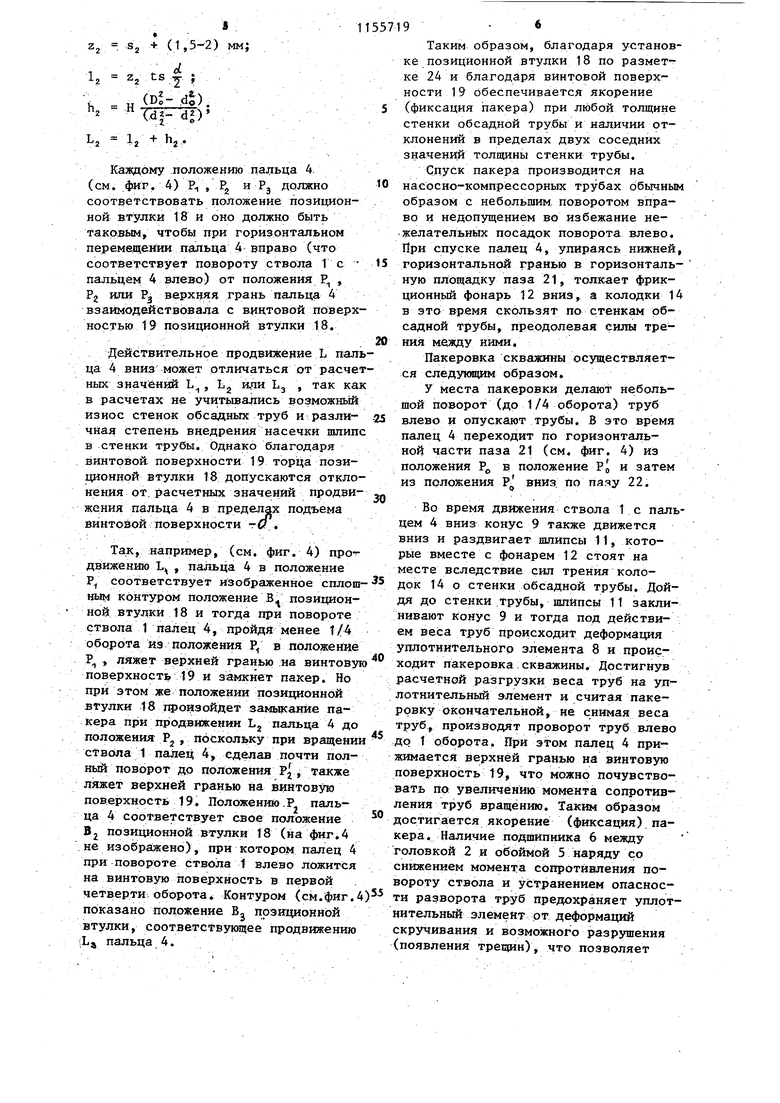
сд сд | 1 Изобретение относится к нефтегаэодобьгаающей промьшшенности, а имен но к пакерам, используемым для герметизации межтрубного пространства при эксгшуатации скважин. Известен пакер, включающий ствол с головкой и пальцем, уплотнительный элемент, конусы, пшипсы, фрикционный фонарь для управления шлипсами путем поворота ствола при уста новке пакера, и узел его фиксирования в стволе скважины, приводимый в действие гидравлическим путем fij. Недостатком пакера является слож ность конструкции узла его фиксации в связи с чем для удерживания пакера в зафиксированном положении необ ходимо постоянно поддерживать внутреннее избыточное давление в трубах на которых пакер спускается в скважину, что в свою очередь ограничивает его прю енение при перепаде давления на пакер снизу. Известен также пакер, включающий ствол с головкой и пальцем, установленный на стволе уплотнительный элемент, конус, шлипсы, и фрикционный фонарь, включающий корпус с фигурньм пазом для размещения пальца ствояа и центраторы. Пакер спускает ся в скважину на колонне насоснокомпрессорных труб и устанавливается путем поворота и опускания его ствола, выдвижения шлнпсов и зацепления их со стенками скважины, и расширения уплотнительного элемента от действия веса колонны труб 23. Недостатком указанного пакера является возможность сдвига его вверх и опасность разгерметизации под действием подпакерного давления, так как шлипсы пакера могут удерживать его только от перемещения вниз. Цель изобретения - повьшение надежности установки пакера. Поставленная цепь достигается тем, что в пакере, включающем ствол с головкой и пальцем, установленный на стволе уплотнительный элемент, конус, шлипсы и фрикционный фонарь, включающий корпус с фигурным пазом для размещения пальца ствола и центраторы, корпус фонаря выполнен с продольной канавкой и снабжен концентрично установленной относительно него втулкой с фиксатором под канавку корпуса, имеющей паз, расположенный против фигурного паза 192 корпуса фонаря при зафиксированном положении корпуса и втулки, и винтовую поверхность на нижнем торце для фрикционного взаимодействия с пальцем ствола. На фиг. 1 представлен пакер перед пакеровкой, общий вид; на фиг.2нижняя часть фрикционного фонаря пакера, в изометрическом изображеНИИ} на фиг. 3 - втулка, корпус фонаря, в изометрическом изображении; на фиг. 4 - а - пакер, б - нижняя часть пакера, повернутая на 90°, и взаимодействие пальца ствола с винтовой поверхностью втулки корпуса фонаря при