1 12
Изобретение относится к электро- преобраэовательной технике, в частности к трансформаторам, преобразующим переменный ток с одними параметрами в переменный ток той же частоты, но другой его величины, с другим напряжением, числом фаз.
Цель изобретения - увеличение коэффициента мощности, а также повышение точности сборки многофазного трансформатора.
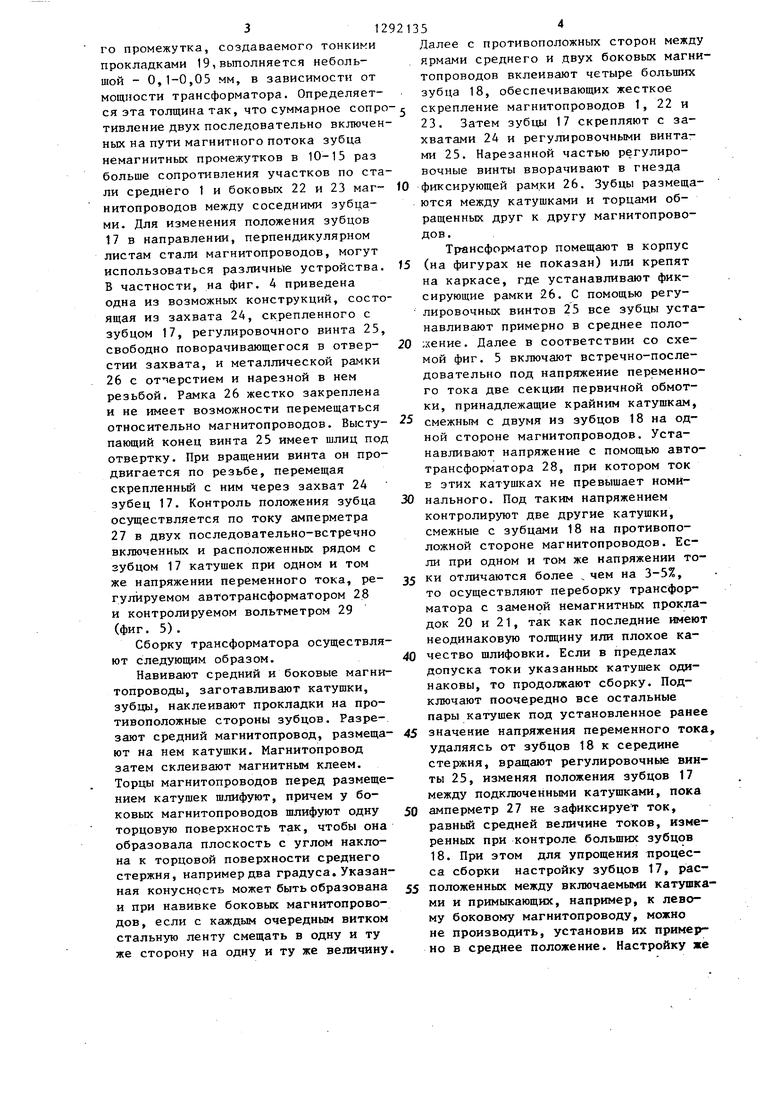
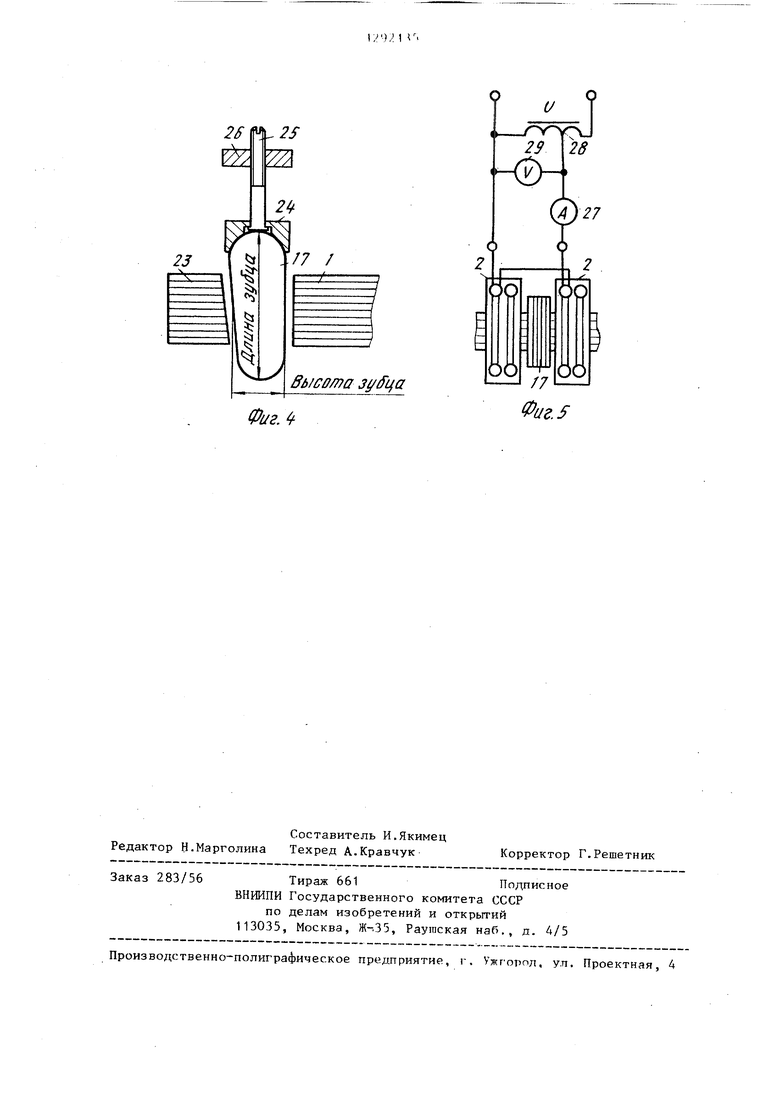
На фиг. 1 дан магнитопровЪд в сборе, общий вид; на фиг, 2 - внутренний магнитопровод (один боковой маг- нитопровод снят), вид сбоку, разрез А-А; на фиг. 3 - схема соединения секций первичной и вторичной обмотокi на фиг. 4 - конструктивные элементы одного из возможных вариантов изменения положения зубцов при сборке; на фиг. 5 - схема подключения двух соседних с одним из зубцов катушек под напряжение переменного тока при определении положения этого зубца в направлении, перпендикулярном лнстгш витых магнитопроводов.
