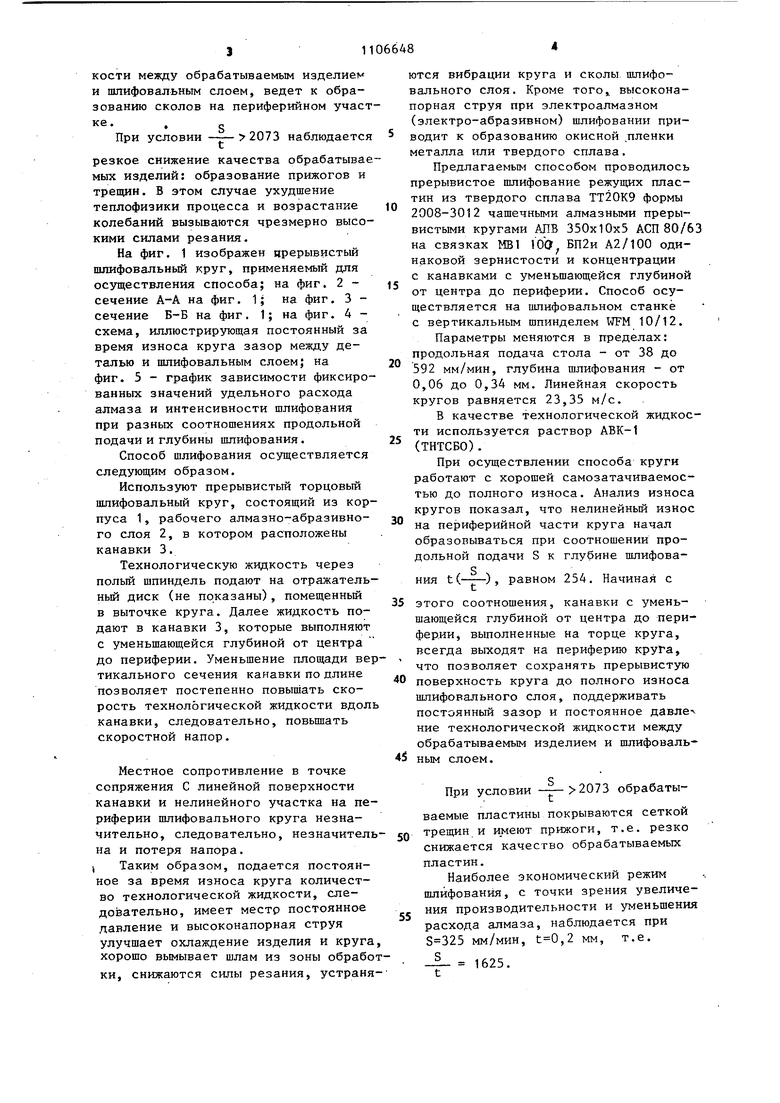
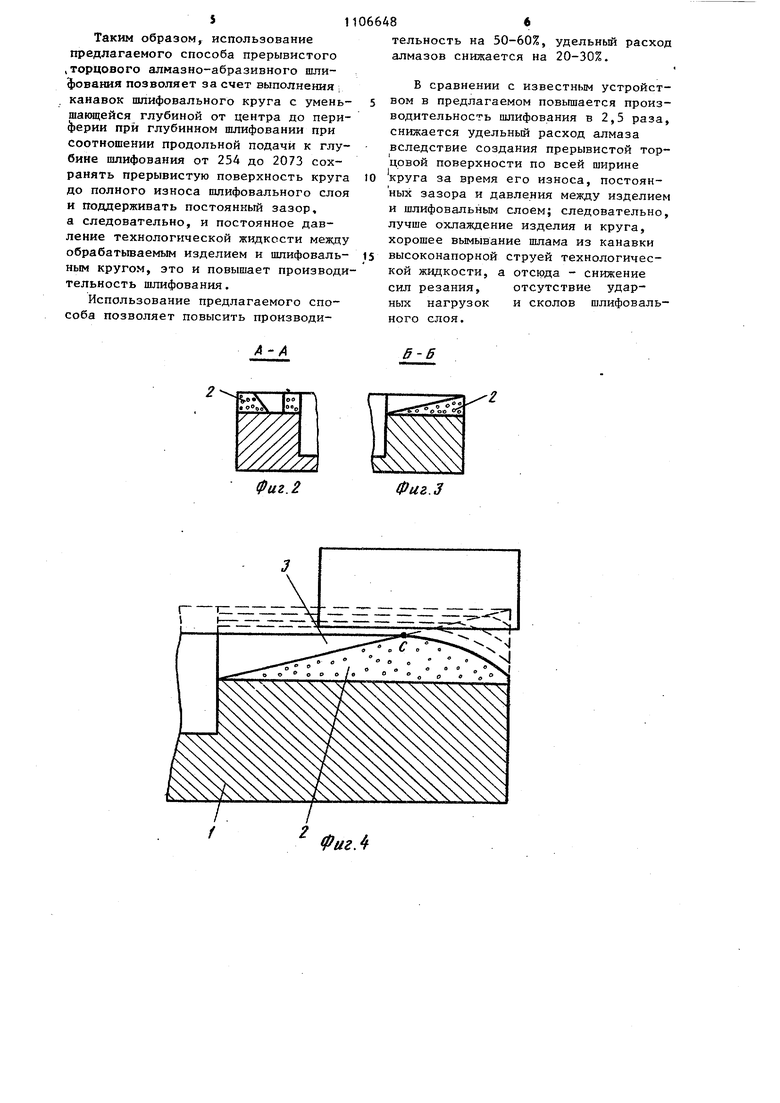
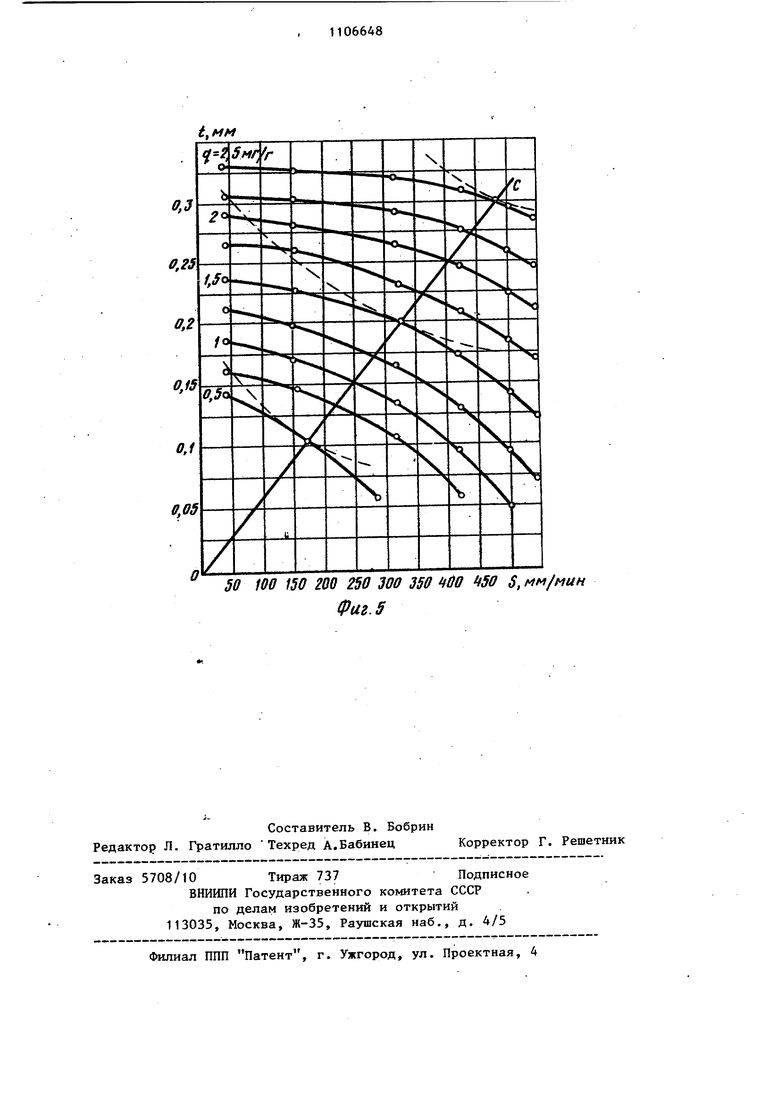
Изобретение относится к инструмеи тальному производству, а именно к способам прерывистого торцового глубинного алмазно-абразивного шлифования, предназначенным как для электро алмазно-абразивного, так и для алмазно-абразивного шлифования металлов, твердых сплавов и керамики. Спо соб прерывистого шлифования может быть использован на станках, предназначенных для обработки торцом кру га. Известен способ, согласно котором при шлифовании торцом круга подачу технологической жидкости осзтцествляют через канавки ишифовального круга наклонш 1е к его радиусу lj . Однако для известного способа характерна низкая производительность шлифования, снижение которой обусловлено тем, что канавки в шлифовальном круге в периферийной части торцовой поверхности шлифовального слоя не вы ходят на периферию круга, в связи с этим полный эффект прерывистости по ширине круга за все время его эксплуатации не достигается, а также выполняют не на всю глубину шлифовального слоя и при износе егодо поверхности дна канавки эффект преры вистости пропадает. Кроме того, подача технологической жидкости в зазор между деталью и шлифовальным слоем незначительна, так как линейный участок за канвкой, не выходящей на периферию, является поверхностью большого местного сопротив ления, на которой теряется напор жидкости, а длина линейного участка по мере износа круга меняется (круг изнашивается по линейному закон на его периферийной части в зоне выхаживания и по нелинейному - в зоне врезания) , следовательно, меняется давление жидкости в зазоре, возникают вибрации и круг периодически плотно прижимается к детали или отжимается от нее, тем самым жидкость подается в зазор периодически и травление при электроабразивном (электроалмазном) шяифовании происходит не по всей поверхности детали, в связи