В технике радиомонтажа известны устройства для установки радиодеталей на платы с печатным монтажом, содержащие агрегат контроля и подготовки навесных радиодеталей и агрегат установки деталей на плату и управляемые программным устройством (от перфокарт).
Предлагаемое устройство, в отличие от известных конструкций, имеет: магазин барабанного типа с двумя лентами, навернутыми спиралями на внутреннюю и наружную цилиндрические обечайки, и вертикальными стойками; установочную с поворотом на 90° головку, снабженную датчиками положения, имеющую управляемые по программе раздвижные н разрезанные по ручью установочные пуансоны; узел пайки, снабженный пустотелыми паяльниками с автоматической подачей проволочного припоя. Подобная конструкция устройства обеспечивает повышение производительности процесса сборки и дает возможность осуществлять монтаж деталей различных типоразмеров, причем за счет универсальности устройства упрощается переналадка автомата при переходе на новую продукцию.,, .
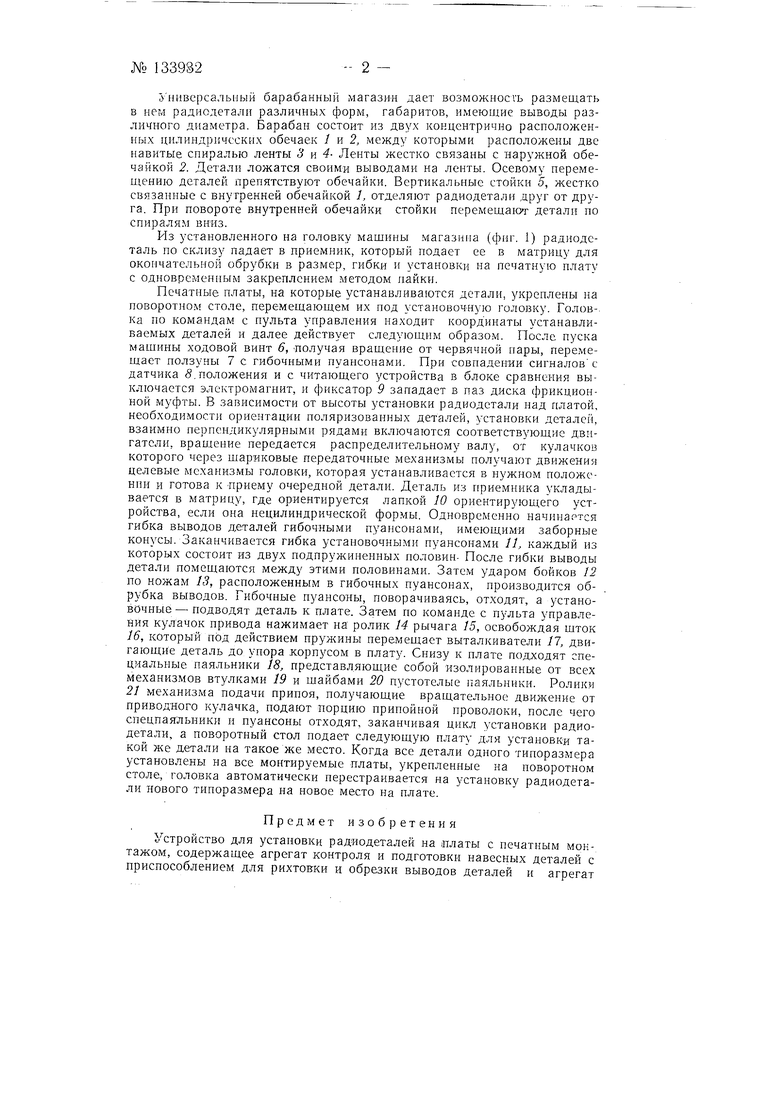
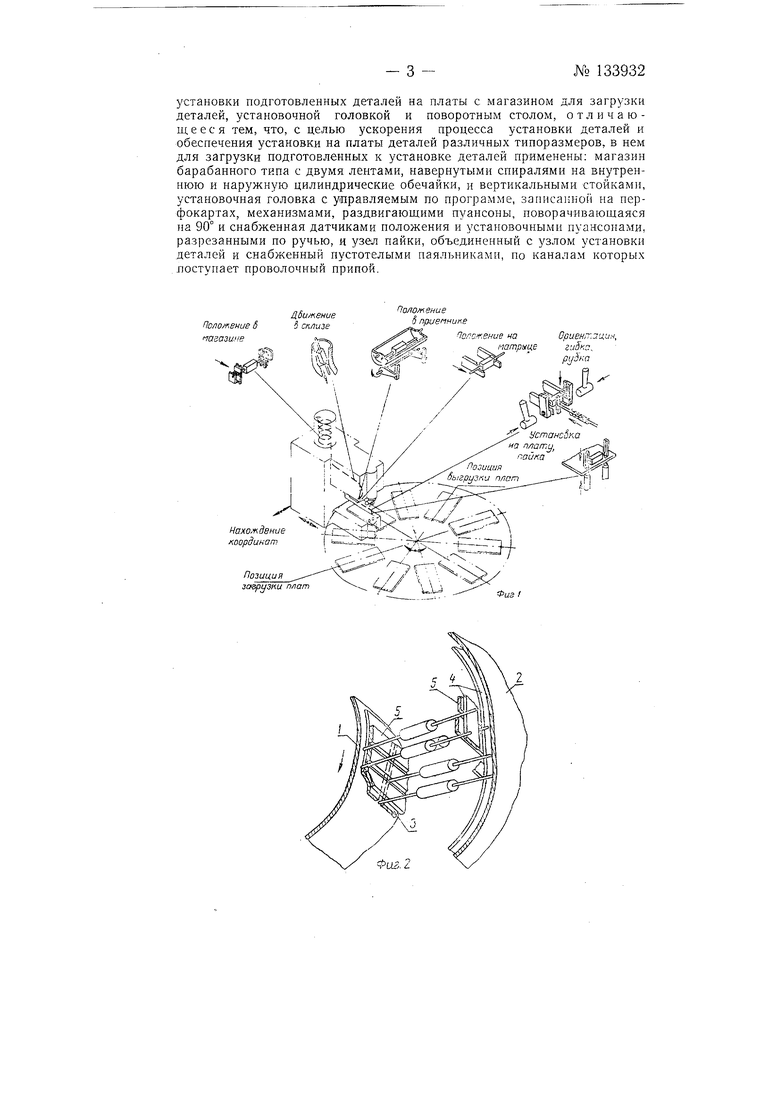
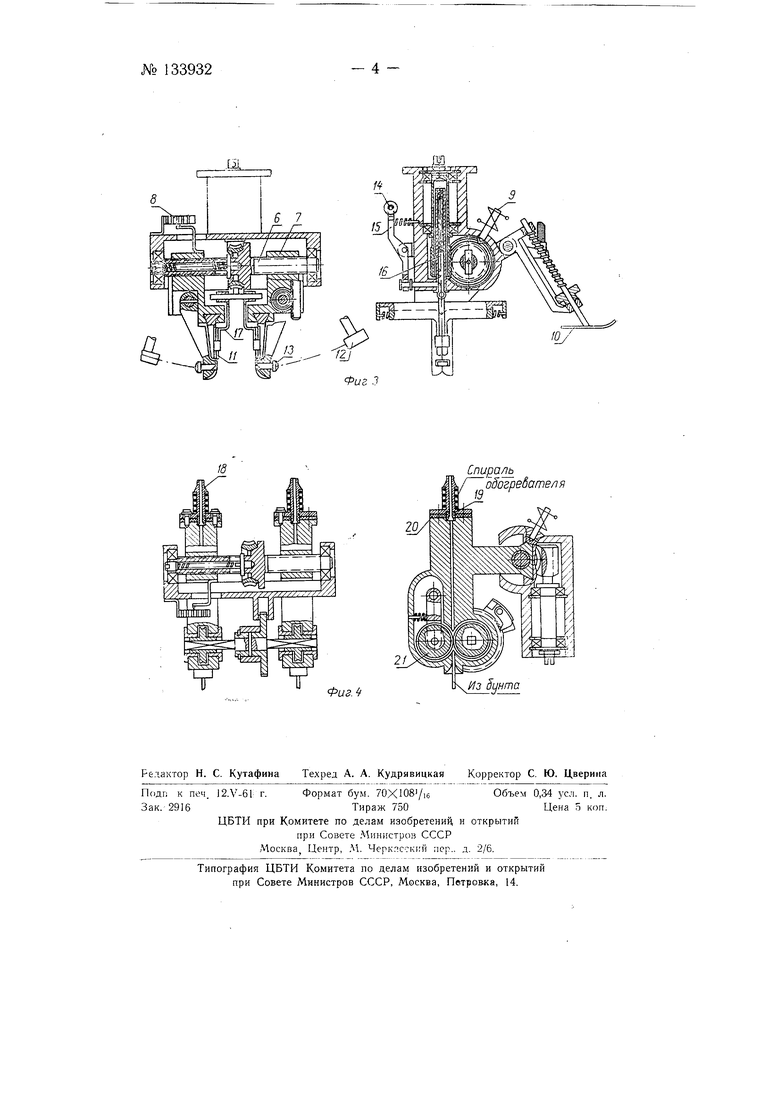
На фиг. 1 изображена технологическая схема движения дета пи в машине; на фиг. 2 -устройство барабанного магазина- на фиг 3установочная головка; на фиг. 4 -узел пайки.
