Изобретение относится к промысловой геофизике, а именно к способам, предназначенным для поверки аппаратуры индукционного каротажа (ИК).
Цель изобретения - повышение точности поверки путем, получения пространственных характеристик зонда аппаратуры индукционного каротажа.
Сущность изобретения состоит в том, что последовательно, перемещая каждое из проводящих колец разного радиуса вдоль катушечной системы зонда ИК, получают выходные сигналы, которые после интегрирования и нор мировки представляют собой значения действительной дифференциальной радиальной характеристики поверяемог зонда. Эти данные сравниваются со знчениями номинальной дифференциальной радиальной характеристики зонда ИК. Величины расхождений между полученными в процессе поверки и номинальными значениями дифференциальной радиальной характеристик характеризуют качество поверяемой., аппаратуры. С целью упрощения процесса интегрировани можно снять множество дискретных значений величин выходного сигнала зависимости оТ: положения коль ца, а целью, упрощения процесса нормировки номинальные и измеренные значения дифференциальных и-радиальных харакг теристик делятся в каждой группе на значения при максимальном радиусе из выбранных проводящих-1солец.
Вьтолнив этап получения значений величин выходного с.игнала в зависимости от положения проводящего кольца по отношению к катушкам поверяе- мого зонда получают исходную достоверную информацию, интегрирование которой характеризует дифференциальную радиальную характеристику поверяемого зонда. Однако полученные в результате интегрирования величины имеют размерность, отличающуюся от размерности дифференциальной радиальной характеристики аппаратуры ИК и позтому прежде чем сравнивать результаты измерения с номинальными знчениями необходимо измеренные значения привести к размерности дифференциальной радиальной характеристике зонда . С этой целью измеренные значения необходимо нормировать и только после этого--сравнивать фактическое и номинальное значение дифференциальных радиальныххарактеристик зонда и по величине расхож0
5
0
5
относительно 3 - радиальдений мелсду ними этими двумя характеристиками судить о качестве поверяемой аппаратуры.
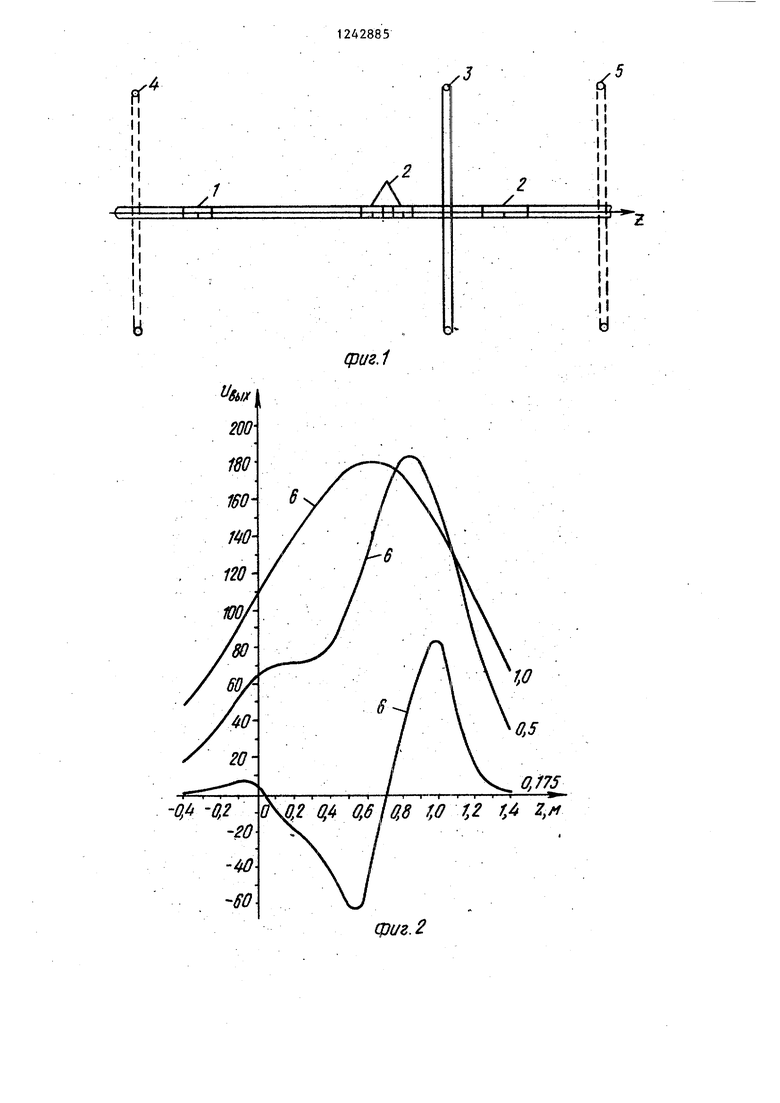
На фиг.1 схематически изображена
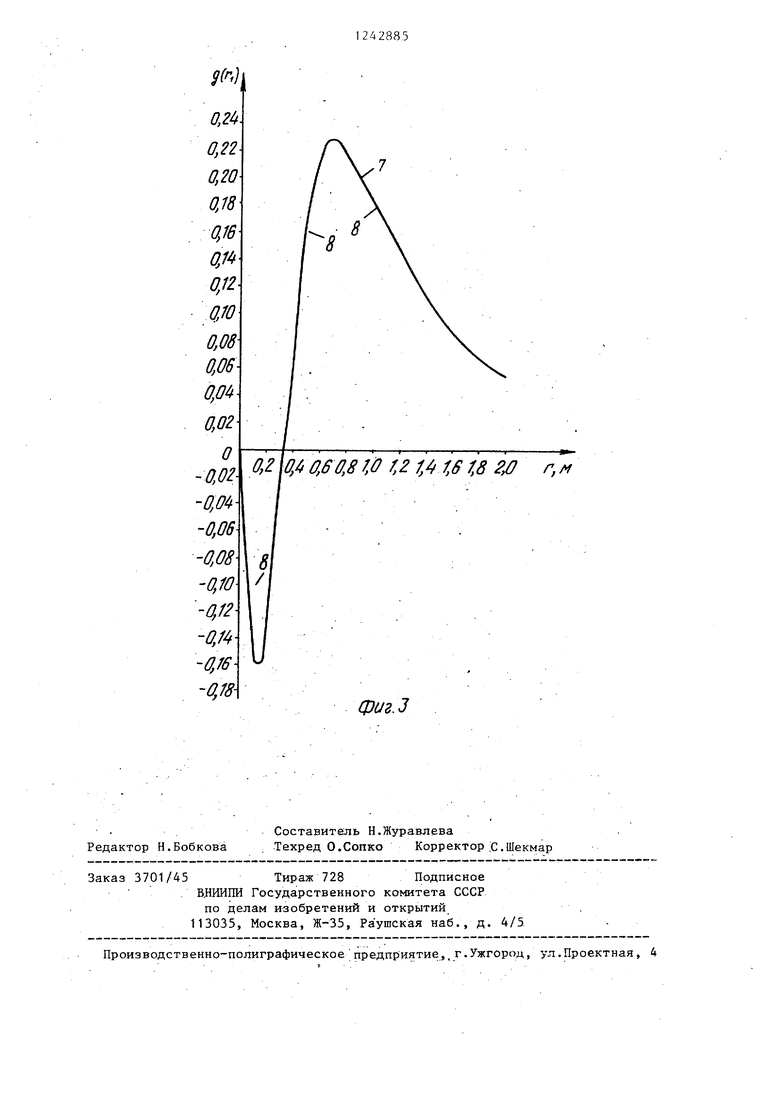
зондовая часть четырехкатушечной ск важк(нной аппаратуры ИК с проводящим кольцом; на фиг. 2 - номинальные кривые .зависимости величин выходного сигнала от положения првврдящих колец различного радиуса катушек зонда; на фиг. ные характеристики аппаратуры ИК.
