Изобретение относится к машиностроению и может быть иснользовано для регулирования ноложения загрузки изделия в периодический индукционный нагреватель при осуществлении термообработки, пайки и т„д,
Цель изобретения - обеспечение равномерности нагрева изделия при термообработке.
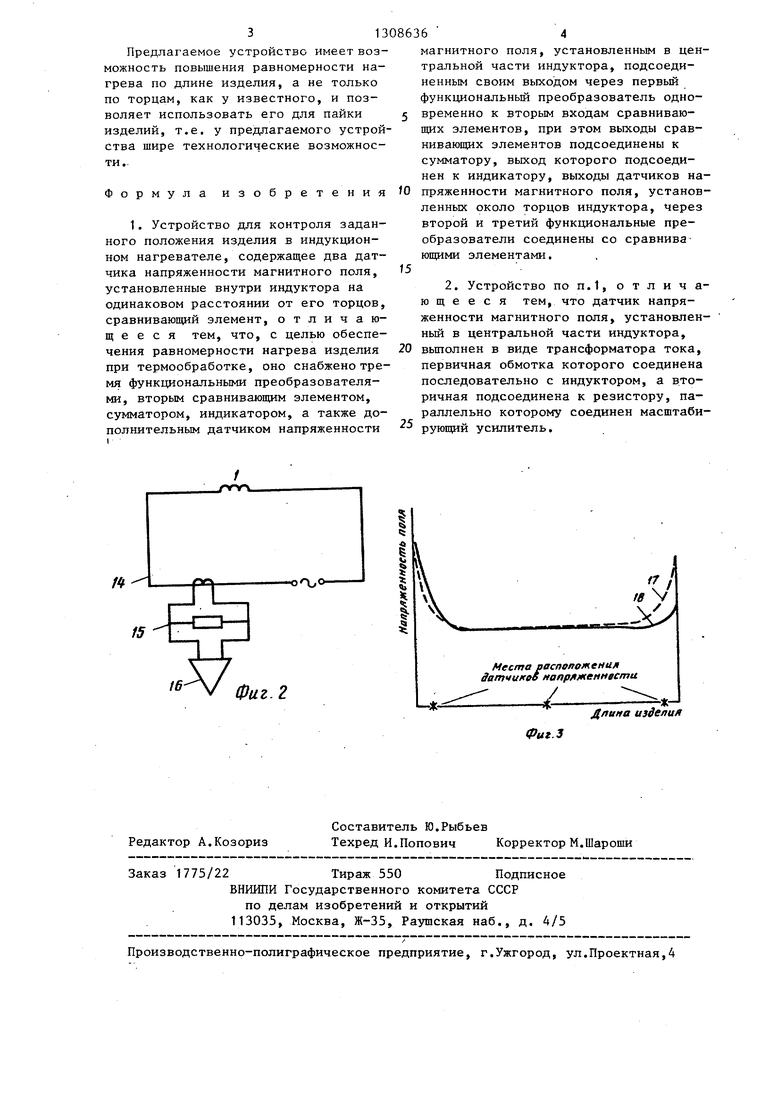
На фиг Л дана структурная схема устройства; на фиг.2 - схема датчика напряженности магнитного поля в центральной части индуктора; на фиг.З - график работы устройства
Ра фиг.1 показаны подключенньш к источнику питания (не показан) индуктор 1 с нагреваемым в нем изделием 2, установленным с возможностью продольного перемещения посредством механизма 3, расположенные по торцам изделия датчики 4 и 5 напряженности магнитного поля, а в центральной части индуктора - датчик 6, которые подключены через соответствующие функци - ональные преобразователи 7 - 9 к сравнивающим элементам 10 и 11, причем датчик 6 одновременно к двум сравнивающим элементам 10 и 11. Последние подключены к сумматору 12, а через него - к индикатору 13.
Первичная обмотка трансформатора 14 тока включена последовательно с индукторо м 1, а вторичная подключена к резистору 15. Параллельно послед- нему включен масштабирующий усилитель 16 (фиг.2).
