00 01
Изобретение относится к сварочному производству и может быть использовано в установках для электродуговой сварки плавя- П1ИМСЯ и неплавящимся электродом на постоянном токе.
Цель изобретения - уменьшение массы и габаритов устройства.
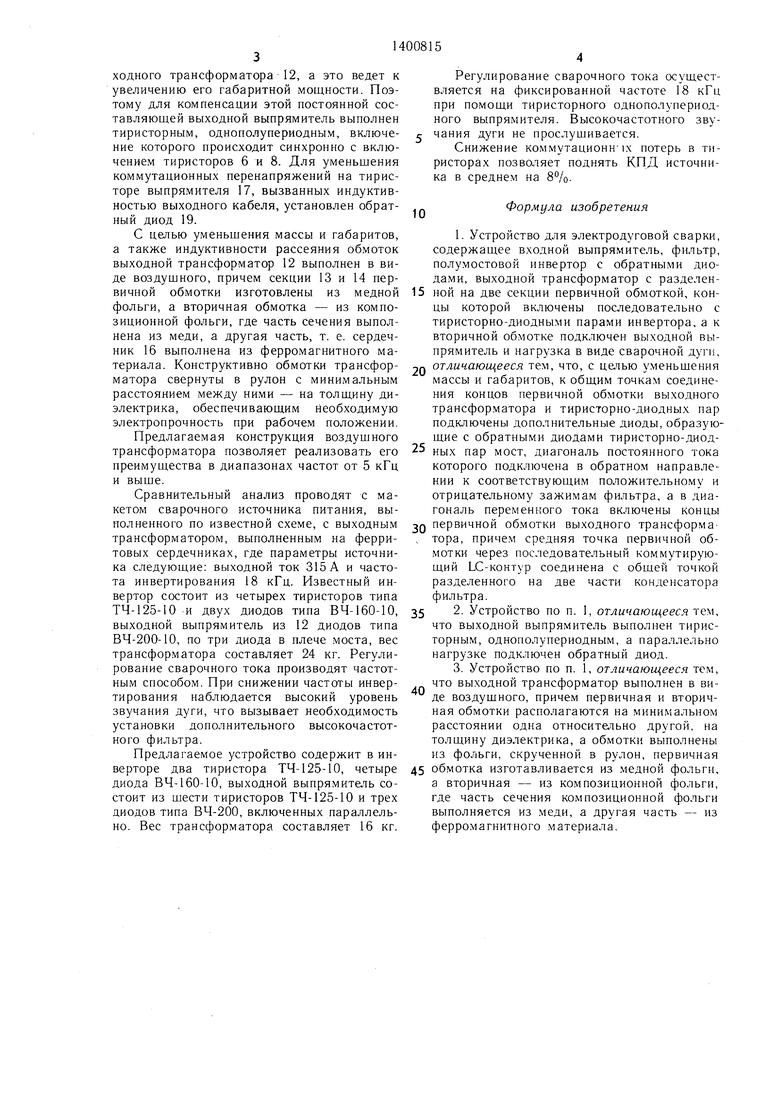
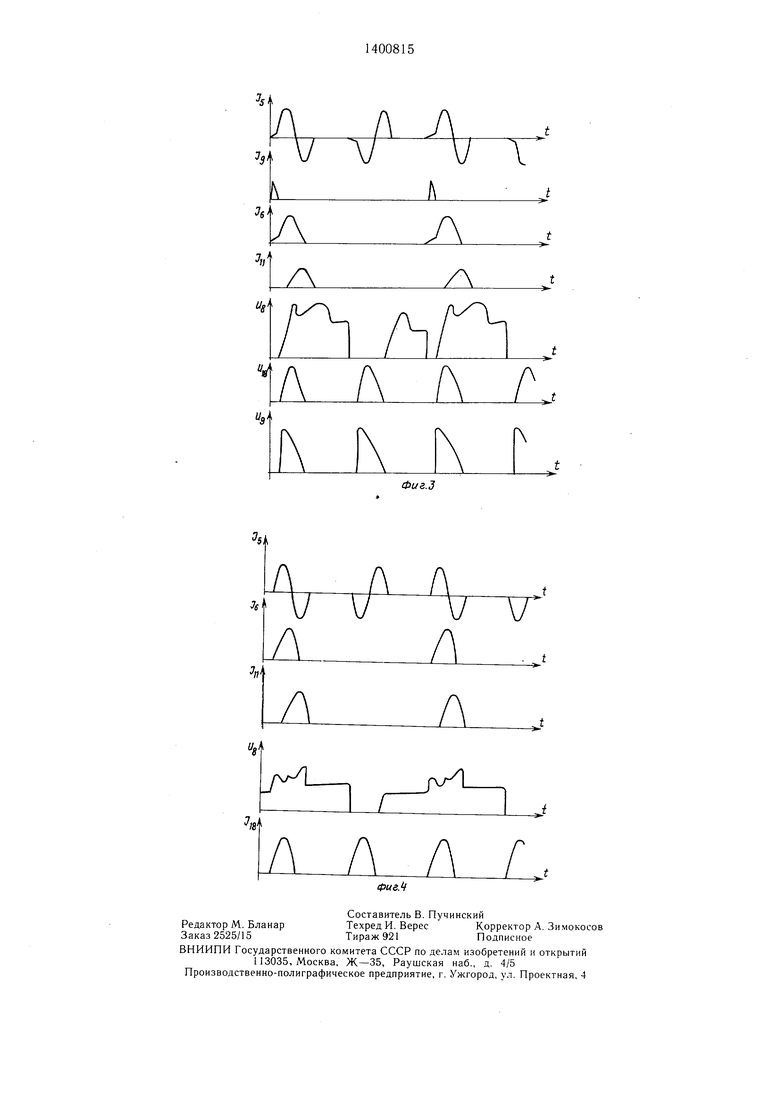
На фиг. 1 приведена электрическая схема устройства; на фиг. 2 - диаграммы токов и напряжений на элементах схемы в статическом режиме при холостом ходе на нагрузке; на фиг. 3 - то же, при горении дугк; на фиг. 4 - то же, при коротком замыкании нагрузки.
Устройство для электродуговой сварки содержит входной выпрямитель 1, фильтр 2, причем конденсатор на выходе фильтра разделен на две равные части 3 и 4, создающие два плеча полумостового инвертора с ком.мутирующим контуром 5. В другие два плеча инвертора включены тиристорно-диод- ные пары 6, 7 и 8, 9, дополнительные диоды 10 и 11, выходной трансформатор 12, первичная обмотка которого разделена на две секции 13 и 14. Концы первичной обмотки подключены последовательно с тиристор- но-диодными парами 6, 7 и 8, 9, а средняя точка через коммутирующий контур 5 - к общей точке конденсаторов 3 и 4 фильтра. К вторичной обмотке 15, расположенной на сердечнике 16, подключен тиристорный од- нополупериодный выпрямитель 17 и нагрузка 18 в виде сварочной дуги, параллельно которой включен обратный диод 19.