с этим на поверхности детали, где не образовалось окисной плёнки металла или твер дого сплава, возрастают силы резания и ухудшаются теплофизические параметры процесса резания, что отрицательно сказывается на качестве обрабатываемой детали. Целью изобретения является повышение производительности шлифования путем создания условия прерывистости шлифования на всей рабочей поверхности постоянного за время износа круга давления технологической жидкости в зазоре между обрабатываемым изделием и шлифовальным кругом. Поставленная цель достигается тем, что согласно способу прерывистого торцового алмазно-абразивного шлифования, включающему подачу технологической жидкости в канавки шлифов.ального круга, наклонные к его радиусу, канавки выполяют с уменьшающейся, глубиной от центра до периферии, при этом обработку ведут в режиме глубинного шлифования при условии 254-2073, где S - продольная подача мм/мин; t - глубина шлифования, мм. Глубинное шлифование, как наиболее эффективное, характеризуется значительными силами резания. До 80% съема материала при данном процессе происходит во врезной периферийной части круга, где силы ре. достигают своих наибольших значений. Здесь происходит наиболее интенсивное вырывани-е алмазных зерен из связки, что влечет за собой максимальный износ в этой части круга. Профиль шлифовального круга изнашивается по сложному закону: по линейному - в зоне выхаживания и по нелинейному - в зоне врезания, причем соотношение длины зоны выхаживания к длине зоны врезания до 5. Наивысшую экономичность шлифования при всем многообразии варьируемых продольных подач S и глубин шлифования удается достичь при услоии 254-2073. При -А- 254 неинейный участок (заборный конус) в оне врезания круга не образуется и о мере срабатывания шлифовального слоя круга канавки с уменьшающейся глубиной от центра до периферии не выходит на периферию круга. Это не озволяет сохранить