Изобретение относится к сварочному производству, в частности к источникам питания для электродуговой сварки и наплавки металлов в среде защитных газов, под флюсом и открытой дугой в различных пространственных положениях, и может быть использовано в машиностроении, судостроении, авиастроении, автомобилестрое- кии и других отраслях промышленности.
Целью изобретения является снижения за счет снижения расхода обмоточных материалов и трансформаторного железа.15
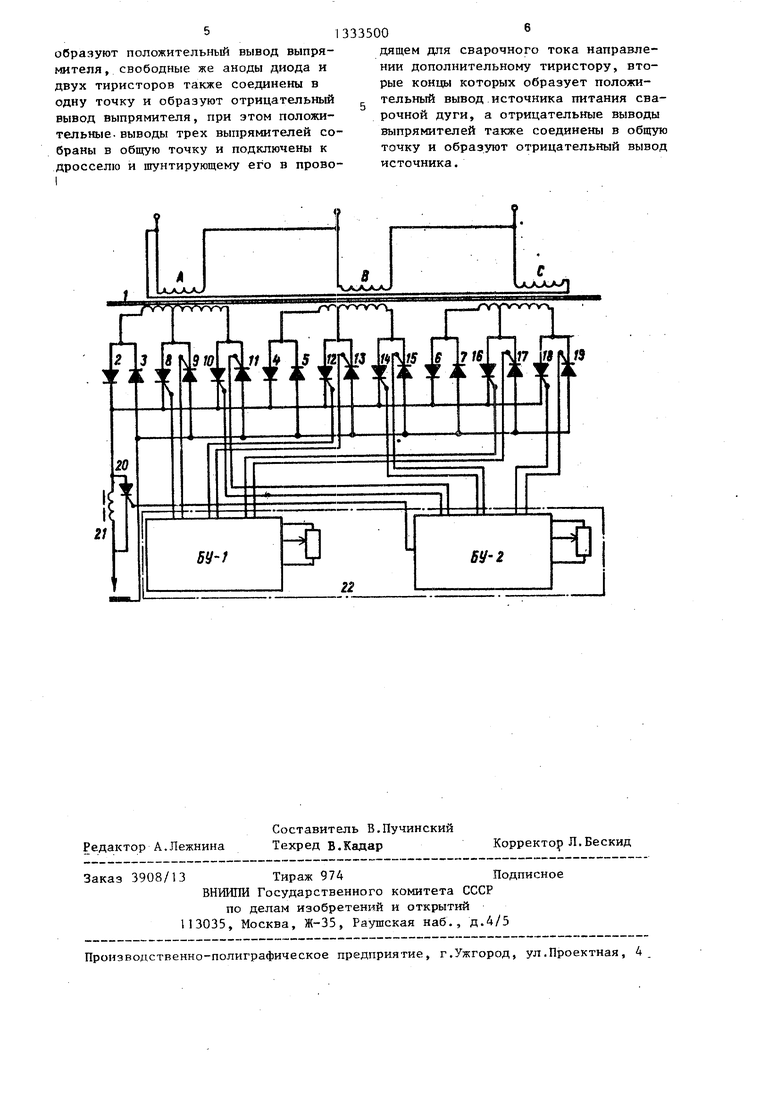
На чертеже показан пример выполнения предлагаемого импульсного источника питания дуги с плавной регулировкой количества импульсов за единицу времени от О до 300,а также его 20 блочная схема управления.
Силовая часть источника конструктивно выполнена на базе трехфазного трансформатора 1, диодов 2 - 7, тиристоров 8 - 19, дополнительного ти- 25 ристора 20 и дросселя 21.
Первичные обмотки соединены между собой по схеме треугольника. Возможны и другие соединения, например звезда или звезда с выведенной 30 нулевой точкой.
Начала вторичных обмоток соединены с анодами, диодов 2,4 и 6 и катодами диодов 3,5 и 7, Отпайки обмоток соединены с анодами тиристоров 8,12 и -js и 16 и катодами тиристоров 9, 13 и 17. Катоды диодов 2,4 и 6 и тиристо- - ров 8, 12 и 16 соединены между собой, а их общая точка соединения является положительным выводом трех 40 выпрямителей.
Аноды диодов 3,5 и 7 и тиристоров 9, 13 и 17 также соединены между собой, а общая точка их соединения явния на дуге. Это напряжение может тлавно изменяться блоком управления тиристорами БУ-1, входящим в состав схемы 22 управления.
Для получения импульсов тока на дуге, накладываемых на базовый ток, число которых за единицу времени регулируется от О до шестикратного значения частоты питающей сети, собрана силовая часть схемы по методу переключения выводов вторичных обмоток . Концы вторичных обмоток соединены с анодами тиристоров 10,14 и 18 и катодами тиристоров 11,15 и 19. Катоды тиристоров 10,14 и 18 соединены между собой и с положительным выводом вьшрямительных мостов базового напряжения. Аноды тиристоров 11,15 и 19 также соединены между собой, а их общая точка - с отрицательным выводом указанных выпрямителей, являющимся отрицательным выводом всего источника.