Предлагаемое устройство работает следующим образом.
В статическом режиме работы устройства
10
15
Это приводит к включению диода 9 противоположного плеча инвертора (фиг. 2, ток Ij, время t,-t,) и перезаряд конденсатора контура 5 происходит в начале через диод 9, а затем через тиристор 6 (фиг. 2, ток Ij-, время t, -tj). После того, как на конденсаторе контура 5 происходит смена знака напряжения, ток через тиристор 6 начинает спадать, в секции 13 полярность напряжения также меняет знак, что приводит к включению .дополнительного , диода 11 (фиг. 2, IIP время tj-t) и полному перезаряду контура 5.
Аналогичные процессы происходят при включении тиристора 8.
Таким образом, излищки энергии, запасенные при перемагничивании в выходном трансформаторе 12, постоянно контролируются диодами 7, 9-11, образующими .мост сброса реактивной энергии. В начале комму- 2Q тационного периода включаются диоды 7 и 9, а в конце - диоды 10 и 11, стабилизируя, тем самым, напряжение на обмотках выходного трансформатора (фиг. 2, напряжение
и,,).
Тиристоры б и 8 имеют подготовительный период перед включением, когда амплитуда и скорость нарастания тока незначительны (время to - t, ). Это благоприятно сказывается на коммутационной устойчивости тиристоров и приводит к значительно.му снижению их динамических потерь.
