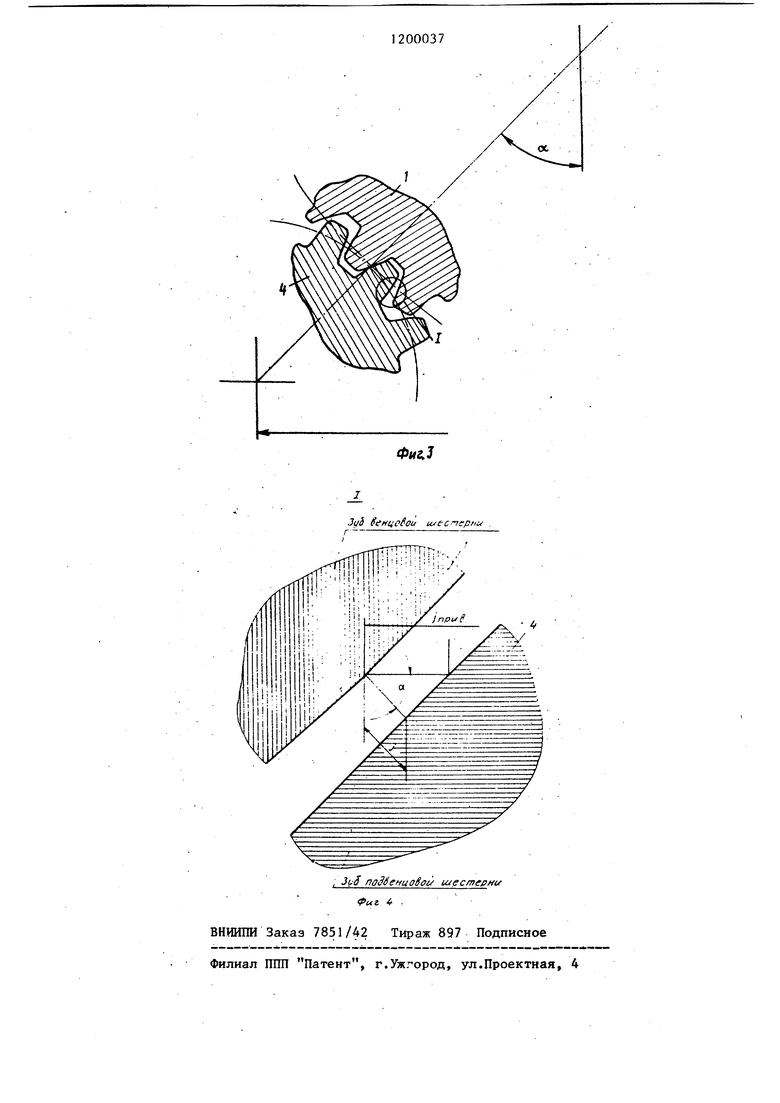
Изобретение относится к машиностроению и может быть использовано при монтаже привода вращающихся обжиговых печей барабанного типа. Цель изобретения - повышение точ ности и ускорение монтажа. На фиг. 1 показана схема установки подвенцовых шестерен в начале и конце монтажник работ ;на фиг. 2 - схема зацеп ления венцовой и подвенцовой шестерен с нулевым зазором; На фиг.З зацепление шестерен с проектным-зазором; на фиг.4 - узел Т на фиг.З. Способ рассматривается иа примере привода вращающейся обжиговой печи, содержащего венцовую шестерню 1, установленную на вращающемся барабане 2, и размещенные на рамах 3 подвенцовые шестерни 4, зацеп ляюпщеся с шестерней 1. Монтаж венцовой шестерни 1 на ба рабан 2 сводится к установке венцовой шестерни J на предварительно вы ставленные на рамах 3 подвенцовые шестерни 4 и проектное крепление ве цовой шестерни 1 к корпусу барабана Точность монтажа при этом определяется проектной степенью точности из готовления венцовой 1 и подвенцовой 4 шестерен. Способ монтажа венцовой шестерни 1 на вращающемся барабане 2 включае следующую последовательность операций. На предварительно смонтированные рамы 3 устанавливают подвенцовые шестерни 4 в положение, меньшее про ектного (проектным положением под37венцовых шестерен считается их установка под углом 6 зацепления к оси печи на раме в соответствии с межцентровым расстоянием между венцовой и подвенцовой шестернями 1 и 4J на приведенную величину суммарного бокового зазора зацепления, затем устанавливают венцовую шестерню 1 на подвенцовые шестерни 4, закрепляют венцовую шестерню 1 на корпусе барабана 2 и перемещают подвенцовые шестерни 4 на раме 3 в проектное положение . При этом приведенную величину суммарного бокового зазора j исчисляют, исходя из боковых зазоров j зацепления каждой подвенцовой шестерни 4 с венцовой шестерней I и угла oi зацепления венцовой шестерни 1 с подвенцовой шестерней 4. .