Таким образом, каждая вторичная обмотка и элементы 2,3,10,11,4,5,14, 15,6,7,18 и 19 образуют свои однофазные независимые несимметричные выпрямительные мосты для создания импульсов тока на дуге.
I
Управление однофазными несимметричными вьшрямительными мостами и формирование импульсов тока осуществляется от входящего в состав схемы 22 управления блока управления тиристорами БУ-2, позволяющего плавно изменять длительность и а 4плитуду импульсов тока на дуге, а также их количество в единицу времени от О до шестикр атного значения частоты питающей сети. Это позволяет регулировать тепловую мощность, вводимую в сварочную дугу. Положительный вывод
ляется отрицательным выводом выпpяlvш- 45 выпрямителей присоединен к аноду дополнительного тиристора 20 и началу обмотки дросселя 21. Конец обмотки дросселя 21 и катод дополнительного тиристора 20 соединены в 50 общую точку, образующую положительный вывод всего источника, который соединен с электродом.
телей для базового тока.
Таким образом, указанные диода и тиристоры образуют три запараллеле- ных независимых однофазных несимметричных моста: первый образован частью обмотки на одном стержне магни- топровода и элементами 2,3,8 и 9; второй - частью обмотки на другом стержне магнитопровода и элементами 4,5,12 и 13 и третий - частью обмотки на третьем стержне магнитопровода и элементами 6,7, 16 и 17.
Описанная часть схемы предназначена для создания базового напряжения на дуге. Это напряжение может тлавно изменяться блоком управления тиристорами БУ-1, входящим в состав схемы 22 управления.
Для получения импульсов тока на дуге, накладываемых на базовый ток, число которых за единицу времени регулируется от О до шестикратного значения частоты питающей сети, собрана силовая часть схемы по методу переключения выводов вторичных обмоток . Концы вторичных обмоток соединены с анодами тиристоров 10,14 и 18 и катодами тиристоров 11,15 и 19. Катоды тиристоров 10,14 и 18 соединены между собой и с положительным выводом вьшрямительных мостов базового напряжения. Аноды тиристоров 11,15 и 19 также соединены между собой, а их общая точка - с отрицательным выводом указанных выпрямителей, являющимся отрицательным выводом всего источника.
Таким образом, каждая вторичная обмотка и элементы 2,3,10,11,4,5,14, 15,6,7,18 и 19 образуют свои однофазные независимые несимметричные выпрямительные мосты для создания импульсов тока на дуге.
I
Управление однофазными несимметричными вьшрямительными мостами и формирование импульсов тока осуществляется от входящего в состав схемы 22 управления блока управления тиристорами БУ-2, позволяющего плавно изменять длительность и а 4плитуду импульсов тока на дуге, а также их количество в единицу времени от О до шестикр атного значения частоты питающей сети. Это позволяет регулировать тепловую мощность, вводимую в сварочную дугу. Положительный вывод
45 выпрямителей присоединен к аноду дополнительного тиристора 20 и началу обмотки дросселя 21. Конец обмотки дросселя 21 и катод дополнительного тиристора 20 соединены в 50 общую точку, образующую положительный вывод всего источника, который соединен с электродом.
Импульсный источник питания дуги 55 готов к работе после подачи на первичные обмотки силового трансформатора 1 напряжения питающей сети и включения блоков управления тиристорами БУ-1 и БУ-2.
Работу источника рассмотрим на примере формирования базового и импульсного токов от одной вторшшой обмотки фазы В силового трансформатора .
Базовый ток формируется следующим образом.
В зависимости от требуемого значения базового напряжения блоком БУ-1 вырабатываются сигналы управления тиристорами 2 и I3 в каждую полуволну синусоиды напряжения на части вторичной обмотки фазы В. При этом образуется электрическая цепь для протекания базового тока: плюс начала обмотки - диод 4 - дроссель 21 - сварочная дуга - тиристор 13 - минус отвода обмотки.
В следующую полуволну базовый ток протекает по цепи: плюс отвода обмотки - тиристор 12 - дроссель 21 - сварочная дуга - диод 5 - минус начала обмотки.
Аналогичным образом осуществляется формирование базового тока и напряжения на дуге и от других несимметричных однофазных мостов, включенных на части вторичных обмоток фаз А и С.
Плавное регулирование базового напряжения на дуге осуществляется путем изменения угла отпирания тиристоров 8,9,12,13, 16 и 17 блоком управления БУ-1. Пульсации базового тока сглаживаются дросселем 21.
