Предлагаемый агрегат предназначен для отжига детален нз чугуна на перлит и феррит, а также для термообработки сталн, нагрева инструмента и т. п. Он состоит из электродной соляной ванны, электрической проходной щелевой печи и камеры охлаждения.
Известные электродные соляные ванны для термообработки имеют ряд существенных недостатков, основными из них являются: низкая производительность, непродолжительный срок службы электродов, больн1ие тепловые потери, повышающие расход электроэнергии, отсутствие какой-либо механизации. При этом соверщенно исключается возможность применения их в механизировак::ых или автоматизированных линиях при массовом производстве деталей.
Предлагаемый комплексный агрегат для термической обработки деталей исключает указанные недостатки, механизирует и автоматизирует процесс термообработки деталей. Это достигается благодаря применению трубчатого транспорта, состоящего из трубчатых направляющих -с продольной нижней щелью и цилиндрической формы кареток с подвесками для деталей, перемещающихся внутри направляющих от гидроцилиндров общего гидропривода, и электродов в соляной ванне, выполненных литыми из жароупорной стали переменного профиля с максимальным сечением в зоне наибольщей плотности тока. Конструкция трубчатого транспорта позволяет полностью герметизировать соляную ванну и щелевую электропечь, что уменьщает тепловые потери, а конструкция электродов повыщает их стойкость.
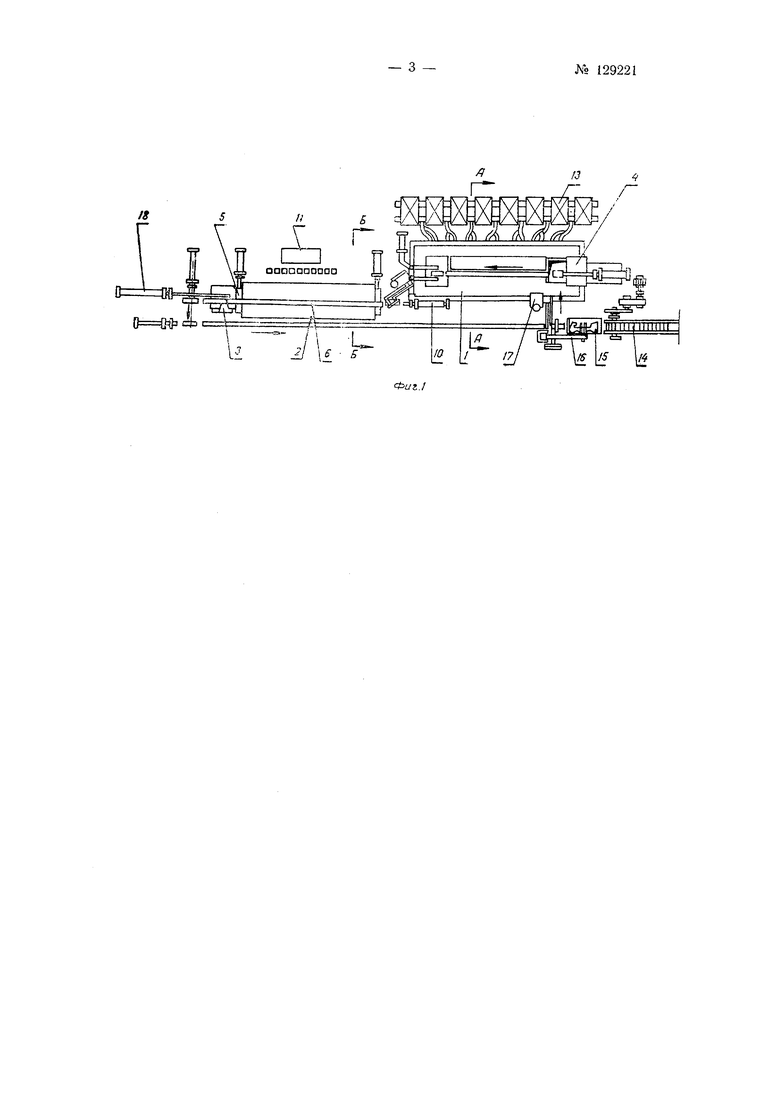
