Изобретение относится к техно. югнчсс- кой оснастке для переработки нолимеров.
Целью изобретения является увеличение производительности формы за счет умень- 1пения хода раскрытия.
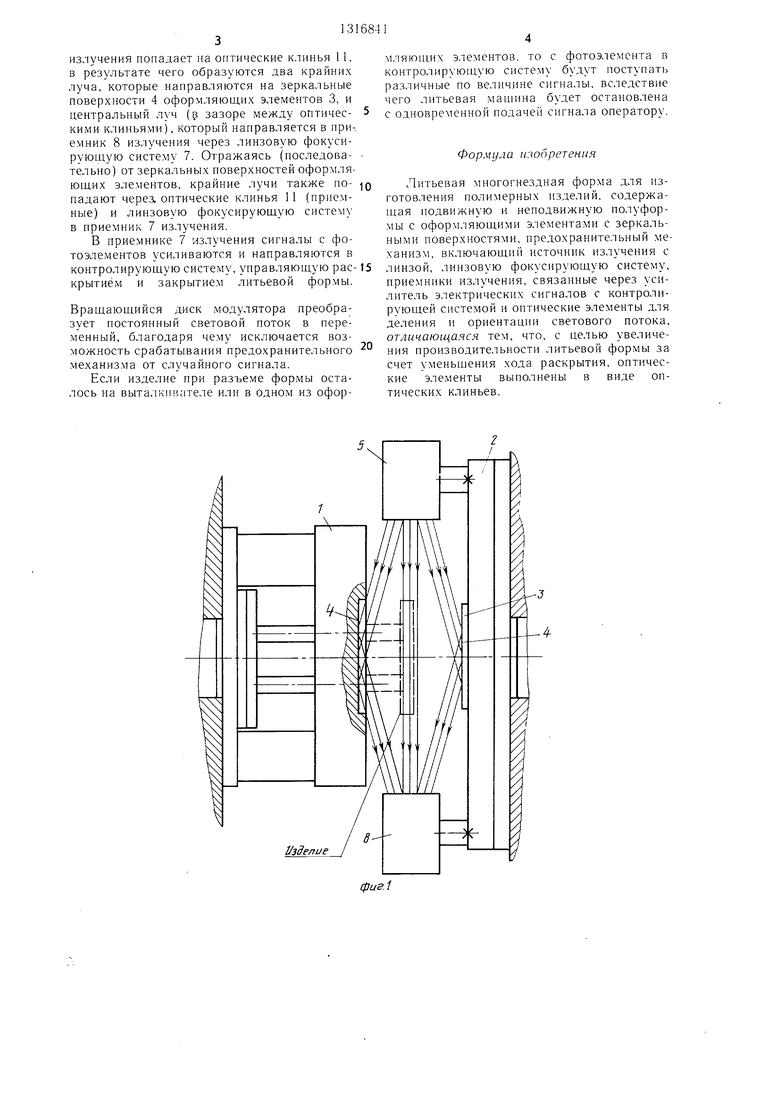
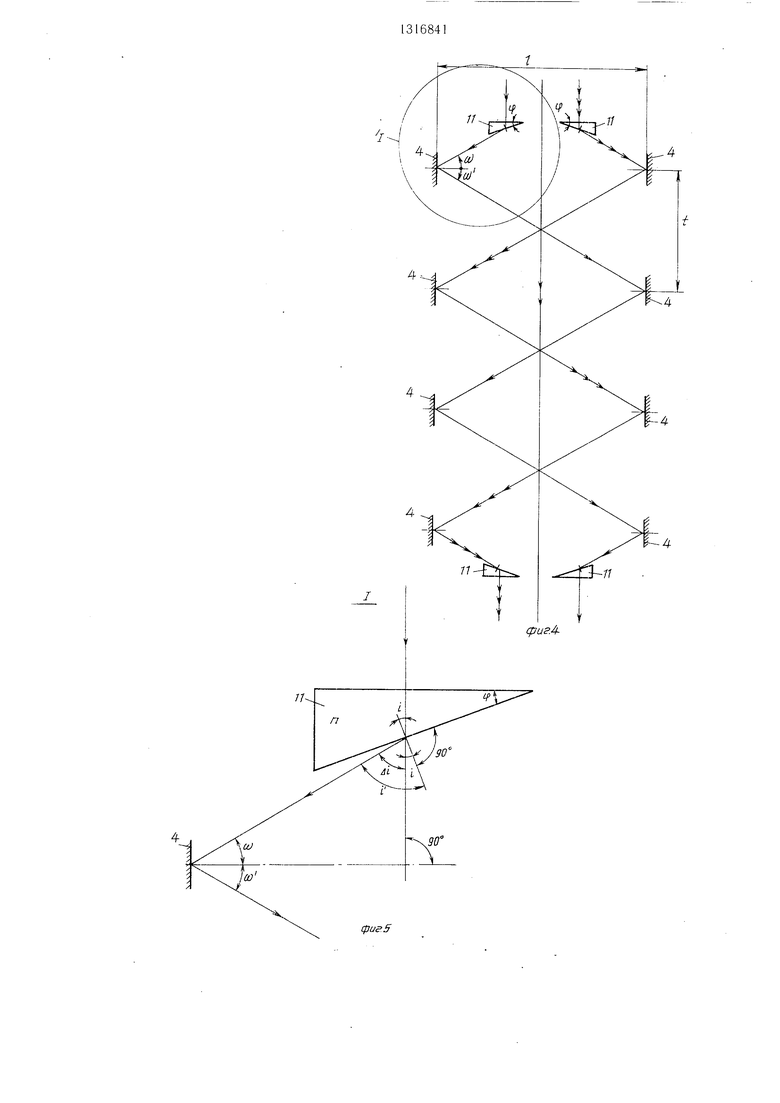