прерывистую поерхность круга до полного износа лифовального слоя, поддерживать посоянный зазор, а следовательно, постоянное давление технологической жидкости между обрабатываемым изделием и шлифовальным слоем, ведет к образованию сколов на периферийном учас ке. . g При условии наблюдаетс резкое снижение качества обрабатыва мых изделий: образование прижогов и трещин. В этом случае ухудшение теплофизики процесса и возрастание колебаний вызываются чрезмерно высо кими силами резания. На фиг. 1 изображен прерывистый шлифовальный круг, применяемый для осуществления способа; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 схема, иллюстрирующая постоянный за время износа круга зазор между деталью и шлифовальным слоем, на фиг. 5 - график зависимости фиксиро ванных значений удельного расхода алмаза и интенсивности шлифования при разных соотношениях продольной подачи и глубины шлифования. Способ шлифования осуществляется следующим образом. Используют прерывистый торцовый шлифовальный круг, состоящий из кор пуса 1, рабочего алмазно-абразивного слоя 2, в котором расположены канавки 3. Технологическую жидкость через полый шпиндель подают на отражатель ный диск (не показаны), помещенный в выточке круга. Далее жидкость подают в канавки 3, которые выполняют с уменьшающейся глубиной от центра до периферии. Уменьшение площади ве тикального сечения канавки по длине позволяет постепенно повышать скорость технологической жидкости вдол канавки, следовательно, повьш1ать скоростной напор. Местное сопротивление в точке сопряжения С линейной поверхности канавки и нелинейного участка на пе риферии шлифовального круга незначительно, следовательно, незначител на и потеря напора. I Таким образом, подается постоянное за время износа круга количество технологической жидкости, следовательно, имеет местр постоянное давление и высоконапорная струя улучшает охлаждение изделия и круга хорошо