На фиг, 1-3 обозначены измерительная к атушка 1 зонда ИК, генераторные
5 катушки 2 зонда ИК, проводящее кольцо 3, левое крайнее положение 4 проводящего кольца, правое крайнее положение 5 проводящего кольца, кривые 6 зависимостей выходного сигнала ,1
0 от положения проводящих колец по отношению к катушкам зонда, характери- зующие величиной абсциссы (шифр этих кривых радиусы проводящих колец), . номинальная (паспортная) радиальная
5 дифференциальная, характеристика 7 аппаратуры ИК, фактические значения 8 радиальной дифференциальной характеристики поверяемого зонда.
Способ реализуется следующим образом,
Доц-устим, что поверке подлежит зонд индукционного карртажа (фиг.1), имеющий одну измерительную катушку 1 и три генераторные катушки 2.
Номинальная зависимость величин выходного сигнала от положения про- водящдх колец 3 различного диаметра имеет вид кривых 6. Шифр кривых на э-той фигуре - радиусы проводящих колец 2 (в м). После интегрирования множества тд.ких кривых получена но-, минальная дифференциал.ьная радиальная характеристика 7 этого зонда. . Выбрав проводящие koльцa трех разнык радиусов , f 0,175, 0,5 и
Q
5
1,0 Mj установив проводящие кольца на поверяемый зонд- в из крайних положений 4 или 5, .перемещают проводящее кольцо к другому крайнему . положению .5 или 4 и в процессе перемещения интегрируют выходной сигнал, имеющий вид кривых 6. В результате повторения этой процедуры с каждым . прово.цяш.им кольцом получаются три числовых значения U (0,175), (J (0,5) и и(1,0), имеющих размерность которые после нормировки фактическими значениями дифференция - альной радиальной характеристики
поверяемого зонда и (0,175), а (0,5) . и о(1,0). Процедура нормировки необходима- для того, чтобы величины, полученные после интегрирования U(г) , имеющие размерность Мб, привести к 5 размерности дифференциальной радиальной характеристики.
Наносят значения (0,175), (0,5). и а, (1,0) в виде точек 8 (фиг.З). Расхождения между значениями дифферен-|0 циальной характеристики 7 и фактическими значениями 8 характеризует качество поверяемой аппаратуры.
Можно составить; таблицу номинальных значений дифференциальной радиальной 15 характеристик зонда d (tr) и результаты поверки сравнить с табличными значениями.
Для упрощения процесса интегриро- , вАнйя выходного сигнала можно считывать дискретные значения выходного сигна- ла через разные пр омежутки времени, . при равномерном перемещении проводящего кольца от одного крайнебго положения 4 или 5 до другого 5 или 35 4, .либо через известные интервалы :i перемещения проводящего кольца.
Достоверность результатов поверки, тем выше, чем больше проврдяпргх колец разного радиуса будут применены 0 в процессе поверки.
Сняв отсчет выходного сигнала при фиксированном заданном положении проводящего кольца известного диаметра, можно определить и градуиро- 45 вочную характеристику поверяемого зонда.
Формула изобретения
Способ поверки аппаратуры индукционного каротажа, включающей последо- 50
В общем случае сама .процедура нормировки требует проведения дополнительных измерений, что осложняет процес поверки. Поэтому для упрощения процесса .нормировки необходимо номина пь- ные а (Т;) и измеренные U(r;) значения дифференциальной радиальной характеристик представить в относительных единицах, отнеся все величины в каждой группе значений к значению дифференциальной радиальной характеристики при максимальном ра- iдиусе из выбранных проводящих колец. В примере максимальный радиус имеет проводящее кольцо с г 0,1 м.
Результаты поверки при такой нормировке приведены в таблице.