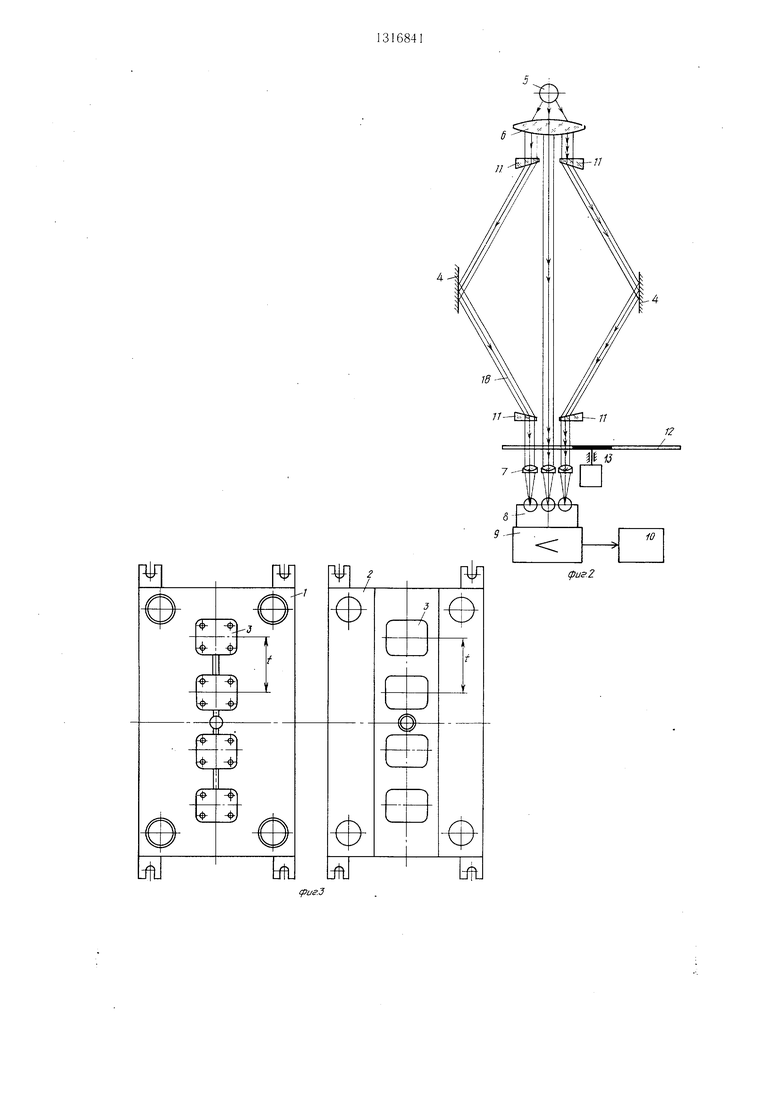
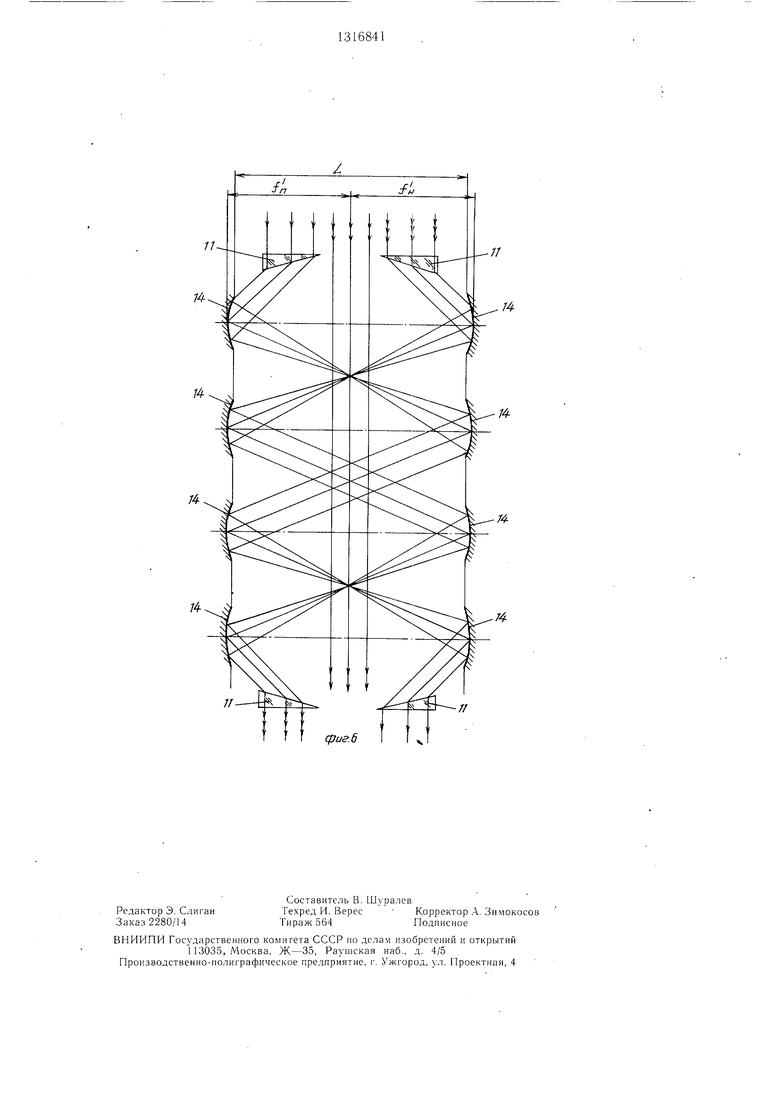
На фиг. 1 схематически изображена предлагаемая форма, общий вид (одногнездная); на фиг. 2 - оптическая с.хема предохранительного механизма одногнездной формы; на фиг. 3 - вид на контактирующие поверхности многогнездной формы; на фиг. 4 - схема хода лучей в многогнездной форме; на фиг. 5 - узел I на фиг. 4; на фиг. 6 - схема хода лучей нри наличии в фор.ме сферических поверхностей.