Трансформатор содержит витой с прямоугольным вытянутым окном средний магнитопровод 1, который после навивки разрезается на две половины для размещения на его стержнях катушек 2, после чего половинки магнито- провода состыковываются и склеиваются магнитным клеем. Каждая катупжа 2 состоит из двух секций, одна из которых секция 3 принадлежит первичной обмотке 4-6, например, ее фазе А-Х (4 а другая секция 7 - вторичной обмотке 8-16, например, фазе а(8).
Схема соединения секций для одно- го из возможных вариантов при трехфазной первичной 4-6 и девятифазной вторичной 8-16 обмотках показана на фиг. 3.
С двух противоположньк торцов среднего магнитопровода через зубцы 17 и 18 и немагнитные прокладки 19, 20 и 21 примыкают два боковых 22 и 23 магнитопровода, необходимых для замыкания магнитного потока среднего магнитопровода. По объему два боковых магнитопровода, сложенные вместе, равны объему среднего. Однако торцовые поверхности боковых магнитопро- водов по отношению к торцам среднего имеют небольшой угол конусности ci6 , равньй, например, 1-3 град. Этот угол может быть образован либо при навив
5
1
5
О
5 ,
5
05
0
352
ке стальной ленты, либо путем последующей шлифовки торцов боковых магнитопроводов .
