В производстве беспокрышечных резино-тканевых мячей наиболее трудоемкой и сложной операцией является обклейка резиновой камеры лепестками из ткани, обложенной резиной, а затем лепестками из сырой резины.
Описываемый станок для сборки беспокрышечных резино-тканевых мячей на основе применения резиновой камеры, наполненной воздухом, и резино-тканевых заготовок в виде лепестков, механизирует процесс сборки мячей.
С этой целью, станок снабжен прикаточным транспортером, механизмом прижима камеры к ленте транспортера и механизмами захвата мяча, выполненными в виде двух взаимно-перпендикулярных вакуумприсосов, осуществляюших цикловой и постадийный поворот камеры к плоскости прикатки заготовок и перемеш,ение изделия.
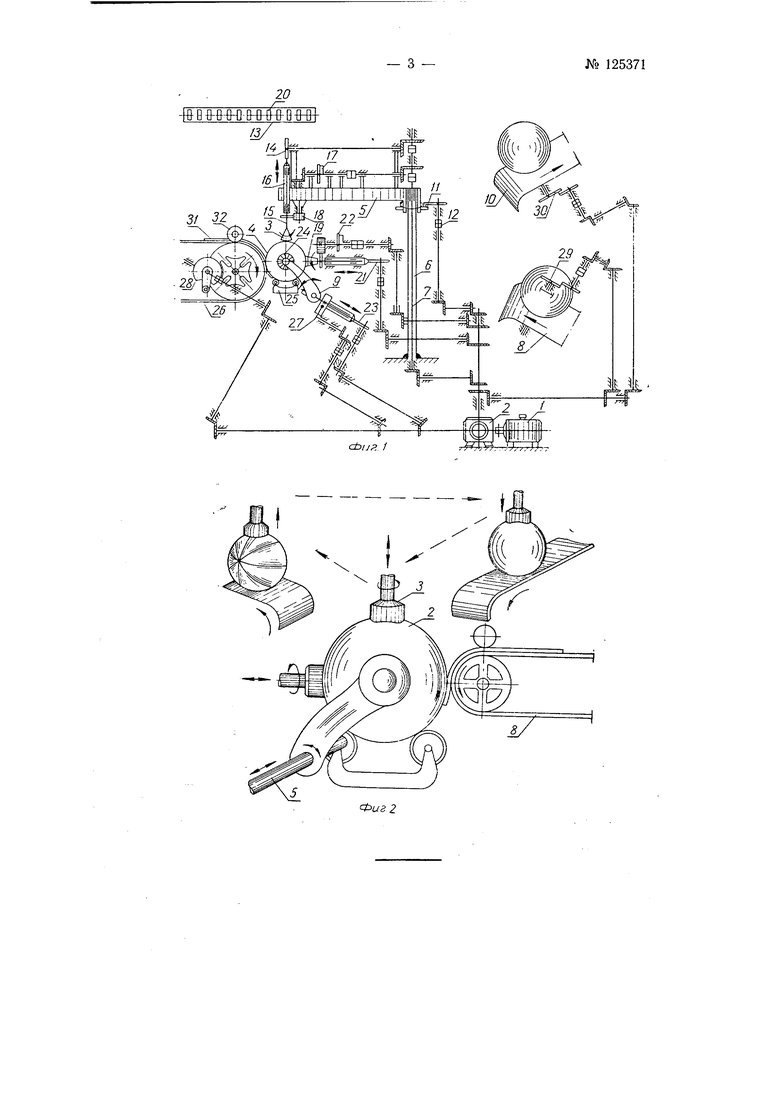
На фиг. 1 изображена кинематическая схеМа станка; на фиг. 2-лринципиальная схема станка.
Станок приводится в действие от двигателя / через редуктор 2. Вакуум-присос б механизма постадийного поворота резиновой камеры 4 находится на хоботе 5, сидяшем на неподвижной колонне б. Хобот 5 может поворачиваться вокруг центрального вала 7 на 360° затри периода по 120°. В -процессе этого поворота происходит перенос резиновой камеры с подающего транспортера 8 в рабочий узел станка-механизм 9 захвата и прижима, из рабочего узла станка на отборочный транспортер 10, и один холостой ход для перевода вакуум-присоса от отборочного к подающему транспортеру.
Эти повороты осуществляются через трехпазовый крест 11, приводимый в движение водилом, действующим от электромагнитной муфты
№ 125371- 2 -
12, получающий импульс от командного аппарата 13. Возвратно-ноступательное неремещение вакуум-присоса этого механизма обеспечивается через электддмагнитную муфту и эксцентрик 14.
Вакуум-присос 3 поворачивает .резиновую камеру на 60 в определенные периоды времени. Для этого вакуум-присос укреплен на оси 15, вращающейся в трубе 16 и имеющей возможность возвратно-поступательного движения.
Поворот оси 16 производится через систему шестипазового мальтий ского креста 17 и пазы зубчатых колес 18.
В вакуум-прнсосе 19 циклового поворота, перпендикулярно расположенном относительно вакуум-присоса 3, разрежение создают через электропневматические клапаны, приводимые в движение от кулачков 20 командного аппарата 13. Возвратно-поступательное движение вакуумприсоса 19 осуществляется через систему конических передач и эксцентрик 21, включаемый в работу в определенные периоды времени командным аппаратом.