Фор.ма содержит подвижную 1 и неподвижную 2 полуформы с оформляющими эле- мента.ми 3 с зеркальными повер.хностями 4, п редох ран ител ьн ы и меха и из м, в кл юч а ю щи ii источник 5 излучения с линзой 6, линзовую фокусирующую систему 7, приемник 8 излучения, связанный через усилитель 9 электрических сигналов с контролирующей системой 10, и оптические элементы для деления и ориентации светового потока, выполненные в виде оитически.х клиньев 11. Перед нрие.мником 8 излучения и линзово фокусирующей системой 7 установлен диск 12 модулятора, связанного с приводом 13. В варианте выполнения .питьевой формы зеркальные поверхности оформляюгцих элементов могут быть выполнены сферическими 4.
Угол оптического клина ф должен быть выбран с таким расчетом, чтобы лучи светового потока, попавщие на него, преломляясь, попадали на зеркальную поверхность оформляюп1их элементов под таким углом (о, чтобы, отразив1пись от поверхностей, попасть соответственно на следующие оформ;1Я {)ни1е эле.менты, и„ отразивн ись уже от их иодированных поверхностей, пройти последовательно все оформляющие элементы формы н попасть, наконец, на оптические кли1П)Я 11, находящиеся перед приемником излучения. Угол (р определяется следую1п,им образом. Так как лучи падающег( светового потока параллель}П:,1 плоскости раз ьема формы, из-за того, что источник 5 из.чучепия находится в фокусе Л1;и;5ы 6, то yro:i падения их на грань клгпт равен углу клина ((., т. е. /(р. Угол преломления лучей / клином равеи / /-}-А/ (см. фиг. 5). Занноявая закон пре.гю.мления, в даюшм с.пучае имеем
п sin/ sin/ sin;/-|-./),(1j
.где п - показатель преломления стекла клина.
Из формулы (1) следует, что
sin Л/ о
fSJ- Из фиг. 5 видно.
--COS: /
что - (и.
т. е.
tg(o ctgA/ С другой стороны
(3) где / --- раестояние между соседними гнездами в форме (фиг. 4), / - расстояние между зеркальными поверхностями формы в местах падения и отражения световых потоков после ее разъема. Обозначим (/ //, где ( -- параметр формы, определяюндий ее конструкцию. Тогда
10
(о), имеем
15
(6)
0
Из закона преломления следует, что :9()°, иначе возникает явление полного внутреннего отражения, ноэто.му f)4 arctg()90°, т. е.
1/Р.(7)
и (6), имеем неравенетво Г/р. ре1иением которого бу5
0
5
0
5
0
5
tgtp- 11одставляя (7)
с)/( -{- .Г- 1
дет неравенство
p (8)
Таким образом получена связь .между параметром формы (р и показателе.м прелом- ;1ения стек:1а к.тина п. Угол р онределяется по с)ормуле (6) с учетом неравенства (8).
При наличии в зеркальных поверхностей сферической формы разъем производится до такой величины L, чтобы между гнездами формы образовалась оптическая телескопическая система (фиг. 6). При этом форкусы подвижных и неподвижных сферических элементов должны совпадать между собой, т. е. имеем //, - / „ : L--d, где и / - фокусные расстояния сферических элементо15, рас 1оложенных на не- нодвижнбй и подвижной частях формы соответственно; d - - расстояние между верщина- ми сферических элементов в сомкнутом состоянии формы.
Переходя к радиусам сферических элементов и учитывая, что радиус сферы равен удвоенному ее фокусу, имеем .(L -i-d), r;i,e , R - радиусы сферических новерхностей на неподвижной и нодвижной частях формы соответственно.
