Известен станок для изготовления .ленточных обручен, включающий в себя барабан, ва.чьцы и кривоилипный пресс.
Пред.1а1аемы 1 станок, по сравнению с известным, позволяет изготав.чивать гофрированные обручи.
С этой це.лью барабан соединен нриводом с вальцами д,1я механизированной подачи металлической ленты из бунта, а вальцы для получения гофра выполнены нрофилированными и в них вст)оено .приснособление для изгибании ленты на спираль. Для автоматической подачи к прессу .тенты, выходя П1ей из вальцов изогнутой спиралью, применен вал, нолучающий вращение от механизма привода вальцов, а для уточнения профиля и обработки концов обруча применены штампы.
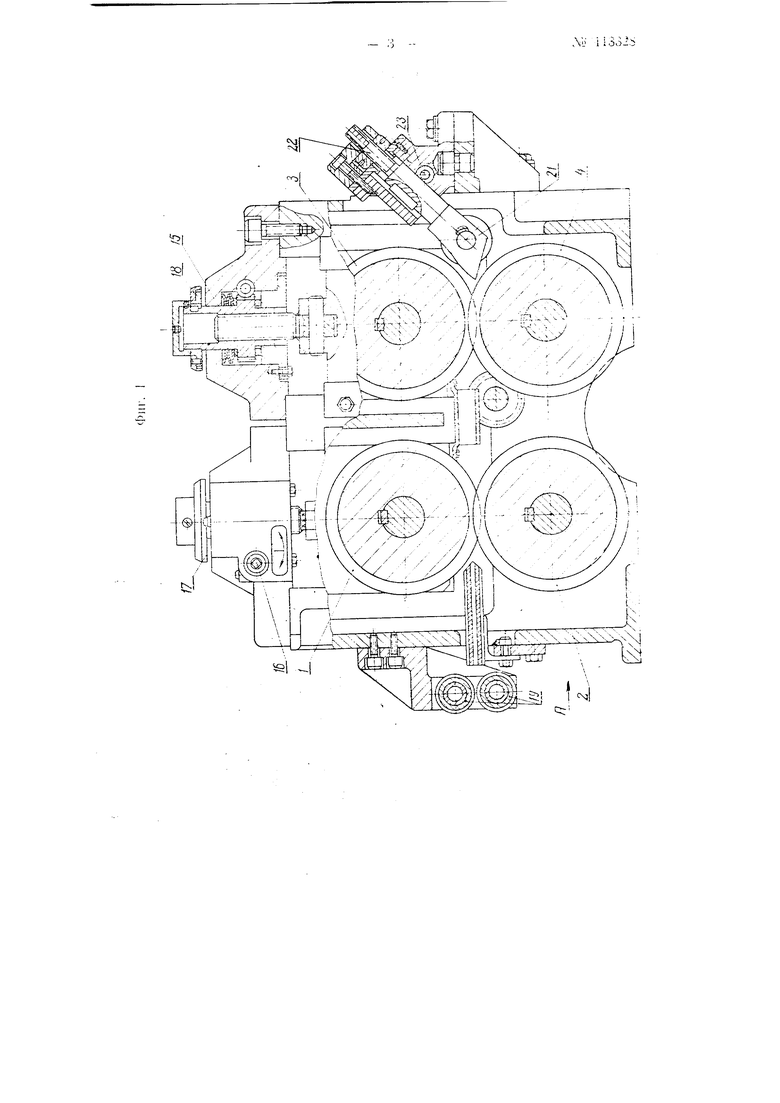
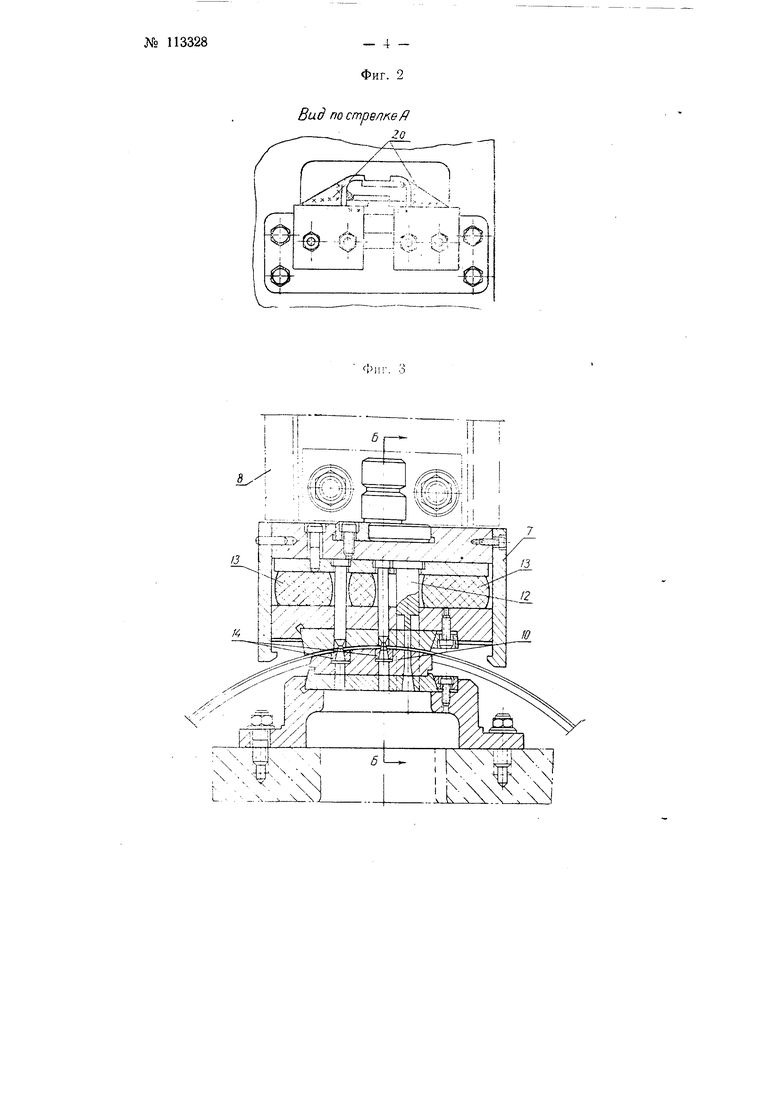
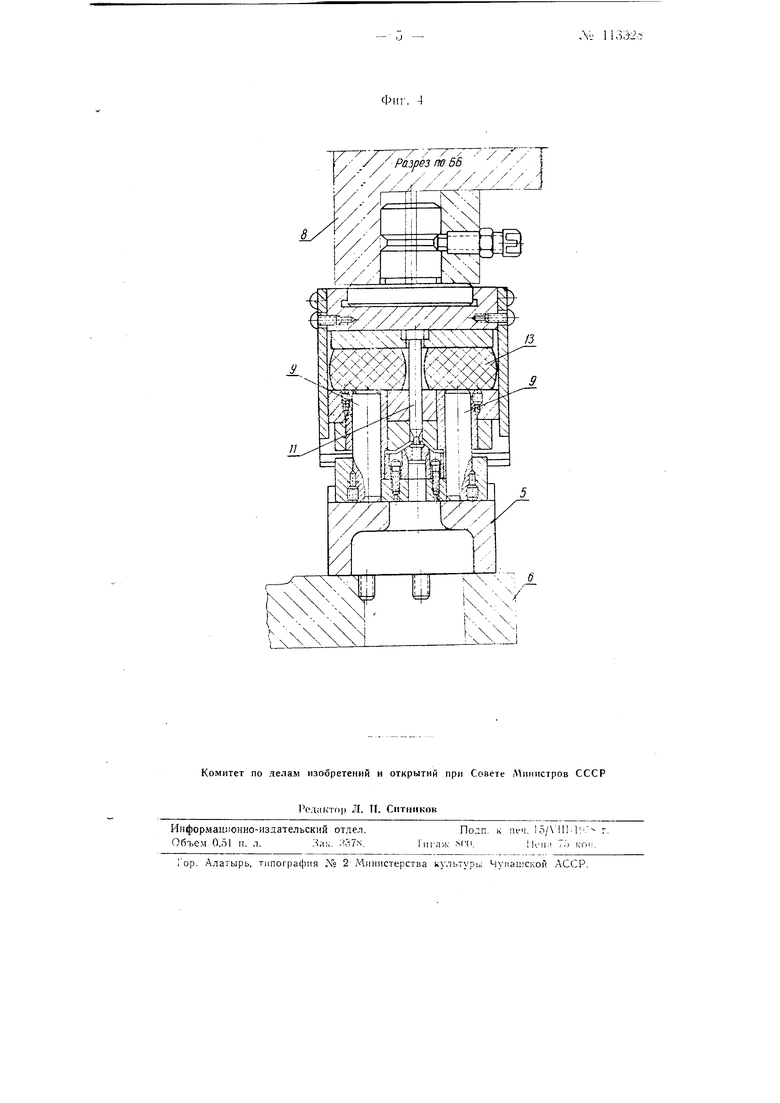
На фиг. 1 изображена схема механизма вальцов; на фиг. 2- вид по стрелке А на фиг. 1 при снятых приемных роликах; на фиг. 3 - штамп кривошипного пресса в разрезе; на фиг. 4-разрез по ББ на фиг. 3.
