Изобретение относится к измерительной технике и может быть использовано при контроле качества изготовления крупногабаритных прожекторных параболических отражателей.
Целью изобретения является повышение to4HocTH и производительности контроля, достигаемое благодаря непрерывному измерению текуЕцих значений продольной аберрации отраженного пучка при сканировании контролируемой поверхности.
На чертеже представлена схема устройства для реализации способа. Устройство содержит основание 1 (с колонной 2, ползуном 3 и консолью 4, поворотный стол 5 с механизмом 6 поворота и перемещения, на котором размещают контролируемую поверхность 7, осветитель 8 со щелью 9, модуля- тором Ю, рабочим коллиматором 11, фокус объектива которого расположен в плоскости щели 9, пентапризмы 12 с механизмом 13 горизонтального перемещения, двухкоординатный пози- ционно-чувствительный фотоприемник 14 с механизмами 15 и 16 вертикального перемещения и разворота соответственно, регистратор 17, выполненный в виде устройства с записью на диаграммной ленте. Фотоприемник 14 подключен к автоматической фотоэлектрической измерительной системе 18.
Устройство работает следующим образом..
Световой пучок проходит щель 9, модулятор 10, объектив коллиматора 11, пентапризму 12 и освещает определенную зону контролируемой поверхности 7. При этом исполнительный двигатель механизма 15 вертикального перемещения работает в режиме поиска перемещая фотоприемник 14 вдоль оси симметрии контролируемой поверхности до тех пор, пока изображение щели 9 не попадает на его чувствительную площадку. В этот момент автоматическая -фотоэлектрическая измерительная система 18 формирует сигнал управления, переключающий исполнительный двигатель в режим слежения. Одновременно включается механизм 13 перемещения пентапризмы 12 и приводится в действие механизм 16 разворота приемника 14 перпендикулярно отраженному от контролируемой поверхности световому пучку. В режиме слежения авто
матическая измерительная система 18 вырабатывает сигнал рассогласования, перемещающий фотоприемник 14 до полунения на его выходе нулевого электрического сигнала. Такое положение фотоприемника поддерживается для каждой зоны с помощью механизма 15 вертикального перемещения. Благодаря кинематической связи фотоприемника
14 с приводом пера записывающего устройства регистратора 17 любое отклонение изображения щели 9, вызванное погрещностями формы контролируемой поверхности, фиксируется на днаграммной ленте.
После записи аберрограммы в одной меридиональной плоскости автоматически приводится в действие механизм поворота стола 5 на определенный угол и цикл измерений вновь повторяется. По окончании последнего цикла прибор автоматически возвращает- )Ся в исходное положение.
Ф о р мула изобретения
Способ контроля качества изготовления параболической поверхности, заключающейся в том, что направляют на контролируемую поверхность параллельно ее оси параллельный пучок излучения, устанавливают позиционно- чувствительное фотоприемное устройство таким образом, что ось его чувствительности совпадает с осью симметрии контролируемой поверхности, регистрируют положение отраженного пучка, одновременно перемещают освещающий .пучок параллельно самому себе в плоскости, содержащей ось симметрии контролируемой поверхности, и наклоняют чувствительную площадку фотоприемного устройства таким образом, что ее поверхность остается перпендикулярной оси отраженного пучка, и определяют качество поверхности, отличающийся тем, что, с целью повьщ1ения точности и производительности контроля,непрерывно перемещают фотоприемное