В целом такое конструктивное рещение повь1сит нроизводительность формы за счет уменьшения хода ее раскрытия, поскол:зку при .малых р в с.тучае использования в качестве оптических элементов нриз.м размеры по- след15их необходи.мо увеличивать, что делает затруднительным их размещение в формы. Увеличение же р путем увеличения хода раскрьггия формы приводит к снижепию производительности формы.
Литьевая форма работает следующим образом.
При раскрытии формы изделия удаляются выталкивателями и падают в приемный . Световой поток от иеточника 5
излучения попадает на оптические клинья 11, в результате чего образуются два крайних луча, которые направляются на зеркальные поверхности 4 оформляющих элементов 3, и центральный луч (в зазоре между оптическими клиньями), Который направляется в при, емник 8 излучения через линзовую фокусирующую систему 7. Отражаясь (последовательно) от зеркальных поверхностей оформляющих элементов, крайние лучи также попадают череа оптические клинья 11 (приемные) и линзовую фокусирующую систему в приемник 7 излучения.
В приемнике 7 излучения сигналы с фотоэлементов усиливаются и направляются в контролирующую систему, управляющую раскрытиём и закрытием литьевой формы.
Вращающийся диск модулятора преобразует постоянный световой поток в переменный, благодаря чему исключается возможность срабатывания предохранительного механизма от случайного сигнала.
Если изделие при разъеме формы осталось на выта.чкипателе или в одном из офорМЛЯЮН1ИХ элементов, то с фотоэлемента в контролирующую систему будут поступать различные по величине сигналы, вс,тедствие чего литьевая машина будет остановлена с одновременной подачей сигнала оператору.
Формула изобретения
Литьевая многогнездная форма для изготовления полимерных изделий, содержащая подвижную и неподвижную полуформы с оформляющими элементами с зеркальными поверхностями, предохранительный механизм, включающий источник излучения с линзой, линзовую фокусирующую систему, приемники излучения, связанные через усилитель электрических сигналов с контролирующей системой и оптические элементы для деления и ориентации светового потока, отличающаяся тем, что, с целью увеличения производительности литьевой формы за счет уменьщения хода раскрытия, оптические элементы выполнены в виде оптических клиньев.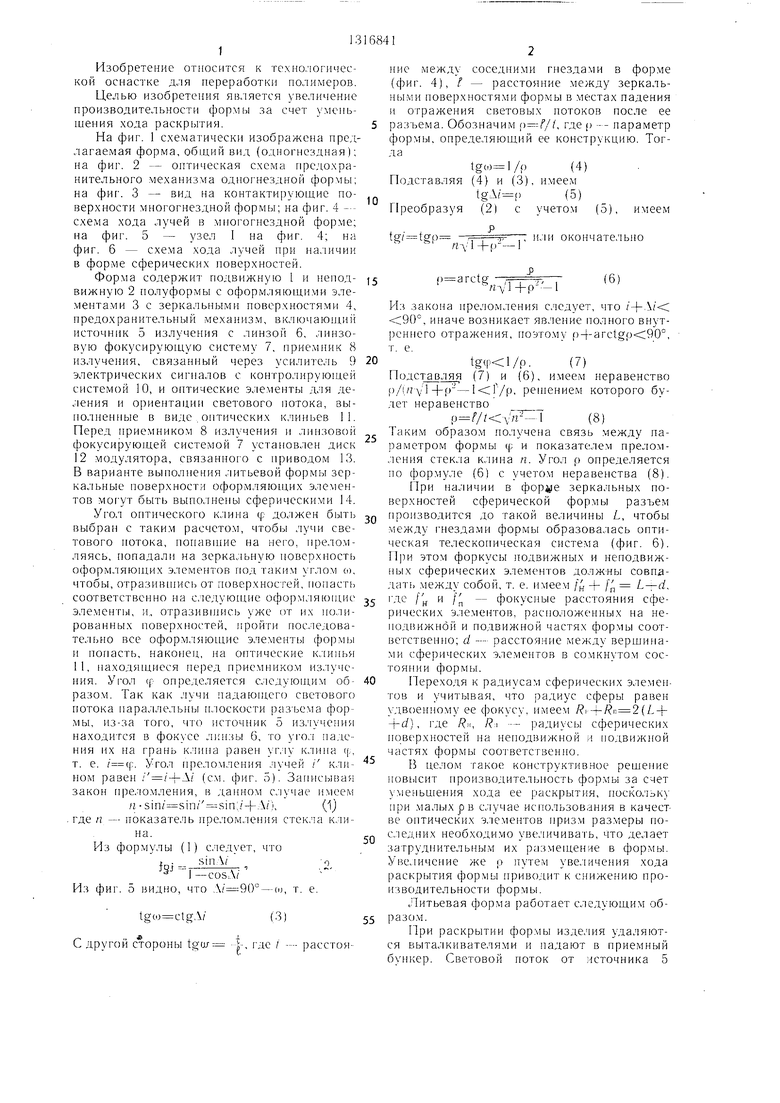