Кривые 17 и 18 (фиг.З) соотвёст- венно характеризуют работу известного и предлагаемого устройств,
В качестве датчиков напряженности магнитного поля могут быть использо- ваны измерительные катушки.
Устройство работает следующим образом.
На индуктор 1 подают пониженное напряжение и приводят в действие механизм 3 перемещения изделия 2. Датчики 4-6 напряженности магнитного поля непрерывно измеряют напряженность магнитного поля в различпьк зонах индуктора 1. Каждый из функциональных преобразователей 7-9 осуществляет преобразование сигнала наJO
напряженности в квадрат и деления результата на массу соответствующего участка, если нагревается тело сложной формы. На сравнивающих элементах 10 и 11 происходит вычисление отклонения удельных мощностей нагрева тор цов изделия 2 от мощности нагрева центральной части, а на сумматоре 12 вычйсление суммы этих отклонений. Изделие 2 перемещается вдоль индуктора 1, а параллельно следят за показаниями индикатора 13 и фиксируют изделие 2 в индукторе 1 в таком положении, при котором показаний инди- катора 13 минимальны. Это означает, что такое положение соответствует наиболее равномерному распределению мощности по длине нагреваемого изделия 2, а следовательно, обеспечению при всех прочих равных условиях наиболее равномерного нагрева изделия 2. Б случае же использования дополнительных устройств коррекции электромагнитного поля по длине индуктора 1 в виде короткозамкнутых катушек имеют место наименьшее суммарное время работы таких устройств, а следовательно, и наименьшие потери в них,
20
25
30
40
50
На графике (фиг.З) ось абсцисс означает длину изделия в индукторе, ось ординат - напряженность магнитного поля по длине изделия.
35
Кривые распределения напряженности магнитного поля по длине изделия построены на основе экспериментов применительно к нагреву тонкостенных металлических конструкций. Равномерность электромагнитного поля по длине изделия лучше при использовании предлагаемого устройства. Равномерность нагрева Е также лучше при ис- 45 пользовании предлагаемого устройства При использовании известного устройства (по принципиальной его схеме) наблюдается в конце нагрева перегрев в двух из трех контролируемых точек
на 10-15 С (торцы изделия). При использовании сравнения и корректировки, как в предлагаемом устройстве.
перегрев наблюдается лишь в одной точке (левый торец). Интегральная пряженности магнитного поля в сигнал, 55 равномерность нагрева стает сущест- пропорционапьньш мощности нагрева, венно лучше, что свидетельствует о приходящейся на единицу массы нагре- повьщ1ении рановмерности нагрева, а ваемого тела. Это преобразование про- следовательно, и качества нагревае- изводится путем возведениа сигнала мых тел.
напряженности в квадрат и деления результата на массу соответствующего участка, если нагревается тело сложной формы. На сравнивающих элементах 10 и 11 происходит вычисление отклонения удельных мощностей нагрева торцов изделия 2 от мощности нагрева центральной части, а на сумматоре 12- вычйсление суммы этих отклонений. Изделие 2 перемещается вдоль индуктора 1, а параллельно следят за показаниями индикатора 13 и фиксируют . изделие 2 в индукторе 1 в таком положении, при котором показаний инди- катора 13 минимальны. Это означает, что такое положение соответствует наиболее равномерному распределению мощности по длине нагреваемого изделия 2, а следовательно, обеспечению при всех прочих равных условиях наиболее равномерного нагрева изделия 2. Б случае же использования дополнительных устройств коррекции электромагнитного поля по длине индуктора 1 в виде короткозамкнутых катушек имеют место наименьшее суммарное время работы таких устройств, а следовательно, и наименьшие потери в них,
На графике (фиг.З) ось абсцисс означает длину изделия в индукторе, ось ординат - напряженность магнитного поля по длине изделия.
