Известные установки для изготовления полированного н накатного багета из деревянных реек с нрнменением набора снецнализированпых станков не обеспечивают полно юхапизации процесса обработки реек.
Чтобы устранить этот недостаток, в онисываемой установке станки объединены в поточную линию с агрегатами для нанесення левкаса на каждую пропускаемую через установку рейку. Агрегат для панесения левкаса содержит смеситель левкаснон массы, трехвалковую краскотерку н приспособление для калибровки уплотнення левкасного слоя на рейках. Для предохранения реек от боковых смещени при их продольной подаче но бокам конвейера расположены паправляющне нодвнжные плапки, положепие которых фиксируется в зависимости от ширины реек.
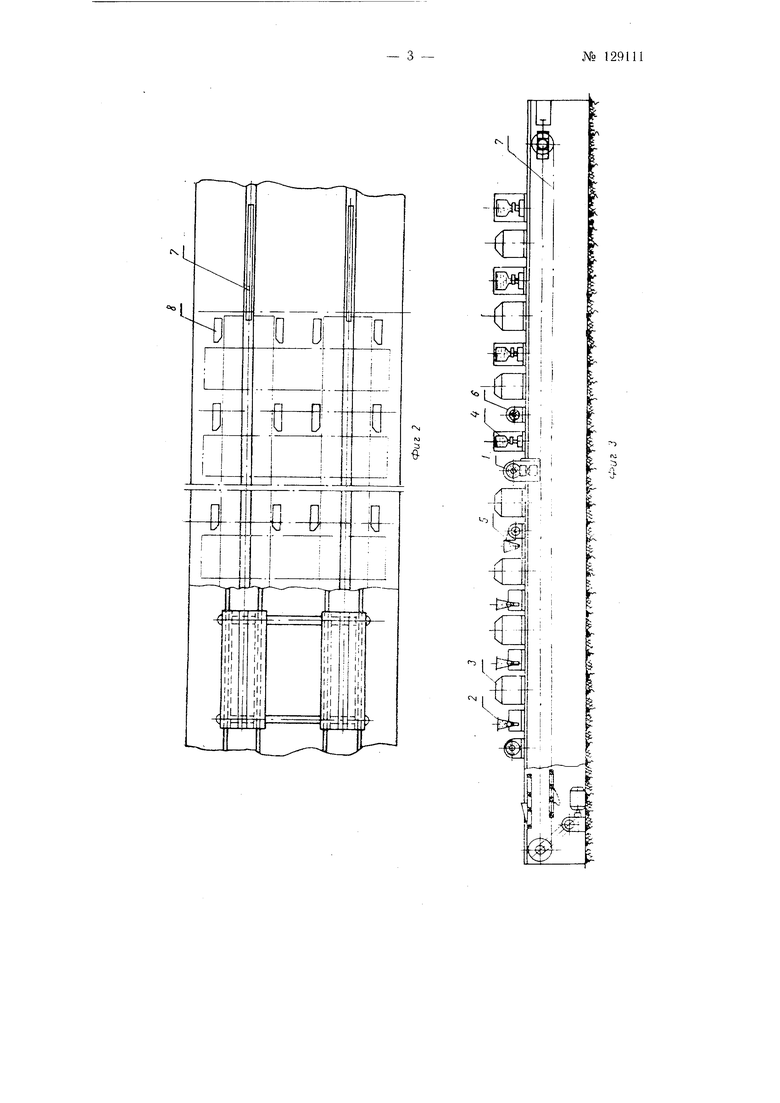
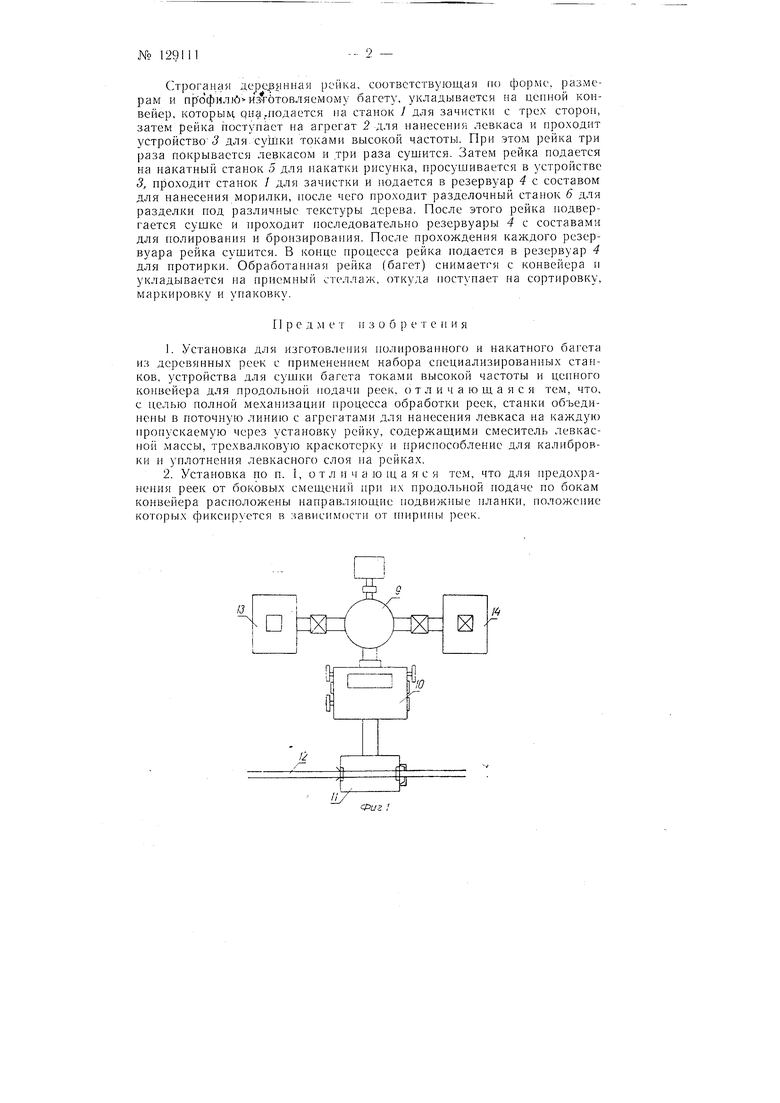
На фиг. 1 изображен в общем виде агрегат для нанесения левкаса на рейки; на фиг. 2-конвейер в плане; на фиг. 3 схематически изображена установка для изготовления багета.
Установка содержит станок 1 для нредварительной зачистки реек, левкасные агрегаты 2, еушильные устройства 3 для суи1кн багета токами высокой частоты, резервуары 4 для составов морения, бронзирования, полирования и протирки, пакатный 5 и разделочный 6 станки. Для продольной подачи реек применен цепной конвейер 7, объедння1ОН1.ий указанные станки и устройства в поточную линию с агрегатамн для н-анесения левкаса на каждую пропускаемую через установку рейку. По бокам конвейера находятся направляющие подвижные планки 8, положение которых фиксируется в зависимости от ширины реек. Планки предназначены для предохранения реек от боковых смещений при их продольной подаче.