Импульсный ток формируется сл едую- щим образом.
При подаче сигналов управления на тиристоры 14, 15 и 20 от блока управления тиристорами БУ-2 создается электрическая цепь: плюс начала обмотки - диод 4 - тиристор 20 - сварочная дуга - тиристор 15 - минут конца обмотки. При изменении полярности на вторичной обмотке создается электрическая цепь: плюс конца обмотки - тиристор 14 - тир1:-стор 20 - сварочная дуга - диод 5 - минус начала обмотки.
Идентично описанному работают и остальные два однофазных несимметричных выпрямительных моста для создания импульсов тока на дуге.
Таким образом, максимальное количество силовых импульсов тока на дуге может быть равно шестикратному значению частоты питающего напряжения .
0
Плавное регулирование количества силовых импульсов тока в единицу времени достигается за счет специаль ной программы выработки сигналов управления тиристорами 10,11,14,15, 18,19 и 20, создаваемой блоком управления БУ-2.
Амплитуда и длительность импульсов тока на дуге регулируются также блоком управления БУ-2 независимо от изменения величины базового напряжения .
По сравнению с базовым объектом- 5 npoTo tHnoM вторичные обмотки силового трансформатора имеют в два раза меньшее количество витков. Это способствует уменьшению веса, размеров обмоток и, следовательно, их собственной индуктивности.
При импульсно-дуговой сварке важным показателем является крутизна фронтов импульса тока на дуге, а индуктивность уменьшает эту крутизну, что приводит к уменьшению возможностей регулировок амплитуды при прочих равных условиях.
В результате предлагаемьп источник питания обладает большими технологическими возможностями по сравнению с прототипом.
0
5
0
Ф о
5
0
рмула изобретения /Источник питания для импульсно- дуговой сварки, содержащий трехфазный трансформатор, двенадцать тиристоров, дроссель и схему управления, причем вторичные обмотки трехфазного трансформатора выполнены с отводом, отличающийся тем, что, с целью снижения веса и габаритов источника, в него введены шесть диодов и дополнительный тиристор, причем на каждом из трех стержней магнито- 5 провода трехфазного трансформатора расположена одна вторичная обмотка с отводом, при этом вся обмотка включена в диагональ несимметричного однофазного моста, образованного двумя диодами и двумя тиристорами, причем начало обмотки подключено к точке соединения катода и анода диодов, а конец обмотки подключен к точке соединения катода и анода тиристоров, при этом отвод каждой обмотки подключен к точке соединения катода и анода двух других тиристоров, при этом свободные катоды диода и двух тиристоров соединены в одну точку и
0
5
I
образуют положительный вывод выпрямителя , свободные же аноды диода и двух тиристоров также соединены в одну точку и образуют отрицательный вывод выпрямителя, при этом положительные, выводы трех выпрямителей собраны в общую точку и подключены к дросселю и шунтирующему его в прово3335006
дящем для сварочного тока направле- НИИ дополнительному тиристору, вторые концы которых образует положи- тельный вывод источника питания сварочной дуги, а отрицательные выводы выпрямителей также соединены в общую точку и образуют отрицательный вывод источника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для импульсно-дуговой сварки | 1991 |
|
SU1816591A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Однофазный выпрямитель для сварки плавящимся электродом | 1990 |
|
SU1722727A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| ТРАНЗИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2016 |
|
RU2614045C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 2010 |
|
RU2416502C1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
Изобретение относится к сварочному производству, в частности к источникам питания для электродуговой сварки и наплавки металлов в среде защитных газов, под флюсом и открытой дугой. Целью является снижение веса и габаритов источника питания. Дпя достижения поставленной цели в трехфазном силовом трансформаторе на каждом сердечнике магнитопровода расположена только одна вторичная обмотка, имеющая отвод. Вся обмотка включена в диагональ несимметричного однофазного моста, образованного двумя диодами и двумя тиристорами. Начало обмотки подключено к точке соединения катода и анода диодов, конец обмотки - к точке соединения катода и анода тиристоров. Такие двухполупериодные схемы вьшрямления однофазного тока предназначены для формирования импульсов тока на дуге. . С помощью тиристоров подключаются либо все витки вторичных обмоток, либо их часть. Это позволяет накладывать, на базовый ток дуги силовые импульсы сварочного тока. Индуктивность вторичных обмоток трансформатора з еньщается за счет уменьшения числа витков в каждой вторичной обмотке. Это позволяет увеличить диапазон регулирования амплитуды и длительности импульсов тока на дуге, что расширяет технологические возможности источника. 1 ил. (Л
Редактор А.Лежнина
Составитель В.Пучинский Техред В.Кадар
Заказ 3908/13 Тираж 974Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Л.Бескид
| ВЫПРЯМИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 0 |
|
SU256134A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