Величины боковых зазоров зацепления находят в зависимости от вида сопряжения, степени точности, межцентровых расстояний и модуля зацепления венцовой 1 и подвенцовых 4 шестерен. Так, например, для вращающейся печи ф 5x185 м проектное расстояние между подвенцовыми шестернями составляет 6460 мм, а величина приведенного суммарного бокового зазора- 14,4 мм, следовательно в начале монтажа подвенцовые шестерни 4 выставляют на расстояние 6460-14,4 мм, а затем после закрепления венцовой шестерни 1 возвращают подвенцовые шестерни в проектное положение, т.е. на расстояние 6460 мм.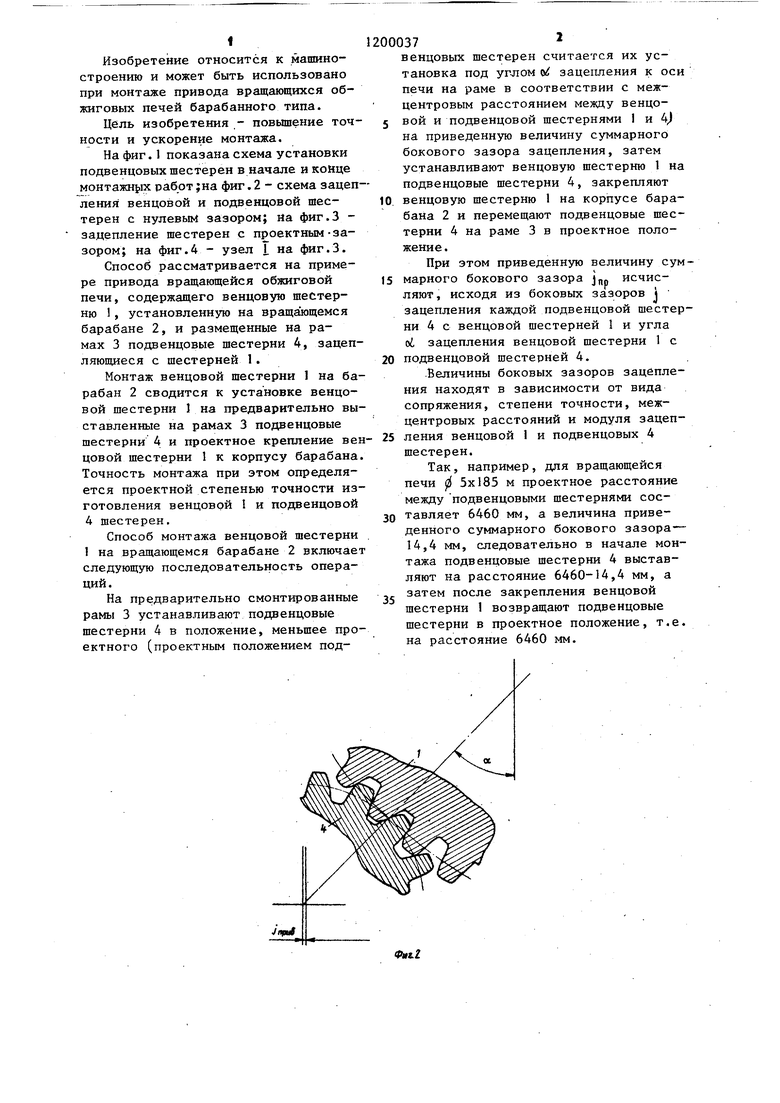
| название | год | авторы | номер документа |
|---|---|---|---|
| Приводное устройство для вращающейся печи | 1982 |
|
SU1100478A1 |
| Приводное устройство вращающейся печи | 1987 |
|
SU1500819A1 |
| Привод барабанной мельницы | 1986 |
|
SU1324687A2 |
| Приводное устройство вращающейся печи | 1986 |
|
SU1345038A2 |
| Привод барабанной мельницы | 1979 |
|
SU845841A1 |
| Вращающаяся печь | 1985 |
|
SU1278556A1 |
| Приводное устройство вращающейся печи | 1984 |
|
SU1213331A1 |
| Приводное устройство вращающейся печи | 1986 |
|
SU1395920A2 |
| Вращающаяся печь | 1986 |
|
SU1395919A2 |
| Привод вращающейся печи | 1986 |
|
SU1404771A1 |
СПОСОБ МОНТАЖА ВЕНЦОВОЙ ШЕСТЕРНИ НА ВРАЩАЮЩЕМСЯ БАРАБАНЕ, заключающийся в том, что подвенцовые шестерни устанавливают в проектное положение и венцовую шестерню закрепляют на барабане соосно к его оси, отличающийся тем, что, с целью повышения точности и ускорения монтажа, перед установкой подвенцовых шестерен в проектное положение их предварительно размещают на расстоянии, меньшем проектного на величину удвоенного проведенного бокового зазора j п- в зацеплении венцовой и подвенцовых шестерен, величину которого определяют по зависимости z: С0506 где j - боковой зазор в зацеплении венцовой и подвенцовой шесS терен; (Л - угол зацепления, а устанавливают подвенцовые шестерни в проектное положение после установки и закрепления венцовой шестерни.
| Печи вращаюи(иеся | |||
| СПОСОБ СВЕРТЫВАНИЯ ЗОЛЕЙ И ТОНКИХ СУСПЕНЗИЙ СУЛЬФИДОВ ТЯЖЕЛЫХ МЕТАЛЛОВ | 1924 |
|
SU1064A1 |
| Завод Волгоцеммаю, 1975, с.40-53 | |||