Агрегат для нанесения левкаеа на рейки состоит из смесителя левкасной массы 9, трехвалковой краскотерки 10 и приспособления 11 для калибровки и уплотнения левкаеного слоя на рейке 12. По бокам смесителя расположены бункера 13 и 14 для мела и клея.
№ 129111- 2 -
Строганая дере зянная рейка, соответствующая по форме, размерам и профилЮ изготовляемому багету, укладывается на цепной конвейер, которым, она,подается на станок / для зачистки с трех сторон, затем рейка поступает на агрегат 2 для нанесения левкаса и проходит устройство J для суШки токами высокой частоты. При этом рейка три раза покрывается левкасом и три раза сушится. Затем рейка подается на накатный станок 5 для накатки рисунка, просушивается в устройстве 3, проходит станок / для зачистки и подается в резервуар 4 с составом для нанесения морилки, ноеле чего проходит разделочный станок 6 для разделки под различные текстуры дерева. После этого рейка подвергается сушке и проходит последовательно резервуары 4 с составами для полирования и бронзирования. После прохождения каждого резервуара рейка сушится. В конце процесса рейка подается в резервуар 4 для протирки. Обработанная рейка (багет) снимается с конвейера и укладывается на приемный стеллаж, откуда поступает на сортировку, маркировку и упаковку.