В режиме горения сварочной дуги электромагнитные процессы в схеме аналогичны электромагнитным процессам на Х.Х. Отличие заключается в уменьщении а.мплитуды токов в схеме инвертора, что связано с уве25
30
на сварочную дугу можно выделить три ос- 35 личением коэффициента затухания, вызван0
5
Это приводит к включению диода 9 противоположного плеча инвертора (фиг. 2, ток Ij, время t,-t,) и перезаряд конденсатора контура 5 происходит в начале через диод 9, а затем через тиристор 6 (фиг. 2, ток Ij-, время t, -tj). После того, как на конденсаторе контура 5 происходит смена знака напряжения, ток через тиристор 6 начинает спадать, в секции 13 полярность напряжения также меняет знак, что приводит к включению .дополнительного , диода 11 (фиг. 2, IIP время tj-t) и полному перезаряду контура 5.
Аналогичные процессы происходят при включении тиристора 8.
Таким образом, излищки энергии, запасенные при перемагничивании в выходном трансформаторе 12, постоянно контролируются диодами 7, 9-11, образующими .мост сброса реактивной энергии. В начале комму- Q тационного периода включаются диоды 7 и 9, а в конце - диоды 10 и 11, стабилизируя, тем самым, напряжение на обмотках выходного трансформатора (фиг. 2, напряжение
и,,).
Тиристоры б и 8 имеют подготовительный период перед включением, когда амплитуда и скорость нарастания тока незначительны (время to - t, ). Это благоприятно сказывается на коммутационной устойчивости тиристоров и приводит к значительно.му снижению их динамических потерь.
В режиме горения сварочной дуги электромагнитные процессы в схеме аналогичны электромагнитным процессам на Х.Х. Отличие заключается в уменьщении а.мплитуды токов в схеме инвертора, что связано с уве5
0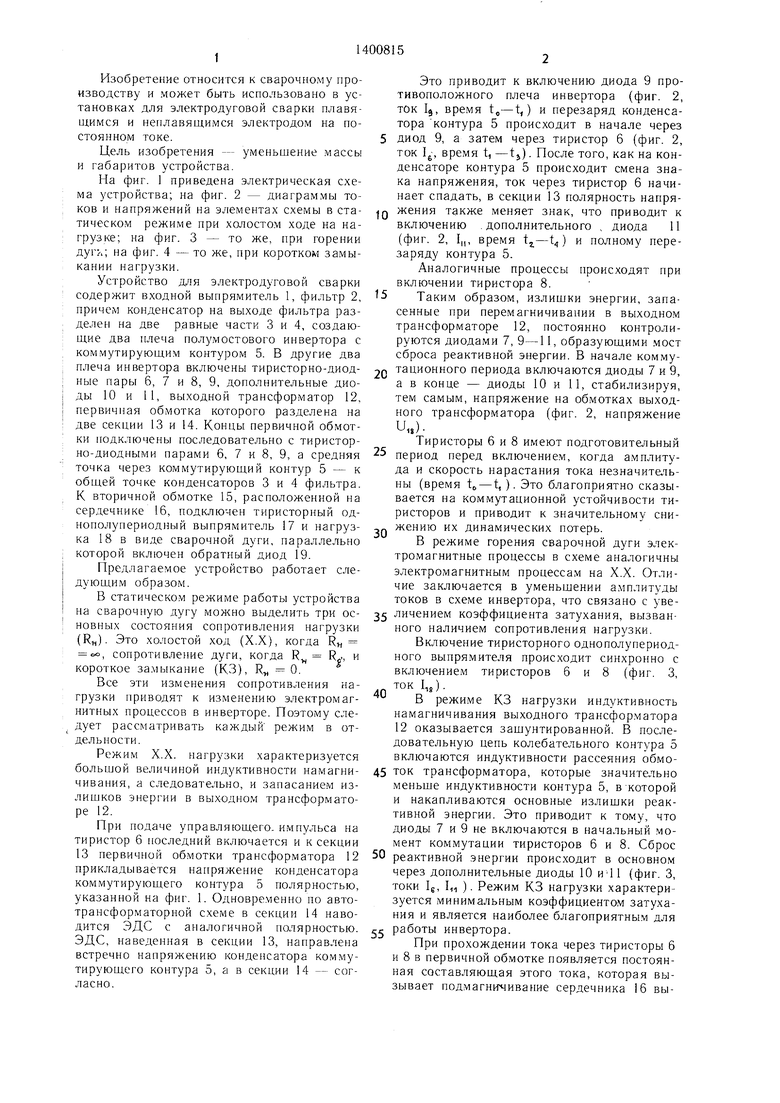
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| Инверторный сварочный источник питания | 1987 |
|
SU1530367A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Сварочный источник питания | 1988 |
|
SU1618541A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1996 |
|
RU2094196C1 |
| Устройство для дуговой сварки на постоянном токе | 1988 |
|
SU1530368A1 |
| ТИРИСТОРНЫЙ ИНВЕРТОР С КОНДЕНСАТОРАМИ В СИЛОВОЙ ЦЕПИ | 2007 |
|
RU2334346C1 |

Изобретение относится к области сварочного производства и может быть использовано в установках для электродуговой сварки плавящимся и неплавящимся электродом на постоянном токе. Целью является уменьщение массы и габаритов. Устройство содержит входной выпрямитель, фильтр, полумостовой инвертор с обратными диодами, выходной трансформатор с разделенной на две секции первичной обмоткой. Концы обмотки включены последовательно с ти- ристорно-диодными парами инвертора. К общей вторичной обмотке подключен выходной выпрямитель и нагрузка в виде сварочной дуги. В устройство введены дополнительные диоды, образующие с обратными диодами тиристорно-диодных пар мост сброса реактивной энергии. Выходной трансформатор выполнен в виде воздушного трансформатора. Дополнительные диоды совместно с коммутирующим контуром обеспечивают устойчивость инвертора в режиме короткого замыкания нагрузки. В результате инвертор работает на повыщенной фиксированной частоте. 2 3. п. ф-лы, 4 ил. ю (Л
