Известна машина для обрезывания полей шляпы, выполненная в виде стола с раздвижной головкой для шляпы, прижима, перемеш;аемого по вертикальным направляющим стола и ножевого дискового аппарата для обрезывания поля шляпы, установленного на каретке, подпружиненной к головке и снабженной роликом, обкатывающимся по копирному кулачку. 11оследуюш:ие операции после обрезывания полей шляны, как то загибание и заглаживаяие краев лолей шляпы производятся в этой машине раздельно с обрезыванием поля шляпы, что производится вручную и является трудоемкой операцией.
Опи€ывае:мая машина устраняет этот недостаток тем, что в ней головка для шляпы снабжена смеиной матрицей с выемкой по контуру поля шляпы, в которую в ходит прижим при предварительном загибании края поля, и скреплена с несколькими копирными кулачками, причем головка установлена иоворотно вокруг вертикальной оси; внутри головки помешен разжимающий ее конус, закрепленный на вертикальной оси, перемещаемой вертикально рычагом с рукояткой и зубчатым фиксатором и приводимой во вращение через приводную муфту сцепления, включаемую педалью. Вокруг головки помешены радиально перемещаемые к ней две другие каретки, одна из которых несет прямоугольный электроутюг со скошенным передним краем, перемещаемый возвратно-поступательно кулачками в радиальном и вертикальном направлениях к матрице при предварительном загибании и заглаживании края поля шляпы, а другая - опирается ролико.м на один из копирных кулачков и несет дисковый утюг, установленный подвижно по отношению к его вращающейся вертикальной оси, накопляемой по направлению к головке, и осуществляющий- окончательное заглаживание края поля -шляпы.
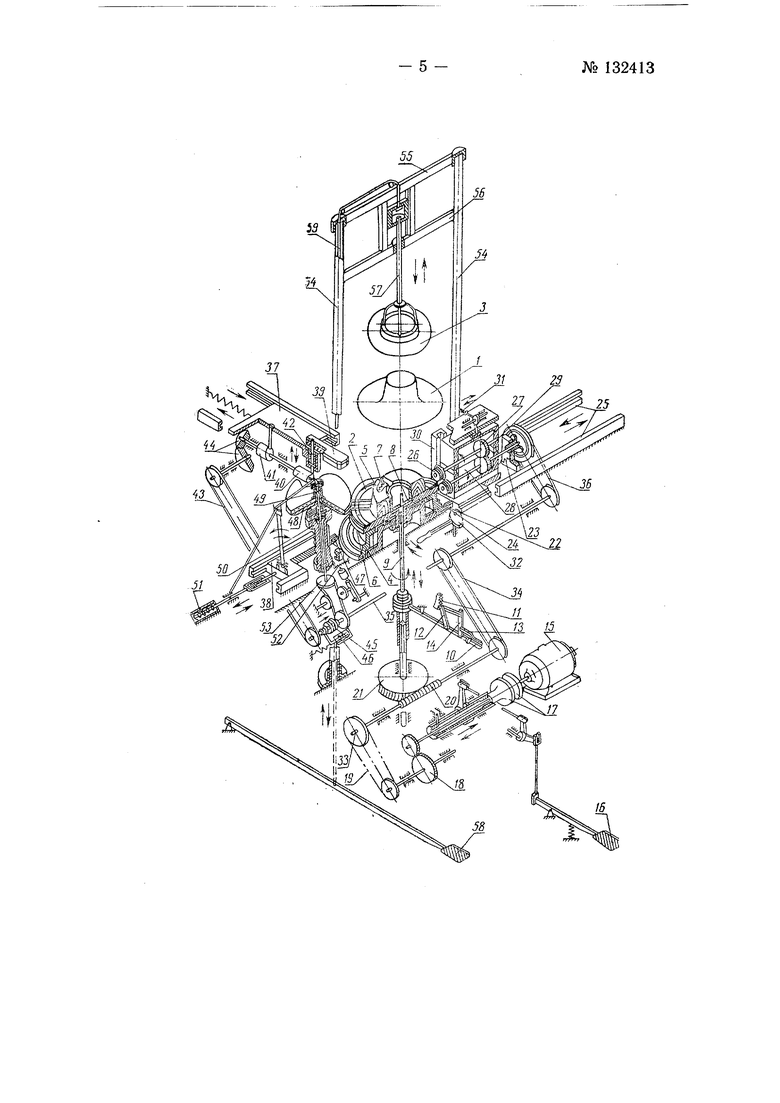
На чертеже изображена схема машины д;1я обрезывания полей шляпы и их загибания и заглаживания.