Пред м е т и з о б р е т е п и я
1.Установка для изготовления полированного и накатного багета из деревянных реек с применением набора специализированных станков, устройства для сушки багета токами высокой частоты и ценного конвейера для продольной подачи реек, отличающаяся тем, что, с целью полной механизации процесса обработки реек, станки объединены в поточную линию с агрегата1ми для иапесения левкаса на каждую пропускаемую через установку рейку, содержащими смеситель левкасной массы, трехвалковую краскотерку и приспособление для калибровки и уплотнения левкасного слоя па рейках.
2.Установка по п. I, от л и ч а ю щ а я с я тем, что для предохранения реек от боковых смещений при их продольной подаче по бокам конвейера расположены направляющие подвижные планкп, положение которых фиксируется в зависимости от ип-1рины реек.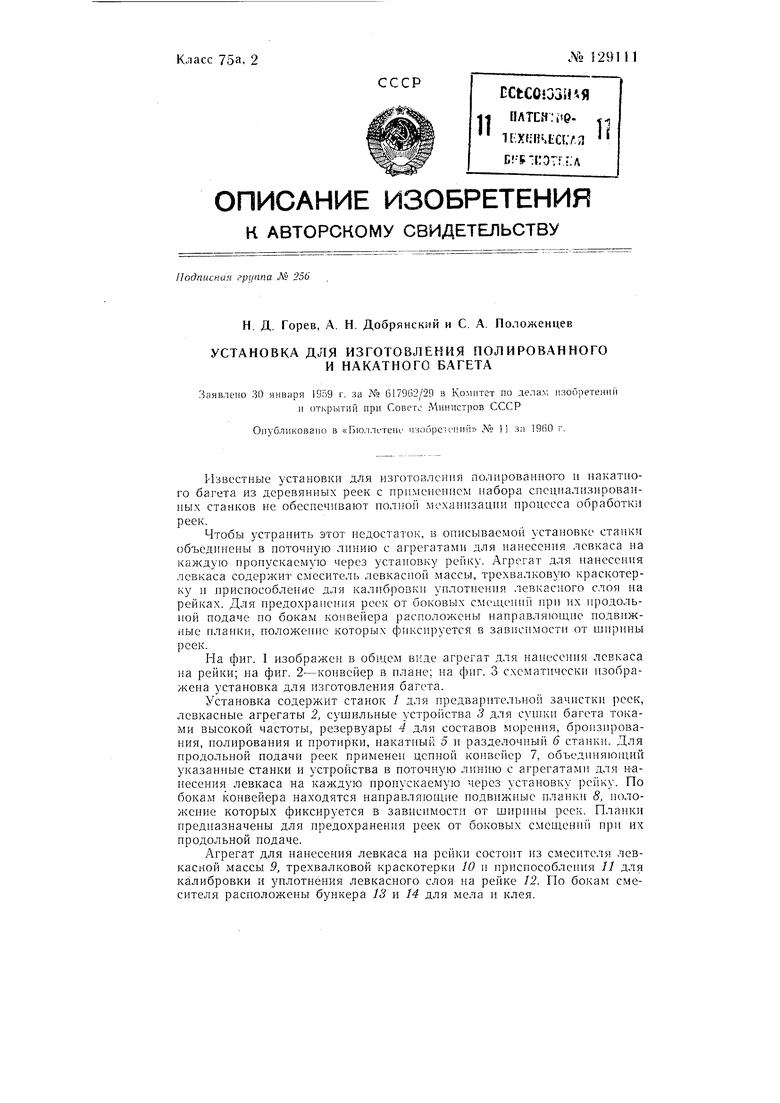
| название | год | авторы | номер документа |
|---|