устройство в направлении оси симметрии контролируемой поверхности в положение, при котором сигнал на выходе фотоприемника устройства равен нулю, измеряют текущие значения совмещения центра чувствительной площадки фотоприемного устройства относительно расчетного положения фокальной плоскости поверхности, повторяют
312835244
весь цикл измерений для нескольких зональных продольных аберраций по- меридиональных сечений контролируемой верхности, полученных в результате поверхности, а качество поверхности измерений всех контролируемых мери- определяют по измеренным значениям диональных сечений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества изготовления поверхности параболического отражателя | 1984 |
|
SU1267191A1 |
| Устройство для измерения величины зональных аберраций параболоидных вогнутых поверхностей изделий | 1981 |
|
SU974116A1 |
| Способ измерения толщины стенки прозрачных труб и устройство для его осуществления | 1988 |
|
SU1522029A1 |
| СПОСОБ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА ПРОПУСКАНИЯ ОБЪЕКТИВОВ | 2009 |
|
RU2422790C1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
| Фотоэлектрическое устройство для анализа оптического изображения | 1977 |
|
SU657301A1 |
| Способ измерения децентрировки асферической оптической поверхности | 1988 |
|
SU1688109A1 |
| Дифракционный интерферометр | 1990 |
|
SU1762116A1 |
| Устройство для контроля шероховатости поверхности | 1984 |
|
SU1249324A1 |
| Способ для измерения показателя преломления поглощающих сред и устройство для его осуществления | 1976 |
|
SU623143A1 |
Изобретение относится к области измерительной техники и может быть использовано при контроле качества изготовления параболических поверхностей. На контролируемую поверхность 7 с помощью пентапризмы 12 направляется пучок лучей, параллельный оси симметрии поверхности. Отраженный поверхностью пучок регистрируется позиционно-чувствительным фотоприемником 14, который автйматически разворачивается своей чувствительной площадкой перпендикулярно отраженному пучку. Одновременно фотоприемник 14 автоматически смещается вдоль оси симметрии контролируемой поверхности в положение, при котором сигнал на его выходе равен нулю.Регистратор 17 непрерывно измеряет смещение фотоприемника 14 относительно плоскости теоретическогофокуса контролируемой поверхности при зондировании ее освещающим вмеридиональной плоскости. После окончания контроля в одном меридиональном сечении объект контроля разворачивается механизмом 6 разворота вокруг оси симметрии контролируемой поверхности и измерения повторяются для другой меридиональной плоскости. Благодаря непрерывному измерению текущих значений продольной аберрации отраженного пучка достигается повышение точности и производительности контроля параболических поверхностей. 1 ил. сл IsD 00 00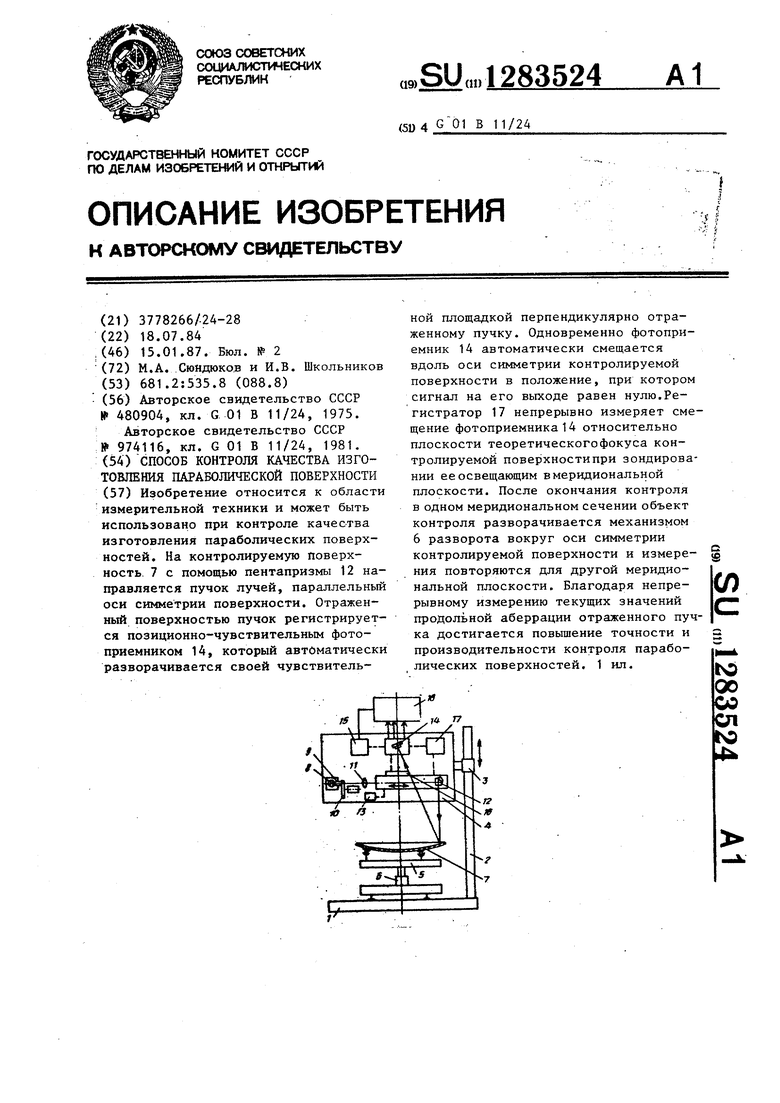
| Способ автоколлимационного контроля вогнутых оптических поверхностей | 1972 |
|
SU480904A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения величины зональных аберраций параболоидных вогнутых поверхностей изделий | 1981 |
|
SU974116A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