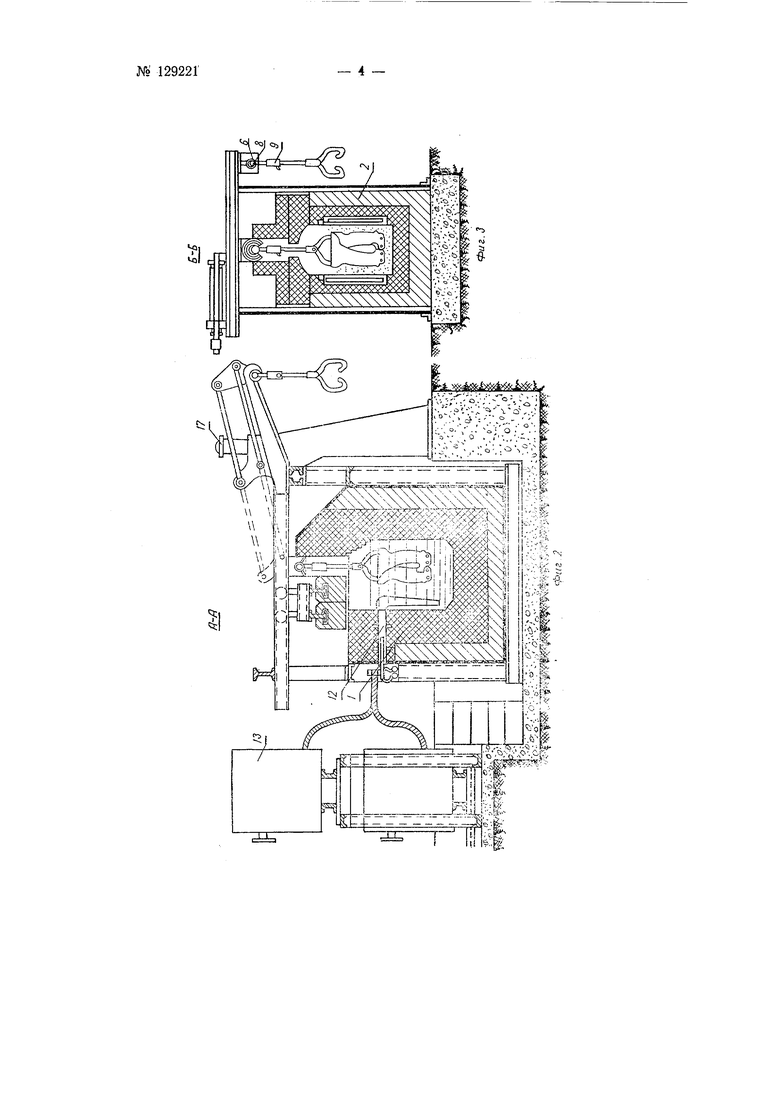
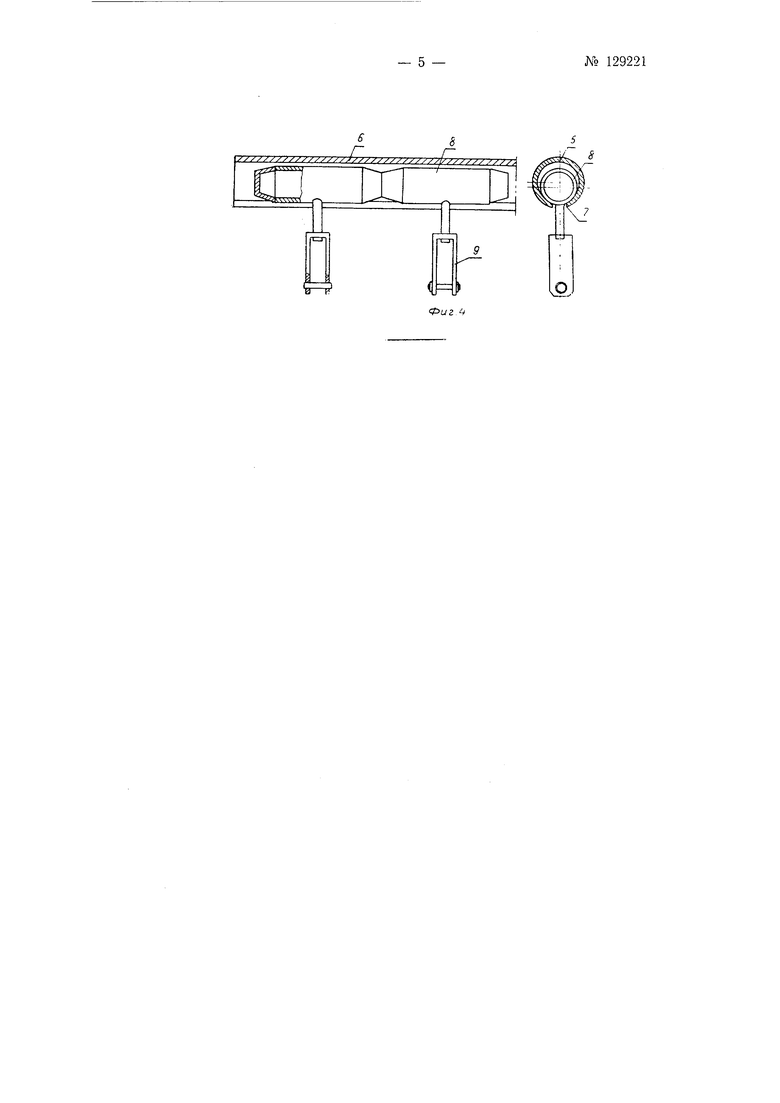
На фиг. 1 схематически показан агрегат; па фиг. 2 - разрез по АЛ на фиг. 1; на фиг. 3 - разрез по ББ на фиг. 1; на фнг. 4 - деталь
N 129221, ;; -
трубчатой направля.ющей с цилиндрическими каретками и подвесками в проекциях.
Агрегат состоит из электродной соляной ванны для первой стадии отжига, электрической проходной печи 2 для второй стадии отжига и камеры 3 охлаждения. В д-гестах загрузки и выгрузки соляная ванна / снабжена нодвижными крышками 4, а электронечь 2 - подвижными заслонками 5. Транспортированне деталей производится трубчатыл транспортером, состоящим из трубчатых направляющих 6 с продольной нижней щелью 7 и цнли11дрнческой формы кареток 8 с нодвесками 9 для деталей, перемещающихся внутри направляюнщх. Перемещение рабочих органов агрегата осуществляется от гидроцилиндров 10 общего гидропривода П. Электроды 12 соляной ванны / располагаются вдоль одной из стеи па определенном расстоянии друг от друга, под уровнем соли. Злектроды вынолнены литыми из жаро порной стали переменного нрофиля, имеющего максимальное сечение в зоне иаибольщей нлотности тока. Соляная ванна / питас1ся от траисформаторов /.
Детали подаются транспортером 14 на загрузочный стол 15 соляпой ванны / и механизмом 16 (механическая рука) навешиваются на нодвески 9, после чего загружаются в соляную ванну консольным поворотным механизмом 17. Затем детали с определенным заданным рнтмом