Кривые распределения напряженности магнитного поля по длине изделия построены на основе экспериментов применительно к нагреву тонкостенных металлических конструкций. Равномерность электромагнитного поля по длине изделия лучше при использовании предлагаемого устройства. Равномерность нагрева Е также лучше при ис- пользовании предлагаемого устройства. При использовании известного устройства (по принципиальной его схеме) наблюдается в конце нагрева перегрев в двух из трех контролируемых точек
50
на 10-15 С (торцы изделия). При использовании сравнения и корректировки, как в предлагаемом устройстве.
313
Предлагаемое устройство имеет возможность повышения равномерности нагрева по длине изделия, а не только по торцам, как у известного, и позволяет использовать его для пайки изделий, т.е. у предлагаемого устройства шире технологические возможности..
Формула изобретения О
1. Устройство для контроля заданного положения изделия в индукционном нагревателе, содержащее два датчика напряженности магнитного поля, установленные внутри индуктора на одинаковом расстоянии от его торцов, сравнивающий элемент, отличающееся тем, что, с целью обеспечения равномерности нагрева изделия при термообработке, оно снабжено тремя функциональными преобразователя- мк, вторым сравнивающим элементом, сумматором, индикатором, а также дополнительным датчиком напряженности
магнитного поля, установленным в центральной части индуктора, подсоединенным своим выходом через первый функциональный преобразователь одновременно к вторым входам сравнивающих элементов, при этом выходы сравнивающих элементов подсоединены к сумматору, выход которого подсоединен к индикатору, выходы датчиков напряженности магнитного поля, установленных около торцов индуктора, через второй и третий функциональные преобразователи соединены со сравнивающими элементами.
15
2. Устройство ПОП.1, отличающееся тем, что датчик напряженности магнитного поля, установленный в центральной части индуктора, выполнен в виде трансформатора тока, первичная обмотка которого соединена последовательно с индуктором, а в.то- ричная подсоединена к резистору, параллельно которому соединен масштаби- рующий усилитель.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индукционного нагрева | 1985 |
|
SU1315497A1 |
| Индукционная нагревательная установка периодического действия | 1985 |
|
SU1343565A1 |
| Устройство предварительной настройки колебательного контура индукционной печи | 1982 |
|
SU1066042A1 |
| Устройство предварительной настройки колебательного контура индукционной печи | 1983 |
|
SU1144195A1 |
| Индукционное нагревательное устройство | 1985 |
|
SU1300662A1 |
| Индукционная установка | 1979 |
|
SU847529A1 |
| Печь-ванна для нагрева в расплаве солей | 1985 |
|
SU1254036A1 |
| Индукционная установка | 1979 |
|
SU849557A1 |
| Индукционная нагревательная установка непрерывного действия | 1987 |
|
SU1480153A1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
Изобретение относится к термообработке и предназначено для контроля заданного положения изделия в индукторе. Цель изобретения - обеспечение равномерности нагрева изделия при термообработке. Сущность изобретения заключается в том, что на индуктор 1 подают пониженное напряжение и изделие 2 механизмом 3 перемещается в индуктор 1. Датчики 4-6 измеряют напряженность магнитного по- ля при различных положениях изделия в индукторе. Функциональные преобразователи 7-9 преобразуют сигналы с датчиков 4 - 6 в сигналы, пропорциональные мощности нагрева, приходящиеся на единицу массы нагреваемого изделия. На сравнивакицих элементах 10 и 11 производится вычисление отклонения мощностей нагрева торцов изделия 2 от мощности нагрева центральной части. Изделие 2 фиксируют в индукторе 1 в таком положении, при котором показания индикатора 13 минимально, что соответствует наиболее равномерному распределению мощности по длине нагреваемого изделия. 1 з.п. ф.лы. 3 ил. (О (Л СО О 00 Oi со Oi Фиг. f
о Х.с
t6
Фиг. 2
Редактор А.Козориз
Составитель Ю.Рыбьев
Техред И.Попович Корректор М.Шароши
Заказ 1775/22Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Способ автоматической загрузки заготовки в индукционный нагреватель и устройство для его осуществления | 1982 |
|
SU1016384A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