Зубцы 17 шихтуются из листов электротехнической стали, располагаемых параллельно стенкам образуемых этими зубцами пазов. Противоположные стороны зубцов, примыкающие к торцам сред- .него и боковых магнитопроводов, также имеют небольшой угол конусности об . Обеспечивается это при штамповке листов. По длине зубцы 17 выполняются не менее, чем на одну собственную их высоту больше толщины навивки магнитопроводов. Это обусловлено необходимостью сохранения площади перекрытия при перемещениях зубца во время сборки трансформатора. Практически, для того, чтобы избежать пере- насьпценных и недонасыщенных в магнитном отношении участков зубцов после сборки трансформатора, достаточно выполнить их собственные высоты на 1,1-1,2 больше толщины .навивки магнитопроводов. Зубцы 18 располагаются за крайними-катушками, размещенными на стержнях среднего магнитопровода. Длина этих зубцов выполняется равной толщине навивки магнитопроводов, а их ширина - равной длине ярма. При этом толщина немагнитных прокладок 20 и 21 выбирается по величине в несколько раз большей толщины немагнитного промежутка, создаваемого прокладкой 19 зубцов 17, но так, что магнитное сопротивление, создаваемое зубцом 18, равно магнитным сопротивлениям каждого из зубцов 17 с их тонкими немагнитными прокладками 19. Немагнитные прокладки 20 и 21 выполняются из несминаемого материала,
например из фторопласта или стекло- . текстолита, для того, чтобы при наклейке их на торцы ярма магнитопроводов 1, 22 и 23 (прокладки 20 наклеиваются на противоположные, торцы среднего магнитопровода 1, прокладки 21 наклеиваются на внутренние торцы боковых магнитопроводов 22 и 23) и обращенные к этим торцам стороны зубцов 18 они калибровали расстояние между средним 1 и боковыми 22 и 23 магнитопроводами. Тонкие прокладки 19 желательно вьтолнять из гофрированного (снимаемого) немагнитного материала, например винифлекса. Последние наклеиваются лишь на стороны малых зубцов 17, обращенные к магнитопроводам. Толщина немагнитно
го промежутка, создаваемого тонкими прокладками 19,вьшолняется небольшой - 0,1-0,05 мм, в зависимости от мощности трансформатора. Определяется эта толщина так, что суммарное сопр тивление двух последовательно включенных на пути магнитного потока зубца немагнитных промежутков в 10-15 раз больше сопротивления участков по стали среднего 1 и боковых 22 и 23 маг- нитопроводов между соседними зубцами. Для изменения положения зубцов 17 в направлении, перпендикулярном листам стали магнитопроводов, могут использоваться различные устройства В частности, на фиг. 4 приведена одна из возможных конструкций, состоящая из захвата 24, скрепленного с зубцом 17, регулировочного винта 25 свободно поворачивающегося в отверстии захвата, и металлической рамки
26с отверстием и нарезной в нем резьбой. Рамка 26 жестко закреплена и не имеет возможности перемещаться относительно магнитопроводов. Выступающий конец винта 25 имеет шлиц под отвертку. При вращении винта он продвигается по резьбе, перемещая скрепленный с ним через захват 2А зубец 17. Контроль положения зубца осуществляется по току амперметра
27в двух последовательно-встречно включенных и расположенных рядом с зубцом 17 катушек при одном и том
же напряжении переменного тока, ре- гулируемом автотрансформатором 2.8 и контролируемом вольтметром 29 (фиг. 5).
Сборку трансформатора осуществляют следующим образом.
Навивают средний и боковые магни- топроводы, заготавливают катушки, зубцы, наклеивают прокладки на противоположные стороны зубцов. Разрезают средний магнитопровод, размеща- ют на нем катущки, Магнитопровод затем склеивают магнитным клеем. Торцы магнитопроводов перед размещением катушек шлифуют, причем у боковых магнитопроводов шлифуют одну торцовую поверхность так, чтобы она образовала плоскость с углом наклона к торцовой поверхности среднего стержня, например два градуса. Указанная конусность может быть образована и при навивке боковых магнитопроводов, если с каждым очередным витком стальную ленту смещать в одну и ту же сторону на одну и ту же величину.