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1255449A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1643165A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ КАЧЕСТВА ПЛОСКИХ ОПТИЧЕСКИХ ДЕТАЛЕЙ, РАСПОЛОЖЕННЫХ ПОД УГЛОМ К ОПТИЧЕСКОЙ ОСИ | 2014 |
|
RU2573182C1 |
| Устройство для определения поперечных смещений объекта | 1991 |
|
SU1793205A1 |
| ДВУХКАНАЛЬНАЯ ЗЕРКАЛЬНО-ЛИНЗОВАЯ ОПТИЧЕСКАЯ СИСТЕМА (ВАРИАНТЫ) | 2007 |
|
RU2369885C2 |
| Углоизмерительный прибор | 2019 |
|
RU2713991C1 |
| МНОГОЗОНАЛЬНОЕ СКАНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО ПОЛУЧЕНИЯ ИЗОБРАЖЕНИЙ ПОЛНОГО ДИСКА ЗЕМЛИ С ГЕОСТАЦИОНАРНОЙ ОРБИТЫ | 2015 |
|
RU2589770C1 |
| ЛАЗЕРНЫЙ ПРИЦЕЛ-ДАЛЬНОМЕР (ВАРИАНТЫ) | 2006 |
|
RU2348889C2 |
| Способ и устройство регистрации пространственного распределения оптических характеристик труднодоступных объектов | 2017 |
|
RU2655472C1 |
| СПОСОБ АВТОФОКУСИРОВКИ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ НА ИНФОРМАЦИОННОМ СЛОЕ НОСИТЕЛЯ ИНФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2162253C1 |
Изобретение относится к многогнезд- ной литьевой форме для изготовления полимерных изделий. Цель изобретения - но- вышение производительности формы за счет уменьшения хода раскрытия. Для этого в предохранительном механизме, включаюп;ем источник излучения с линзой, линзовую фоку- сируюа1ую систему, прие.мники излучения, связанные через усилитель электрических сигналов с контролирующей системой, оптические элементы для деления и ориентации светового потока, последние выполнены в виде оптических клиньев. Это позволяет уменьшить размеры оптических элементов и компактно расположить оформляющие элементы с зеркальными поверхностями, которые отражают световой поток. В случае залипания изделия на оформляюще.м элементе или выталкивателе в приемник из, 1у- чения поступают различные сигналы, вследствие чего литьевая машина будет остановлена. 6 ил. 9 (Л оз mi. СГГ) 00 N;
фиг. 5
/4
/4
Составитель В. Шуралев
Техред И. Верее Корректор А. Зимокосов
Тираж 564Подпиеное
Еи-ШИПИ Государственного комитета СССР по делам изобретений и открытий
П3035, jVlocKBa, Ж-35, Раушская наб., д. 4/5 Производетвенно-нолиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1255449A1 |
| Солесос | 1922 |
|
SU29A1 |