проталкиваются по ванне к аналогичным поворотным механизмом 17 передаются в проходпую электропечь 2 и далее - в камеру 3 охлажде ння. Из камеры охлаждения каретки 8 с деталями гидравлическим выталкивателем 18 выдаются иа позицию выгрузки, где осуществляете; съем деталей, а холостые каретки 8 возвращаются к соляной вапие У:
Управление агрегатом автоматизировано. Для наладочных и ремонтпых работ предусмотрено ручное унравление. Агрегат обслужива.ется одним оператором.
Пред м е т и з о б р е т е н и я
1.Агрегат для термической обработки деталей, нредназначеипый для отжига деталей из чугуна на перлит и феррит, а также для термообработки стали, нагрева инструмента и т. п., состоящий из электродной соляной ванны, электрической проходной щелезой Нечи н камеры охлаждения, отличающийся тем, что, с целью обеспечеш-я герметизации соляной ванны н щелевой электропечи, а также общей траиспортпой связи отдельных устаповок между собой, в нем нрименена система трубчатого транспорта, состоящая нз трубчатых направляющих с продол.Hoii нижней щелью н цилиндрической формы кареток с нодвесками для деталей, перемещающихся впутрн направляющих от гидроцилиидров обн1его гидропривода.
2.Агрегат п/о п. 1, отл ич аю иди и с я тем, что, с целью повынюния стойкости электродов соляной ванны, электроды выполнены литыми из жароупорной стали неремеппого профиля с максимальным сечением в зоне наибольшей нлотности тока. & №
S
| название | год | авторы | номер документа |
|---|