вымывает шлам из зоны обрабо ки, снижаются силы резания, устраня ются вибрации круга и сколы шлифовального слоя. Кроме того, высоконапорная струя при электроалмазном (электро-абразивном) шлифовании приводит к образованию окисной ,пленки металла или твердого сплава. Предлагаемым способом проводилось прерывистое шлифование режущих пластин из твердого сплава ТТ20К9 формы 2008-3012 чашечными алмазными прерывистыми кругами AJIB 350x10x5 АСП 80/63 на связках МВ1 00 БП2и А2/100 одинаковой зернистости и концентрации с канавками с уменьшающейся глубиной от центра до периферии. Способ осуществляется на шлифовальном станке с вертикальным шпинделем даМ 10/12. Параметры меняются в пределах: продольная подача стола - от 38 до 592 мм/мин, глубина шлифования - от 0,06 до 0,34 мм. Линейная скорость кругов равняется 23,35 м/с. В качестве технологической жидкости используется раствор АВК-1 (ТНТСБО). При осуществлении способа круги работают с хорошей самозатачиваемостью до полного износа. Анализ износа кругов показал, что нелинейный износ на периферийной части круга начал образовываться при соотношении проS к глубине пшифовадольной подачи -), равном 254. Начиная с этого соотношения, канавки с уменьшающейся глубиной от центра до периферии, выполненные на торце круга, всегда выходят на периферию KpyJa, что позволяет сохранять прерывистую поверхность круга до полного износа шлифовального слоя, поддерживать постоянный зазор и постоянное давле ние технологической жидкости между обрабатываемым изделием и шлифовальным слоем. При условии обрабатываемые пластины покрываются сеткой трещин и прижоги, т.е. резко снижается качество обрабатываемьпс пластин. Наиболее экономический режим шлифования, с точки зрения увеличения производительности и уменьшения расхода алмаза, наблюдается при мм/мин, ,2 мм, т.е. -А. 1625. 51 Таким образом, использование предлагаемого способа прерывистого .