вательную установку проводящих колец числом не менее двух катушек зонда аппаратуры индукционного каротажа и. считывание величин выходного сигнала отличающийся тем, что, с целью повьппения точности поверки путем получения пространственных характеристик зонда, проводящие кольца - перемещают, снимают кривые зависимости величины вькодного сигнала от положения проводящих колец относительно катушек зонда, интегрируют полученные кривые, нормируют полученные в результате интегрирования величины, сравнивают нормир озанные величины, с номинальными значениями дифференциальной радиальной характеристики поверяемой аппаратуры соответствующими радиусам, равным радиусам проводящих колец, и по результатам сравнения определяют качество поверяемой аппаратуры.
(риг.1
фиг. 2
0, 0,6ff,8 7,0 Ц f,6 f.8 2 r,M
фаг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРКИ АППАРАТУРЫ ЭЛЕКТРОМАГНИТНОГО КАРОТАЖА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2187131C2 |
| СПОСОБ ИНДУКЦИОННОГО КАРОТАЖА СКВАЖИН В ПРОЦЕССЕ БУРЕНИЯ | 2011 |
|
RU2466431C1 |
| СПОСОБ ТЕСТИРОВАНИЯ АППАРАТУРЫ ИМПУЛЬСНОЙ ЭЛЕКТРОРАЗВЕДКИ И СРЕДСТВ ОБРАБОТКИ И ИНТЕРПРЕТАЦИИ ИЗМЕРЕННЫХ ДАННЫХ | 1993 |
|
RU2073890C1 |
| Устройство для поверки аппаратуры акустического каротажа | 1983 |
|
SU1136091A1 |
| Зонд индукционного каротажа | 1990 |
|
SU1744664A1 |
| Устройство для поверки высокочастотной аппаратуры электромагнитного аппарата | 1987 |
|
SU1693578A1 |
| Способ поверки аппаратуры акустического каротажа | 1978 |
|
SU711515A1 |
| Поверочное устройство для аппаратуры акустического каротажа | 1981 |
|
SU1018075A1 |
| Устройство для индукционного каротажа | 1971 |
|
SU900823A3 |
| СПОСОБ И УСТРОЙСТВО ЭЛЕКТРИЧЕСКОГО КАРОТАЖА ОБСАЖЕННОЙ СКВАЖИНЫ | 2005 |
|
RU2306582C1 |
Изобретение относится к промысловой геофизике, а именно к спо-. собам,. предназначенлык для проверки аппаратуры индукционного каротажа. Для повышения точности поверки путем получения радиальных пространственных характеристик зонда проводящие кольца перемещают вДоль всей длины зонда, снимают кривые зависимости величины выходного сигнала от положения проводящих колец относительно катушек зонда, интегрируют полученное кривые, нормируют полученньш в результате интегрирования величины, сравнивают нормированные величины с. номинальными значениями дифференциальной радиальной характеристики проверяемой аппаратуры соответствующими радиусам, равным радиусам проводящих колец., и по результатам сравнения определяют качество поверяемой аппаратуры.. 3 ил, 1 табл. S СО 1С to 00 00 сл
Редактор Н.Бобкова
Составитель Н.Журавлева
Техред О.Сопко Корректор ,С.Шекмар
Заказ 3701/45 Тираж 728 Подписное ВДИИПИ Государственного комитета СССР
по делам изобретений и открытий.
113035, Москва, Ж-35, Ра ушская наб., д. 4/5
Производственно-полиграфическое предприятие,.г.Ужгород, ул.Проектная, 4
| Аксельрод С.М | |||
| О градуировке аппаратуры индукционного каротажа.Изв | |||
| высш | |||
| учеб, заведений | |||
| Нефть и газ | |||
| Баку, 1960, № 5, с.19-25 | |||
| Лобанов В.М | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Повышение эффективности изучения скважин геофизическими методами | |||
| Вып | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