Станок включает механизм вальпов с двумя парами вальцов / и 2. 3 и 4, барабан с металлической лентой д,1я изготовления обручей и кривошипный пресс, штамп которого состоит из нижHeii неподвижной части 5, укреп;reHHoii на столе 6 пресса, н верхней подвижной части 7, закреп.ченной на ползуне (S пресса. Обе части П1тампа монтированы на направляющих колонках 9 ;УИ1 предотвращения перекосов. В нижней неподвижной части П1тампа расположены матрицы 10, а верхняя подвижная часть 7 его снабжена нуансонами // и 12 и эластичными амо|этизаторами 13. Для облегчения замены матрицы выполнены со сменными вставными вкладышами 14.
Первая по ходу металлической ленты пара вальцов / н 2, являющаяся гофрируюшей, и вторая ва.чьцов 3 vt 4 развальцовывают ленту-заготовку для придания обручу конусности. Вальцы выполнены профилированными, нричем верхние вальцы / и 3 имеют впадины, а нижние вальцы 2 и 4
снабжены выступами. Механизм ва.1ьцов имеет че р в я чно-винтовые нриснособления 15, кинематически связанные с 1од1нипниковымн опорами ва.тьнов, что нозв1).ляет нрн настройке станка на данную TO.iiUHiiv .тенты поднять н;1н oii стить вс)хнис ва.П:,ць1 / н 3. д.1я чесо поворачивают /6 i; требуемом нан)авленин. Д,1я о6.:е1-чен1;я наетроГ|кн -rrii присносс)б.1ении снабжены .тнмбами 17 н /(V. Кривоншпньп нресс и механизм Ba,:it)UOB нриводятся в леГ|ствне от индивидуальных двигите,.
Из1()тов. обр чсГ| нромсхотит с.чедуюнщм Образом.
(вободньп KOiiCu мета.1.1 ичеcKoi .тенты заправляется в ва.тьны /и 2 через приемные ро.тики /.9, ограничивающие регумнрусмыс- уноры 20, ианравдяю1Н1 .: H.iaHKH н ва.и.цы 3 и 4, и, кото|1ых ноетунает в нриенособленне д.тя изгибания ленты в синра.1ь, HNKMOHiee гибочньн унор 21. Изме.нение диаметра, обруча дост;1 ает я вращением гайки 22, изменяющей но.ложение гнбочно1о угго|оа, фиксируемого в требуемом ноложении зажнмиым винтом 2i.
Лента, свернутая в енира.1ь, выходнт из механизма вальцов и ноетунает на вал, но.1учаюи1иГ: вран1еннс от Н11ивода ва.тьнов и автоматически иер сдаю (дни .тенту к н тамну иресса. Установочная заправка нрогофрированной лен1Ы в И1)иемные валики иресса и в ииамн осунгествляется вручную.
При .ходе ,1зуна 8 вниз .тентазаготовка на участке мат|)ин чолучает нрофиль, требуемый для нлотного прилегания концов обруча нри сборке. При носледуюгцем онускании ползуна и сжатии эластичных амортизаторов 13 ироисходит пробивка отверстий для заK/RHOK пуансонами // и отрезка куска .1енты требуемой д.тины фасон-ным пуансонам 12, кото)ый н)идает концам ,тенты округ.len ную форму.
В сл}чае c6oi)Kii об)уча сваркой, а не заклепкой, нуанеоны // снимаются.
.Механизм включения нресса о.иювременно служит н д,тя отмеривания куска .тенты т|)ебуемо| длины. Выход5пций из иггамна конец сниральной ленты обегает по роликам пресса, настроенным на опреде.тениый разме|) обруча, н унирается в рычаг выключеьия пресса. соеди 1енньн с Mydrroii включлчпгя. пираясь и i;,i4ar и встречая сонротив.тение, Koiicu снира.ть.ной ленты застав.тяет ее витки разжат1,ся и 1гтотно п|)1:.течь к ограничиваюи1им )о. пресса. ()т)езанньп сбрас 1вается предусмотреии1,1м д.тя -rroio отдельным рычагом с огр;;п 1инте.1ьных роликов и в момент под1)ема по.тзуна 8 надает на no.i.
П р е ;i м е i и з о б р е т е н и я
1.(/ганок д,тя Л1зготовления об 1учей, соетояший из барабана, вальцов и криво1 1инного нр/ееса, о т .1 и ч а К) HI и и с 5t тем, что, с це.тыо изготовления гофрированных обручей, барабан соедиткмг приводом с вальцами для лгеханизированной подачи ленты нз бунта, а вальцы д.тя получения rocjipa выно.тнетпя црофилироваииыми и в них встроено нриснособленне д.тя изгибания . на спира.ть.
2.В етанке но н. 1 нрн.меиенне ва.та для автоматической нодачи .тенты к прессу.
3.В станке по и. 1 применение ипамиов для уточнения нрофиля и обработки концов обруча.
I SSESSP tliLSI::::.
-i:h/ Ш Й tfrnt TT 1 .M
№ 113328
Вид по cmpennefl
- 4 - Фиг. 2
| название | год | авторы | номер документа |
|---|
. 3