0
5
с O 5
0
5
0
5 0 5
Далее с противоположных сторон между ярмами среднего и двух боковых магнитопроводов вклеивают четыре больших зубца 18, обеспечивающих жесткое скрепление магнитопроводов 1, 22 и 23. Затем зубцы 17 скрепляют с захватами 24 и регулировочнь1ми винтами 25. Нарезанной частью регулировочные винты вворачивают в гнезда фиксирующей рамки 26. Зубцы размещаются между катушками и торцами обращенных друг к другу магнитопроводов.
Трансформатор помещают в корпус (на фигурах не показан) или крепят на каркасе, где устанавливают фиксирующие рамки 26. С помощью регулировочных винтов 25 все зубцы устанавливают примерно в среднее поло- ;кение. Далее в соответствии со схемой фиг. 5 включают встречно-последовательно под напряжение переменного тока две секции первичной обмотки, принадлежащие крайним катушкам, смежным с двумя из зубцов 18 на одной стороне магнитопроводов. Устанавливают напряжение с помощью автотрансформатора 28, при котором ток Е этих катушках не превышает номинального. Под таким напряжением контролируют две другие катушки, смежные с зубцами 18 на противоположной стороне магнитопроводов. Если при одном и том же напряжении токи отличаются более , чем на 3-5%, то осуществляют переборку трансформатора с заменой немагнитных прокладок 20 и 21, так как последние имеют неодинаковую толщину или плохое качество шлифовки. Если в пределах допуска токи указанных катушек одинаковы, то продолжают сборку. Подключают поочередно все остальные пары катушек под установленное ранее значение напряжения переменного тока, удаляясь от зубцов 18 к середине стержня, вращают регулировочные винты 25, изменяя положения зубцов 17 между подключенными катушками, пока амперметр 27 не зафиксирует ток, равный средней величине токов, измеренных при контроле больших зубцов 18. При этом для упрощения процесса сборки настройку зубцов 17, расположенных между включаемыми катушками и примыкающих, например, к левому боковому магнитопроводу, можно не производить, установив их примерно в среднее положение. Настройку же
трансформатора осуществляют только перемещением зубцов, примыкающих к правому боковому магнитопроводу.
Контроль положения зубцов проверяют по току два-три раза, обходя их поочередно..После этого осуществляют контровку регулировочных винтов краской и собирают электрическую схему трансформатора (фиг. 3).
В ряде случаев регулировку положения зубцов 17 при сборке трансформаторов можно проводить и без приведенной технологической оснастки. Для этого торцы зубцов 17 с наклеенными немагнитными прокладками 19 (или даже без них) покрывают медленно отвердевающим клеем, например на эпоксидной основе. Устанавливая зубцы, примыкающие, например, к левому боковому магнитопроводу в среднее положение, подбивают зубцы, примыкающие к правому боковому магнитопроводу, до тех пор, пока в смежных с этим зубцом катушках не установится требуемое значение тока После отвердения клея зубцы зафиксируются в заданном положении, причем прослойка клея в этом случае предотвращает замыкание листов стали зубцов с листами магнитопроводов и служит в качестве немагнитного промежутка между последними.
Работает собранный трансформатор следующим образом.
При включении первичной обмотки 4, 5 и 6 трансформатора под трехфазное напряжение переменного тока в среднем магнитопроводе 1 возникает бегущее магнитное поле, которое замыкается через зубцы 17 и 18 и боковые магнитопроводы 22 и 23. Поскольку сопротивления всех зубцов с немагнитными прокладками одинаковые, то амплитуда магнитного потока при смещении поля не изменяется, скорость перемещения, выраженная в зубцовых делениях, остается постоянной. Равномерность движения поля и постоянство величины его потока и обуславливает симметрию наведенного во вторичных обмотках многофазного напряжения. Амплитуды вторичных напряжений оказьшаются в этих условиях одинаковыми, фазовые сдвиги постоянными и равными 360 , деленным на число фаз вторичной обмотки.