Поворот .резиновой камеры на 90 и 45° механизмом циклового поворота осуществляется мальтийским крестом 22.
Возвратно-поступательное движение механизма 9 захвата и прижима происходит через систему конических передач и эксцентрик 23, а прижатие резиновой камеры 4, удерживаемой чащками 24 и поддерживаемой роликами 25, к прикаточному транспортеру 26 осуществляется через кулисный механизм 27, работающий по циклу, задаваемому командным аппаратом.
Прикаточный транспортер 26, подающий транспортер 5 и отборочный транспортер 10 являются пульсирующими и приводятся в движение через отдельную для каждого транспортера систему зубчатых передач и мальтийских механизмов 28, 29 и 30, включаемых в работу командным аппаратом.
Подаваемая транспортером 5 и промазанная клеем резиновая камера зажимается между чащками 24. Резино-текстильные лепестки 31 подаются под направляющий ролик 32 и далее к резиновой камере. Во время подачи лепестки промазываются клеем и подсущиваются теплым воздухом.
Вначале прикатывается одна пара лепестков, после чего камера поворачивается на 60° и прикатывается вторая пара лепестков затем вновь происходит поворот камеры на 60° и прикатка третьей пары лепестков.
Для прикатки второго и третьего слоев лепестков камера соответственно поворачивается на 90 и 45° и лепестки накладываются в разных направлениях.
Таким образом, на камеру, наполненную ранее воздухом, прикатываются девять пар лепестков (три слоя по три пары). Аналогично поверх текстильных лепестков прикатывают лепестки резиновые, после чего готовый мяч поступает на отборочный транспортер 10.
Предмет изобретения
Станок для автоматической сборки беспокрышечных резино-тканевых мячей на основе применения резиновой камеры, наполненной воздухом, и резино-тканевых заготовок в виде лепестков, отличающий с я тем, что, с целью механизации процессов сборки мячей, станок снабжен прикаточным транспортером, механизмом прижима камеры к ленте транспортера it механизмами захвата мяча, выполненными в виде двух взаимно-перпендикулярных вакуум-присосов, осуществляющих цикловой и постадийный поворот камеры к плоскости прикагки заготовок и перемещение изделия.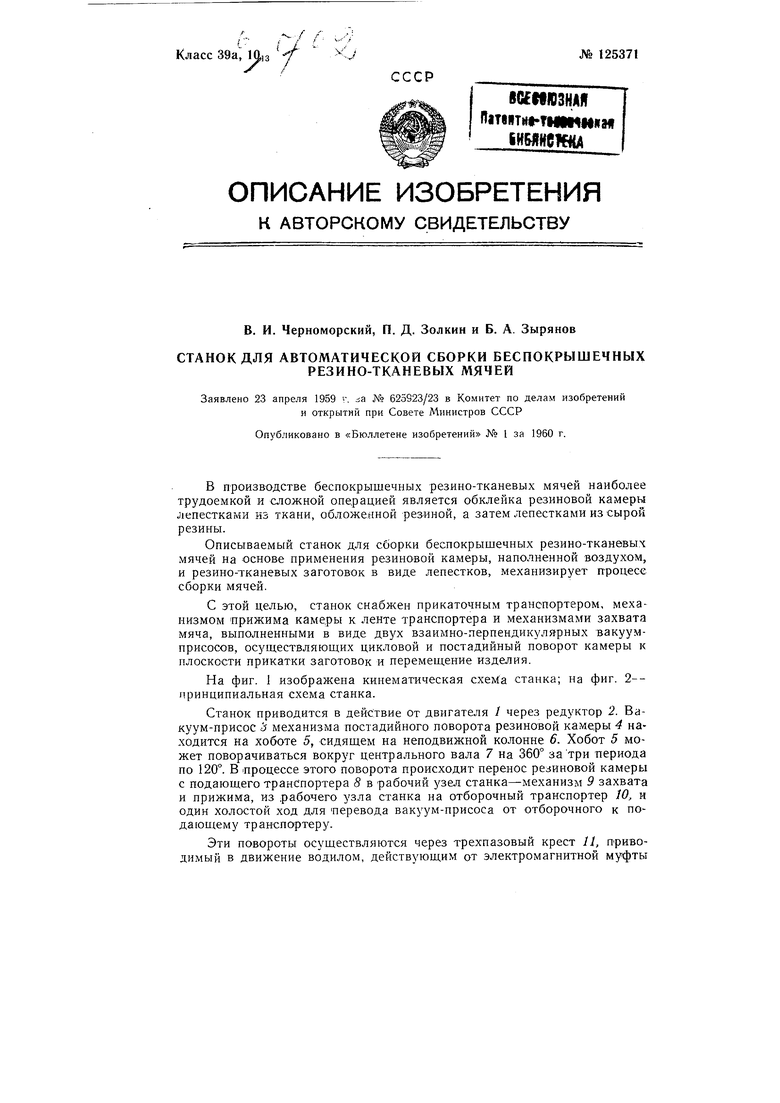
| название | год | авторы | номер документа |
|---|