различных толщинах стенки обсадной трубы. Пакер (см. фиг. 1) включает ствол 1, свинченный с головкой 2, имеющий бурт 3 н палец 4, укрепленный в нижней части ствола. На стволе 1 подвижно установлены обойма 5 с подшипником 6, соединенная с головкой 2 винтом 7, входящим в кольцевой паз обоймы 5, уплотнительный элемент 8, конус 9 с гайкой 10 и шлипсами 11, установленными на конусе 9 соединением ласточкин хвост, фрикционный фонарь 12, связанньй со ишипсами 11 с помощью Т-образных пазов 13, на котором в средней части установлены колодки 14 с пружинами 15 и кольцом 16, а в нижней части на резьбу 17 навернута позиционная втулка 18, нижний торец которой выполнен в виде винтовой поверхности 19, фиксируемая на фонаре винтом 20. На нижней части фрикционного фонаря 12 (см. фиг. 2) выполнен Г-образный фигурный паз, горизонтальная часть 21 которого выполнена сквозной, а вертикальная часть 22 не сквозной, а также канавку 23, в которую входит винт 20, фиксирующий позиционную втулку 18. В канавке 23 выполнена разметка 24, соответствующая толвщнам стенок обсадных труб, в которых устанавливается пакер. Позиционная втулка 18 (см. фиг. 3) выполнена с внутренней цилиндрической резьбой 25 и внутренним буртом 26, в котором выполнен паз 27, от которого начинается и которым Заканчивается винтовая поверхность, вследствие чего у паза 27 одна сТенка 28 короткая, а вторая стенка 29 длинная. Уклон винтовой поверхности 19 к горизонтали выполняется примерно рав3
ным углу трения стали по стали для предупреждения скольжения опиракяцегося на эту поверхность пальца 4 от осевой нагрузки. Палец 4 имеет четырехгранную головку, у которой боковые грани параллельны оси пакера, нижняя грань горизонтальна, а верхняя параллельна винтовой поверхности 19.
Винт 20 фиксирует позиционную втулку 18 на фрикционном фонаре 12 в положении, когда пазы 22 и 27 совпадают, но при этом позиционная втулка 18 по резьбе 17 может быть навернута больше или меньше в соответствии с разметкой 24 в зависимост от толщины стенки обсадной трубы в месте установки пакера. В связи с этим шаг резьбы 17 должен быть кратным делениям разметки 24.
При необходимости на стволе пакера могут быть установлены несколько пальцев с горизонтальным или ярусньм их расположением и соответствующим исполнением винтовой поверхности.
Сборка пакера производится следующим образом.
На фрикционном фонаре 12 собираются колодки 14 с их пружинами 15 и кольцом 16. В пазы 13 заводятся шлипсы 11 и сводятся так, чтобы конус 9 вошел в соединение с ними (ласточкин хвост).