торцового алмазно-абразивного шлифования позволяет за счет выполнения канавок шлифовального круга с уменьшающейся глубиной от центра до периферии при глубинном шлифовании при соотношении продольной подачи к глубине шлифования от 254 до 2073 сохранять прерывистую поверхность круга до полного износа шлифовального слоя и поддерживать постоянный зазор, а следовательно, и постоянное давление технологической жидкости между обрабатываемым изделием и шлифовальным кругом, это и повышает производи тельность шлифования. Использование предлагаемого способа позволяет повысить производи8«тельность на 50-60%, удельный расход алмазов снижается на 20-30%. В сравнении с известным устройством в предлагаемом повьшгается производительность шлифования в 2,5 раза, снижается удельный расход алмаза вследствие создания прерывистой торцовой поверхности по всей ширине круга за время его износа, постоянных зазора и давления между изделием и шлифовальньпч слоем; следовательно, лучше охлаждение изделия и круга, хорошее вымывание шлама из канавки высоконапорной струей технологической жидкости, а отсюда - снижение сил резания, отсутствие ударных нагрузок и сколов шлифовального слоя.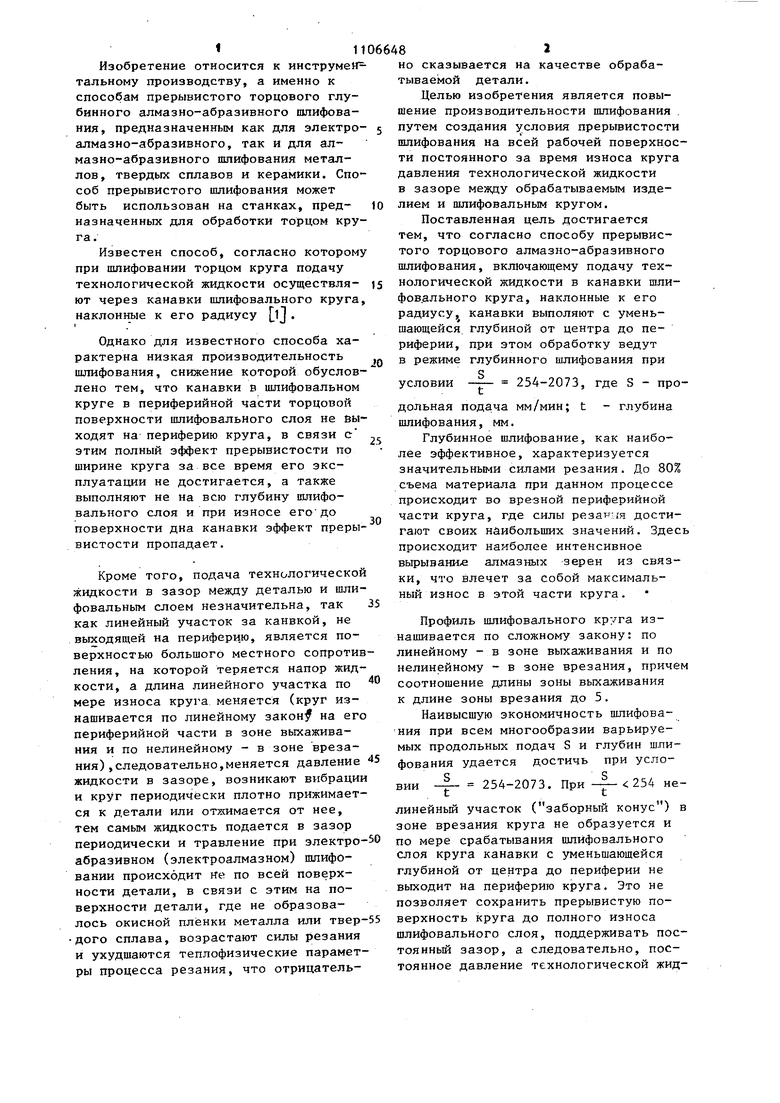
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
СПОСОБ ПРЕРЫВИСТОГО ТОРЦОВОГО АЛМАЗНО-АБРАЗИВНОГО ШЛИФОВАНИЯ, при котором шлифование осуществляют кругом с наклонными относительно оси инструмента канавками при подаче технологической жидкости в зону галифования, отличающийся тем, что, с целью повьшения производительности путем обеспечения постоянного напора жидкости, берут круг с переменной глубиной канавок, максимальной у центра, а обработку ведут в режиме глубинного шлифования при S условии --- 254-2073, где S - продольная подача, мм/мин; t - глубина шлифования, мм. 9 оз О5 4ii (Х
t,MM
50 100 150 гОО 250 300 350 ЧйО ffSO S, мм/мин
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