Возможность обеспечения постоянства магнитных сопротивлений всех
зубцов путем регулирования их положения между магнитопроводами позволяет снизить толщину )емагнитных прокладок, тем самым уменьшить на- магничивающую составляющую тока холостого хода, увеличить коэффициент мощности трансформатора.
Формула изобретения
1. Многофазный трансформатор, содержащий средний витой магнитопро- вод с прямоугольным вытянутым окном, на двух стержнях которого размещены катушки с секциями первичной и многофазной вторичной обмоток, и два боковых витых без обмоток магни- топровода аналогичной формы, примыкающих к торцам среднего магнитопровода через вставленные зубцы и немагнитные прокладки на противоположных сторонах зубцов, отличающийся тем, что, с целью увеличения коэффициента мощности, обращенные друг к другу торцовые поверхности витых .магнитопроводов вьшол- нены скошенными, поверхности установленных между обмотками зубцов, прилегающие к немагнитным прокладкам, вьтолнены скошенными, причем угол скоса торцовых поверхностей витых магнитопроводов и зубцов выполнен одинаковым.
2. Способ изготовления многофазного трансформатора,заключающийся в навивке среднего и двух боковых магнитопроводов, изготовлении зубцов с немагнитными прокладками, разрезании среднего магнитопровода, .размещении на нем катушек с секциями первичной и многофазной вторичной обмоток, склеивании магнитопровода, установке и фиксации между ярмами и торцовыми скошенными поверхностями среднего и боковых магнитопроводов зубцов с немагнитными прокладками, отличающийся тем, что, с целью пoвьшJeния точности
сборки, предварительно собирают измерительную схему, состоящую из источника электрического питания, амперметра и вольтметра, указанную схему поочередно подключают к двум
смежным с любым зубцом катушкам, катушки, подключенные к схеме измерения, включают последовательно- встречно друг с другом и изменяют положение зубца расположенного меж712921358
ду указанными катушками, в направ- последовательно-встречно включенных лении, перпендикулярном внешней по- катушек при одинаковой для всех из- i верхности магнитопроводов до получе- мерений величине напряжения источни- ния одинаковой величины тока в каж- ка электрического питания, и фикси- дой паре смежных с любым зубцом 5 руют положение зубцов.
1
11 19
Фиг.2.