новных состояния сопротивления нагрузки (RH). Это холостой ход (Х.Х), когда RH 00, сопротивление дуги, когда К„ R,., и короткое за.мыкание (КЗ), Н.„ 0.
Все эти изменения сопротивления нагрузки приводят к изменению электромагнитных процессов в инверторе. Поэтому следует рассматривать каждый режим в отдельности.
Режим Х.Х. нагрузки характеризуется больщой величиной индуктивности намагничивания, а следовательно, и запасанием излишков энергии в выходном трансформаторе 12.
При подаче управляющего, импульса на тиристор 6 последний включается и к секции 13 первичной обмотки трансформатора 12 прикладывается напряжение конденсатора коммутирующего контура 5 полярностью, указанной на фиг. 1. Одновре.менно по автотрансформаторной схеме в секции 14 наводится ЭДС с аналогичной полярностью. ЭДС, наведенная в секции 13, направлена встречно напряжению конденсатора коммутирующего контура 5, а в секции 14 - согласно.
0
ного наличием сопротивления нагрузки.
Включение тиристорного однополупериод- ного выпрямителя происходит синхронно с включением тиристоров 6 и 8 (фиг. 3, ток I.,s).
В режи.ме КЗ нагрузки индуктивность намагничивания выходного трансформатора 12 оказывается зашунтированной. В последовательную цепь колебательного контура 5 включаются индуктивности рассеяния об.мо5 ток трансформатора, которые значительно меньше индуктивности контура 5, в которой и накапливаются основные излишки реактивной энергии. Это приводит к тому, что диоды 7 и 9 не включаются в начальный .момент коммутации тиристоров 6 и 8. Сброс реактивной энергии происходит в основном через дополнительные диоды 10 иЧ 1 (фиг. 3, токи Ig, I,., ). Режим КЗ нагрузки характеризуется минимальным коэффициентом затухания и является наиболее благоприятным для
г работы инвертора.
При прохождении тока через тиристоры 6 и 8 в первичной обмотке появляется постоянная составляющая этого тока, которая вызывает подмагничивание сердечника 16 вы0
ходного трансформатора 12, а это ведет к увеличению его габаритной мощности. Поэтому для компенсации этой постоянной составляющей выходной выпрямитель выполнен тиристорным, однополупериодным, включение которого происходит синхронно с включением тиристоров 6 и 8. Для уменьшения коммутационных перенапряжений на тиристоре выпрямителя 17, вызванных индуктивностью выходного кабеля, установлен обратный диод 19.
С целью уменьщения массы и габаритов, а также индуктивности рассеяния обмоток выходной трансформатор 12 выполнен в виде воздушного, причем секции 13 и 14 первичной обмотки изготовлены фольги, а вторичная обмотка - из композиционной фольги, где часть сечения выполнена из меди, а другая часть, т. е. сердечник 16 выполнена из ферромагнитного ма10
Регулирование сварочного тока осуществляется на фиксированной частоте 18 кГц при помощи тиристорного однополупериод- ного выпрямителя. Высокочастотного звучания дуги не прослушивается.