На ствол /1 сверху одевается гайка 10 конуса, уплотнительный элемент 8, обойма 5 и подшипник 6, наворачивается головка 2 и вворачивается винт 7. Сборка ствола 1 вставляется сверху в сборку фрикционного фонаря .12 и гайка 10 свинчивается с конусом 9. При верхнем положении фрикционного фонаря 12 (когда его верхний торец упирается в конус 9, а шлипсы наиболее раздвинуты) на стволе 1 устанавливается и закрепляется палец 4, как указа11О, т.е. чтобы нижняя грань головки была горизонтальна. Затем при переводе фрикционного фонаря 12 в нижнее положение палец 4 заводится в Г-образный паз на горизонтальный участок 21. В этом положении фр|1кционного фонаря 12 шлипсы 11 должны быть утоплены полностью под наружный диаметр D пакера на 1,5 - 2 мм.
Затем снизу на резьбу 17 наворачивается позиционная втулка 18 до совпадения верхнего торца с деле-
5719
нием ка разметке 24, соответствующем максимальной толщине стенки обсадной трубы, и фиксируется винтом 20.
5 При подготовке пакера к спуску в скважину, если толщина стенки обсадной трубы в месте пакеровки отличаетбя от максимальной, винт 20 отпускается, позиционная втулка 18
0 свинчивается с фрикционного фонаря 12 до деления на разметке 24, соответствующего имеющейся толщине стенки обсадной трубы, и затем позиционная втулка вновь фиксируется винтом 20.
Разметка 24 выполняется при изготовлении пакера и строится по следующему принципу (см. фиг, 4). При максимальной толщине t стенки
0 внутренний диаметр d, обсадной трубы минимален, зазор S между пакером и стенкой трубы минимален и зазор Z, между насеченной поверхностью шлипс и стенкой трубы минимален.
5 Следовательно, при пакеровке, когда ствол 1 с конусом 9 движется вниз, а фрикционный фонарь 12, опираясь подпрзгжиненными колодками 14 на стенки скважины, остается вместе
0 со шлипсами 11 на месте, путь I,, прбйденный стволом с конусом,и радиальное перемещение z.| шлипсов 11 до соприкосновения, со стенками обсадной трубы будет наименьшим и последующее продвижение ствола 1 (без конуса) на величину h., , соответствукяцую сжатию уплотнителя 8 в диаметре d , также будет наименьшим. Суммарное продвижение L, ствола вниз
и пальца 4 из положения Рд, в положение Р будет наименьшим.
При минимальной t, толщине стенки внутренний диаметр dj обсадных труб будет максимальным и соответj ственно максимальными будут зазоры Sj и Zj, а следовательно, путь 1,, сжатие уплотнителя h, и суммарное продвижение пальца L, будут наибольшими.
Промежуточному tj значению толщины стенки соответствуют d, Zj, Ij hj и Lj. Зная tg, a также диаметры обсадных труб D, пакера DO и его ствола d,, угол конусности et и высоJ ту Н уплотнителя, можно определить все остальные величины d. D - t, ,
s, dj - D,; Sj, (1,5-2) мм; 1, z, ts (Db d|). OpdJ) 1 + h, КаяздОму положению пальца 4. (см. .фиг, 4) F, , Pg и РЗ должно соответствовать положение позиционной втулки 18 и оно должно быть таковым, чтобы при горизонтальном перемещейии пальца 4 вправо (что соответствует повороту ствола Тс пальцем 4 влево) от положения Р , Pg или РЗ верхняя грань пальца 4 взаимодейетвовала с винтовой поверхностью 19 позиционной втулки 18. Действительное продвижение L паль ца 4 вниз может отличаться от расче ных значений L , Lj и,пи Lj , так ка в расчетах не учитьшались возможньй износ стенок обсадных труб и различная степень внедрения насечки шлип в стенки трубы. Однако благодаря винтовой поверхности 19 торца позиционной втулки 18 допускаются откло нения от, расчетных значений продвижения пальца 4 в пределах подъема винтовой поверхности т. Так, например, (см. фиг. 4) продвижению Ц , пальца 4 в положение Р соответствует изображенное сплош ным контуром положение в позиционной втулки 18 и тогда при повороте ствола 1 палец 4, пройдя менее 1/4 оборота из положения Р/ в положение Р , верхней гранью на винтову поверхность 19 и замкнет пакер. Но при этом же положении позиционной втулки 18 произойдет загфцсанйе паКера при продвижении L,j пальца 4 до положения Pj, поскольку при вращени cfвола 1 палец 4, сделав почти полный поворот до положения Pj, также ляжет верхней гранью на винтовую поверхность 19, Положению.