А-А 7о/1щина Ho6i/Sf(u
го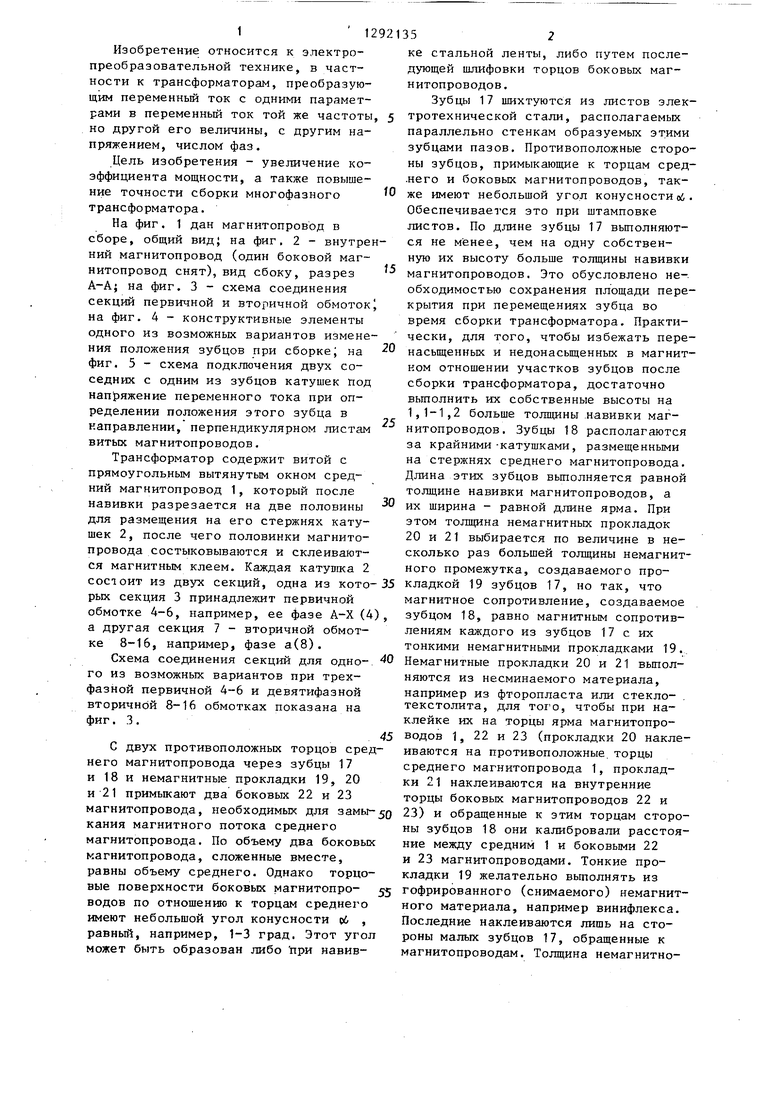
| название | год | авторы | номер документа |
|---|---|---|---|
| Многофазный трансфоматор | 1984 |
|
SU1229834A1 |
| МНОГОФАЗНЫЙ АГРЕГАТИРОВАННЫЙ ТРАНСФОРМАТОР | 1997 |
|
RU2125749C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР (ВАРИАНТЫ) И СПОСОБ ЕГО СБОРКИ | 2009 |
|
RU2401470C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР | 1994 |
|
RU2082245C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР | 2006 |
|
RU2310939C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР | 2000 |
|
RU2181512C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР | 2003 |
|
RU2246151C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР С КРУГОВЫМИ ОБМОТКАМИ НА РАЗНЫХ ВИТЫХ МАГНИТОПРОВОДАХ | 2005 |
|
RU2306628C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР | 2005 |
|
RU2305339C1 |
| Многофазный трансформатор | 1984 |
|
SU1224924A1 |
Изобретение относится к электротехнике, в частности к трансформаторам; преобразующим число фаз. Цель изобретения состоит в повышении ка23 2. 18 го 1 Zt чества преобразования энергии, увеличении коэффициента мощности, а также в повьпиении точности сборки трансформатора. Устройство содержит витой средний магнитопровод 1 с катушками 2, два боковых магнитопровода 22 и 23, лримыкаюших к среднему магнито- проводу 1 через зубцы 17 и 18 и немагнитные прокладки 19, 20 и 21. Обращенные друг к другу торцовые поверхности магнитопроводов 1, 22 и 23, также как и поверхности зубцов 17, обращенные к торцовым поверхностям магнитопроводов, выполнены скошенными на одинаковый угол. Преимущество изобретения обуславливается симметрией магнитных сопротивлений для магнитных потоков, создаваемых катушками 2 устройства. 2 с.п. ф-лы, 5 ил. сл .22 to со 1C со СП Фиг.1
У
иг.З
2S
2S
2fy
23
Y
I I
/7 /
ffi)/coff a 3i/ffLfa
Фиг.
Составитель И.Якимец Редактор Н.Марголина Техред А.Кравчук
283/56
Тираж 661Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наГ., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг.
Корректор Г.Решетник
| Иванов-Смоленский А.В | |||
| Электрические машины | |||
| - М.: Энергия, 1980, с | |||
| Телефонная трансляция | 1922 |
|
SU464A1 |
| Многофазный трансфоматор | 1984 |
|
SU1229834A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