Снижение коммутационн ix потерь в тиристорах позволяет поднять КПД источника в среднем на 8%.
Формула изобретения
I. Устройство для электродуговой сварки, содержащее входной выпрямитель, фильтр, полумостовой инвертор с обратными диодами, выходной трансформатор с разделение медной 15 ной на две секции первичной обмоткой, концы которой включены последовательно с тиристорно-диодными парами инвертора, а к вторичной обмотке подключен выходной вы- нрямитель и нагрузка в виде сварочной ду1 11.
териала. Конструктивно обмотки трансфор- п отличающееся тем, что, с целью уменьщения
матора свернуты в рулон с минимальным расстоянием между ними - на толщину диэлектрика, обеспечивающим необходимую электропрочность при рабочем положении.
Предлагаемая конструкция воздущного трансформатора позволяет реализовать его преимущества в диапазонах частот от 5 кГц и выше.
Сравнительный анализ проводят с макетом сварочного источника питания, вы25
массы и габаритов, к общим точкам соединения концов первичной обмотки выходного трансформатора и тиристорно-диодных пар подключены дополнительные диоды, образующие с обратными диодами тиристорно-диодных пар мост, диагональ постоянного тока которого подключена в обратном направлении к соответствующим положительному и отрицательному зажимам фильтра, а в диагональ переменного тока включены концы
полненного по известной схеме, с выходным о первичной обмотки выходного трансформатрансформатором, выполненным на ферри- товых сердечниках, где параметры источника следующие: выходной ток 315 А и частота инвертирования 18 кГц. Известный инвертор состоит из четырех тиристоров типа ТЧ-125-10 и двух диодов типа ВЧ-160-10, выходной выпрямитель из 12 диодов типа ВЧ-200-10, по три диода в плече моста, вес трансформатора составляет 24 кг. Регулирование сварочного тока производят частотным способом. При снижении частоты инвертирования наблюдается высокий уровень звучания дуги, что вызывает необходимость установки дополнительного высокочастотного фильтра.
Предлагаемое устройство содержит в ин35
40
тора, причем средняя точка первичной обмотки через последовательный коммутирующий LC-контур соединена с обшей точкой разделенного на две части конденсатора фильтра.
верторе два тиристора ТЧ-125-10, четыре 45 обмотка изготавливается из медной фольги.
диода ВЧ-160-10, выходной выпрямите ть состоит из щести тиристоров ТЧ-125-10 и трех диодов типа ВЧ-200, включенных параллельно. Вес трансформатора составляет 16 кг.
а вторичная - из композиционной фольги, где часть сечения композиционной фольги выполняется из меди, а другая часть - из ферромагнитного материала.
Регулирование сварочного тока осуществляется на фиксированной частоте 18 кГц при помощи тиристорного однополупериод- ного выпрямителя. Высокочастотного звучания дуги не прослушивается.
Снижение коммутационн ix потерь в тиристорах позволяет поднять КПД источника в среднем на 8%.
Формула изобретения
отличающееся тем, что, с целью уменьщения
массы и габаритов, к общим точкам соединения концов первичной обмотки выходного трансформатора и тиристорно-диодных пар подключены дополнительные диоды, образующие с обратными диодами тиристорно-диодных пар мост, диагональ постоянного тока которого подключена в обратном направлении к соответствующим положительному и отрицательному зажимам фильтра, а в диагональ переменного тока включены концы
о первичной обмотки выходного трансформа35
40
тора, причем средняя точка первичной обмотки через последовательный коммутирующий LC-контур соединена с обшей точкой разделенного на две части конденсатора фильтра.
а вторичная - из композиционной фольги, где часть сечения композиционной фольги выполняется из меди, а другая часть - из ферромагнитного материала.
t
f
п.
1L
16
Йт
75
Ю
Ж 1/5
т
Л
Фиг. г
Уу1
Уб
Л
/л
ч
Уб
А
yfl
f
V
А
-J
| Пентегов И | |||
| В | |||
| и др | |||
| Источники питания для дуговой сварки с использованием инверторов | |||
| - Автоматическая сварка | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