№ 132413- 2 Машина выполнена в виде стола с раздвижной- головкой, зажимающей колпак,./ шляпы во время процессов обрезки и заглаживания полей.. Головка снабжена сменной матрицей 2 с выемкой по контуру поля шляпы В «оторую входит прижим 3 при предварительном загибании края поля шляпы, и скреплена с несколькими копирными кулачками 4, имеющими ступени, соответствуюш.и.е контуру полей различных фасонов шляп. Голов-ка состоит из четырех секторов 5, перемещаемых по направляющим 6 и соединенных между собой винтовыми пружинами 7. Внутри голов)ки, между его секторами 5, -помещен разжимаю1ций секторы конус 8, -закрепленный на вертикальной- оси 9, перемещаемый вертикально рукояткой 10 и удерживаемой вместе с конусом 8 в необходимом положении зубчатым фиксатором // с собачкой 12, причем о-свобождение собачки производится рычагом 13 посредством двух звеньев 14. Вертикальная ось 9 вместе с головкой приводится во вращение от электродвигателя 15 через включаемую педалью 16 фрикционную муфту 17, передающего вращение через шестеренчатую передачу 18 и ременную передачу 19 червячной паре 20- 21, червячное колесо 21 которой соединено с вертикальной осью 9.
Для обрезывания полей шляпы служит дисковый ножевой алпарат, установленный на каретке 22, подпружийенной двумя пружинами 23 и снабженной, роликом 24, обкатывающимся по копирному кулачку 4, причем она передвигается по направляющим 25. Обрезка поля шляпы производится двумядисковыми ножами 26, жестко закрепленными на (соединенных между собой фрикционными роликами 27) валах 28 и 29. Вращающийся нижний вал 28 закреплен в неподвижных подшипниках каретки 22, а верхний вал .29 - в подвижных подшипниках, перемещаемых вертикально по направляющим 30 поворотом эксцентриковой рукоятки 31. Перенастройка ножевого аппарата для обрезки колпака шляпы на другой размер производится заменой вилки с роликом 24 против соответствующей ступени копирных кулачков 4. Для отвода ножевого . аппарата в нерабочее положение я для его обратного движения служит эксцентриковая рукоятка 32. Вращение дисковым ножам 26 передается от червячного вала 33 через ременную передачу 34, промежуточный вал 35 и ременную передачу 36.
Для загибания и заглаживания полей щляп на машине вокруг головки помещены радиально перемещаемые по направлению к ней две другие каретки 37 и 38, причем каретка 37 несет прямоугольныйэлектроутюг 39 со -скошенным передним краем, перемещаемый при помощи кулачков 40 :и 41, закрепленных на одной оси. Кулачок 40, взаимодействующий с подпружиненным толкателем 42, служит для перемещения электроутюга 39 в вертикальное направление, вывода его в нерабочее положение при подъеме и переводе утюга в рабочее положение при опускании; а задний кулачок 41 сообщает каретке 37 и электроутюгу 39 возвратно-поступательное перемещение в радиальном направлении к матрице 2 для предварительного загибания и заглаживания края поля шляпы. Вращение кулачкам 40 и 41 сообщается от промежуточного вала 35 через ременную передачу 43 и фрикционную передачу 44, причем включение производится диско.вым фрикционным механизмом 45 при помощи электромагнита 46. Другая каретка 38 опирается роликом 47 iHa один из копирных кулачков 4 и несет дисковый утюг 48, имеющий с нижней стороны рабочую конусную поверхность. Дисковый утюг установлен подвижно по отношению к его вертикальной оси 49, вращающейся в подшипниках корпуса 50, зажатого за шаровой пояс и наклоняемого по направлению к головке под разными углами для создания лучших условий окончательного заглаживания предварительно загнутых краев полей шляпы. Каретка 55 отводится в нерабочее положение при помощв электромагнита 51, а возврат ее в рабочее положение производится, пружинами 52 до соприкосновения ролика 47 с копи.р;ны1ми кулачками 4. Вращение оси 49 дискового утюга 48 сообщается от промежуточного вала 35 через шкив 53.
Прижатие колпака / щляпы при предварительном загибании края поля осуществляется механизмом, монтированным в верхней части машины па двух стойках 54, соединенных связями 55 vi 56 yi представляю-щим собой -ползун 57, в нижней части которого закреплен прижим 3, входящий в матриду 2. Ползуну 57 сообщается перем ещение в вертикальном направлении нажатием на педаль 55, соединенную с ползуном тросом 59.