Останавливаемые па плату с печатным монтажом детали про.ходят следующие операции: после ввода колоды перфокарт с заданной программой в читающее устройство агрегата подготовки радиодеталь закладывается в загрузочное устройство, откуда перемещается в механи-;мы предварительной и окончательной рихтовки. Детали с рихтованными выводами обрубаются в определенный размер, отбраковываются по электрическим параметрам и поступают на транспортер, переносящий их в универсальный барабанный магазин
№ 133982- 2 Универсальный барабанный магазин дает возможнослъ размещать в нем радиодетали различных форм, габаритов, имеющие выводы различного диаметра. Барабан соетоит из двух концентрично расположенных цилиндрических обечаек 1 и 2, между которыми раеаоложены две навитые сниралью ленты 3 к 4- Ленты жестко связаны с наружной обечайкой 2. Детали ложатся своими выводами на ленты. Осевому перемещению деталей пренятствуют обечайки. Вертикальные стойки 5, жестко связанные с внутренней обечайкой 1, отделяют радиодетали друг от друга. При повороте внутренней обечайки стойки перемещают детали по спиралям вниз.
Из установленного на головку мащины магазина (фиг. 1) радиодеталь по склизу падает в приемник, который подает ее в матрицу для окоичательной обрубки в размер, гибки и установки на печатную плату с одновременным закреплением методом пайки.
Печатные платы, на которые устанавливаются детали, укреплены на поворотно.м столе, перемещающем их под установочную головку. Голов-, ка по командам с пульта управления находит координаты устанавливаемых деталей и далее действует следующим образом. После пуска машины ходовой винт 6, получая вращение от червячной пары, перемещает ползуны 7 с гибочными пуансонами. При совпадении сигналов с датчика 3.положения и с читающего устройства в блоке сравнения выключается электромагнит, и фиксатор 9 западает в паз диска (5рикционной муфты. В зависимости от высоты установки радиодетали над платой, необходимости ориентации поляризованных деталей, установки деталей, взаимно перпендикулярными рядами включаются соответствующие двигатели, вращение передается распределительному валу, от кулачков которого через щариковые передаточные механизмы получают движения целевые механизмы головки, которая устанавливается в нужном положении и готова к Приему очередной детали. Деталгз из приемника укладывается в матрицу, где ориентируется лапкой 10 ориентирующего устройства, если она нецилиндрической формы. Одновременно начинается гибка выводов деталей гибочными пуансонами, имеющими заборные конусы. Заканчивается гибка установочными пуансонами //, каждый из которых состоит из двух подпружиненных половин- После гибки выводы детали помещаются между этими половинами. Затем ударом бойков 12 по ножам 13, расположенным в гибочных пуансонах, производится обрубка выводов. Гибочные пуансоны, поворачиваясь, отходят, а установочные- подводят деталь к плате. Затем но команде с пульта управления кулачок привода нажимает на ролик 14 рычага 15, освобождая щток 16, который под действием пружины перемещает выталкиватели 17, двигающие деталь до упора корпусом в плату. Снизу к плате подходят специальпые паяльники 18, представляющие собой изолированные от всех механизмов втулками 19 и щайбами 20 пустотелые паяльники. Ролики 21 механизма подачи припоя, получающие вращательное движение от приводного кулачка, подают порцию припойной проволоки, после чего спецпаяльники п пуансоны отходят, заканчивая цикл уетановки радиодетали, а поворотный стол подает следующую плату для уетановки такой же детали на такое же место. Когда все детали одноготипоразмера установлены на все монтируемые платы, укрепленные на поворотном столе, головка автоматически перестраивается на установку радиодетали нового типоразмера на новое место на плате.
Предмет изобретения
Устройство для установки радиодеталей на платы с печатным монтажом, содержащее агрегат контроля и подготовки навесных деталей с приспособлением для рихтокки и обрезки выводов деталей и агрегат
установки подготовленных деталей на платы с магазином для загрузки деталей, установочной головкой и поворотным столом, отличающееся тем, что, с целью ускорения процесса установки деталей и обеспечения установки на платы деталей различных типоразмеров, в нем для загрузки подготовленных к установке деталей применены; магазин барабанного типа с двумя лентами, навернутыми спиралями на внутреннюю и наружную цилиндрические обечайки, и вертикальными стойками, установочная головка с управляемым по программе, записа1;ной на перфокартах, механизмами, раздвигающими пуансоны, поворачивающаяся на 90° и снабженная датчиками положения и установочными пуансонами, разрезанными но ручью, и узел пайки, объединенный с узлом установки деталей и снабженный пустотелыми паяльниками, по каналам которых лоступает проволочный припой.
ДВи кение S склизе лат
Полол ение S приепним
| название | год | авторы | номер документа |
|---|
ФигЛ
о5огре6ателя