Р пальца 4 соответствует свое положение В позиционной втулки 18 (на фиг,4 не изображено), при котором палец 4 при повороте ствола i влево ложится на винтовую поверхность в первой четверти оборотаi Контуром (см.фиг. показано положение Bj позиционной втулки, соответствующее продвижению iLj пальца 4. 1 9 - 6 Таким образом, благодаря установке ПОЗИЦИОННОЙ втулки 18 по разметке 24 и благодаря винтовой поверхности 19 обеспечивается якорение (фиксация пакера) при любой толщине стенки обсадной трубы и наличии отклонений в пределах двух соседних значений толщины стенки трубы. Спуск пакера производится на насосно-компрессорных трубах обычным образом с небольшим, поворотом вправо и недопущением во избежание нежелательных посадок поворота влево. При спуске палец 4, упираясь нижней, горизонтальной гранью в горизонтальную площадку паза 21, толклет фрикционный фонарь 12 вниз, а колодки 14 в это время скользят по стенкам обсадной трубы, преодолевая силы трения между ними. Пакеровка скважины осуществляется следукяцим образом, У места пакеровки делают небольшой поворот (до 1/4 оборота) труб влево и опускают трубы. В это время палец 4 переходит по горизонтальной части паза 21 (см. фиг. 4) из положения PJ, в положение Р о и затем из положения Р вниз по паяу 22. Во время движения ствола 1с пальцем 4 вниз конус 9 также движется вниз и раздвигает шлипсы 11, которые вместе с фонарем 12 стоят на месте вследствие сил трения колодок 14 о стенки обсадной трубы. Дойдя до стенки .трубы, щлйпсы 11 заклинивают конус 9 и тогда под действием веса труб происходит деформация уплотнительного элемента 8 и происходит пакеровка:скважины. Достигнув расчетной разгрузки веса труб на уплотнительный элемент и считая пакеррвку окончательной, не снимая веса труб, производят проворот труб влево до 1 оборота. При этом палец 4 прижимается верхней гранью на винтовую поверхность t9, что можно почувствовать по увеличению момента сопротивления труб вращению. Таким образом достига.ется якорение (фиксация) пакера. Наличие подшипника 6 между головкой 2 и обоймой 5 наряду со снижением момента сопротивления повороту ствола и устран ением опасности разворота труб предохраняет уплртнительный элемент от деформаций скручивания и возможного разрушения (появления трещин), что позволяет
7
произвести поворот ствола относительно фрикционного фонаря в нагруженном весом труб запакерованном состоянии тгакера для осуществления его фиксирования.
Извлечение пакера из скважины производится следующим образом.
Поворотом вправо частично разгруженных на пакер лифтовых труб переводят палец 4 в под ожение до упора в длинную стенку 29 паза 27, после чего производят подъём колонны труб. При этом бурт 3 ствола 1, упираясь в гайку 10, выдергивает конус 9 из55719под пшипс 11 и те переходят в нижнее положение, а головка 2 с обоймой 5 приподнимаются над уплотнительным элементом 8, освобождают его от
5 нагрузки и он подхватьшается конусом 9. При этом фрикционный фонарь 12, преодолевая трение колодок 14 о стенки обсадной трубы, движется вверх подталкиваемьй пальцем 4 о
10 верхнюю стенку паза 21.