Работа м.ашины ос; 111;ествляется следующим образом.
Нажатием ноги на педаль 55 поднимают в верхнее положение ползун 57 с прижимом 3, устанавливают необходимые матрицу и прижим - в зависимости от фасона щляпы - и надевают колпак / щляпы на секторы 5 головки. Поворотом рычага 13 освобождают собачку 12 из зубьев фиксатора 11 и нажимают -на рукоятку 10, вследствие чего вертикальная ось 9 поднимает конус 8, разжимающий секторы 5 головки, которые зажимают на головке колпак / щляпы. Затем снимают нОГу с педали 55, вследствие чего прижим 3 входит в матрицу 2, производя загибку краев поля. Повертывая эксцентриковую рукоятку 32, перемещают дисковый ножевой аппарат в крайнее переднее рабочее положение и поворотом эксцентриковой рукоятки 31 замыкают дисковые ножи 26. Таким образом мащина подготовлена к работе.
Нажатием поги на педаль 16 включают машину в работу. Вращающаяся головка с установленным на ней колпаком щляпы подает поля между дисковыми ножами 26, которые лро-изводят обрезку краев поля по форме контура копирпого кулачка 4, т. е. по форме контура полей, шляпы.
Как только обрезанный край поля подойдет к прямоугольному электроутюгу 39 в работу включается электромагнит 46 с дисковым фрикционным механизмом 45, и электроутюг 39 начинает совершать возвратно-потупательное движение с подъемом при холостом ходе и опусканием при рабочем, производя загибание и заглаживание краев обрезанных полей щляпы. При приближении предварительно заглаженных краев к дисковому утюгу 48 электромагнит 51 выключается, пружины 52 перемещают каретку 38 с утюгом 48 к копирному кулачку 4, и дисковый утю1Г производит окончательное заглаживание полей щляпы.
По окончании обрезки полей, когда заглаживание полей еще продолжается, дисковые ножи 26 размыкают и отводят ножевой аппарат в крайнее заднее нерабочее положение, а по окончании процессов заглаживания полей снятием ноги с педали 16 выключают машину. При этом выключается электромагнит 46, управляющий работой прямоугольного электроутюга 39, диски фрикционного механизма 45 размыкаются пружиной, и электроутюг 39 останавливается в край-нем заднем положении. Одновременно включается электромагнит 51, управляющий работой дискового утюга 48, и отводит каретку 38 в крайнее заднее нерабочее положение.
Нажатием на педаль 55 перемещают в верхнее положение ползун 57 с прижимом 3 и снимают шляпу с головки, которую затем на- 3 -№ 132413
№ 132413
правляют на прострачивание краев полей на шв ейной машине, а на осв1абодившуюся головку надевают новый колпак / шляпы.
Утюги 39 и 48 снабжены терморегуляторами, недопуокающими их. перегрева.
Пред;мет изобретения
Машина для обрезывания полей шляаы, выполненная в виде стола с раздвижной головкой для шляпы, прижима, перемещаемого по вертикальным «аправляющдам стола, и ножевого дискового аппарата для обрезывания поля шляпы, установленного на каретке, подпружиненной к головке и снабженной, роликом, обкатывающимся по копирному кулачку, отличающаяся тем, что, с целью совмещения с обрезыванием поля шляпы его заги|бания и заглаживания, головка снабжена сменной матрицей с выемкой по контуру поля шляпы, в которую входит прижим при предварительнам загибании края поля, и скреплена с несколькими копирнымИ кулачками, причем головка установлена поворотно вокруг вертикальной оси; внутри головки помещен разжимающий ее конус, закрепленный на вертикальной оси, перемещаемой вертикально рычагом с рукояткой и зубчатым фиксатором и приводимой во вращение через приводную муфту сцепления, включаемую педалью, при этом вокруг головки помещены радиально перемещаемые к ней две другие каретки, одна из которых несет прямоугольный электроутюг со скощенным передним краем, перемещаемый возвратно-поступательно кулачками в радиальном и вертикальном направлениях к матрице при предварительном загибании и заглаживании края поля щляны, а другая - опирается, роликом на один из копирных кулачков и несет дисковый утюг, установленный подвижно по отношению к его вращающейся вертикальной оси, наклоняемой по направлению к головке, и осуществляющий окончательное заглаживание края поля шляпы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для формования летних шляп | 1958 |
|
SU119349A1 |
| Машина для изготовления из рулонного картона деталей коробок | 1960 |
|
SU134558A1 |