Технико-экономическая эффективность от использования пакера заключается в сокращении затрат на его эксплуатацию за счет повышения надежности установки в скважине.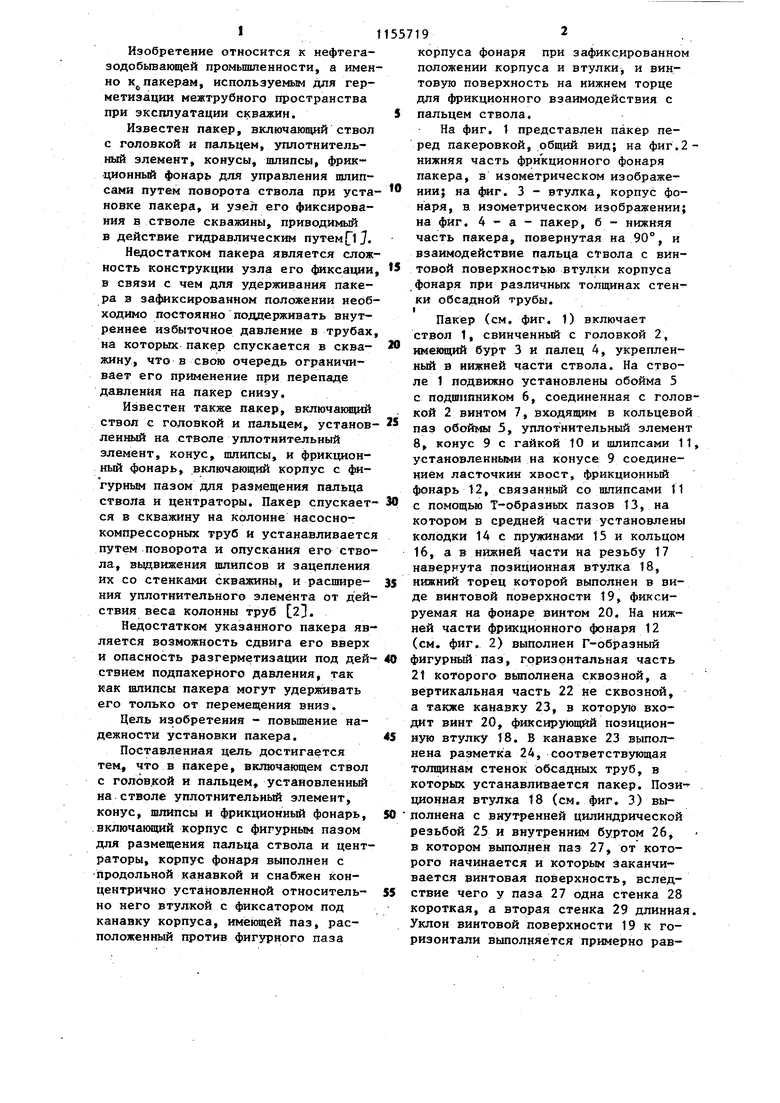


| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕРНОЕ УСТРОЙСТВО | 1991 |
|
RU2029065C1 |
| МЕХАНИЧЕСКИЙ ПАКЕР | 2002 |
|
RU2294427C2 |
| Универсальный пакер | 1989 |
|
SU1789660A1 |
| ПАКЕР ИНЕРЦИОННЫЙ МЕХАНИЧЕСКИЙ | 2013 |
|
RU2532496C1 |
| МЕХАНИЧЕСКИЙ ПАКЕР | 2007 |
|
RU2383714C2 |
| ТЕРМОСТОЙКИЙ ПАКЕР | 2002 |
|
RU2267003C2 |
| ПАКЕР | 2005 |
|
RU2305749C1 |
| ПАЗ НА СТВОЛЕ ПАКЕРА ОСЕВОЙ УСТАНОВКИ, ОПРЕДЕЛЯЮЩИЙ ПОЛОЖЕНИЕ ЕГО МЕХАНИЧЕСКОГО ЯКОРЯ | 2018 |
|
RU2686875C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПАКЕР НА КАБЕЛЬ-КАНАТЕ | 1993 |
|
RU2087672C1 |
| Термостойкий пакер | 1987 |
|
SU1548405A1 |
ПАКЕР, вкдючакяций ствол с .головкой и пальцем, установленный на стволе уплотнитедьный эДемент, конус, шлипсы и фрикционный фонарь, включаюпрй корпус с фигзфным пазом для размещения пальца ствола и центраторы, отличающийся тем, что, с целью повышения надежности установки пакера, корпус фонаря выполнен с продольной канавкой и снабжен концентрично установленной относительно него втулкой с фиксатором под канавку корпуса, имеющий паз, расположенный против фигурного паза корпуса фонаря при зафиксированном положении корпуса и втулки, и винтовую поверхность на нижнем торце для фрикционного взаимодействия с пальцем ствола. (/)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ФИКСИРОВАНИЯ ПАКЕРА В СКВАЖИНЕ | 0 |
|
SU359374A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зайцев Ю.В | |||
| и др | |||
| Пакеры и технологические схемь их установок | |||
| М.,ВНИИОЭНГ,1969,с.95 | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
