Изобретение относится к неразру- шагощему ультразвуковому контролю и может быть использовано для измерения толщины изделий из лгобьгх материалов при одностороннем-доступе к их поверхностям.
Цель изобретения - повышение точности измерения толщины изделий.
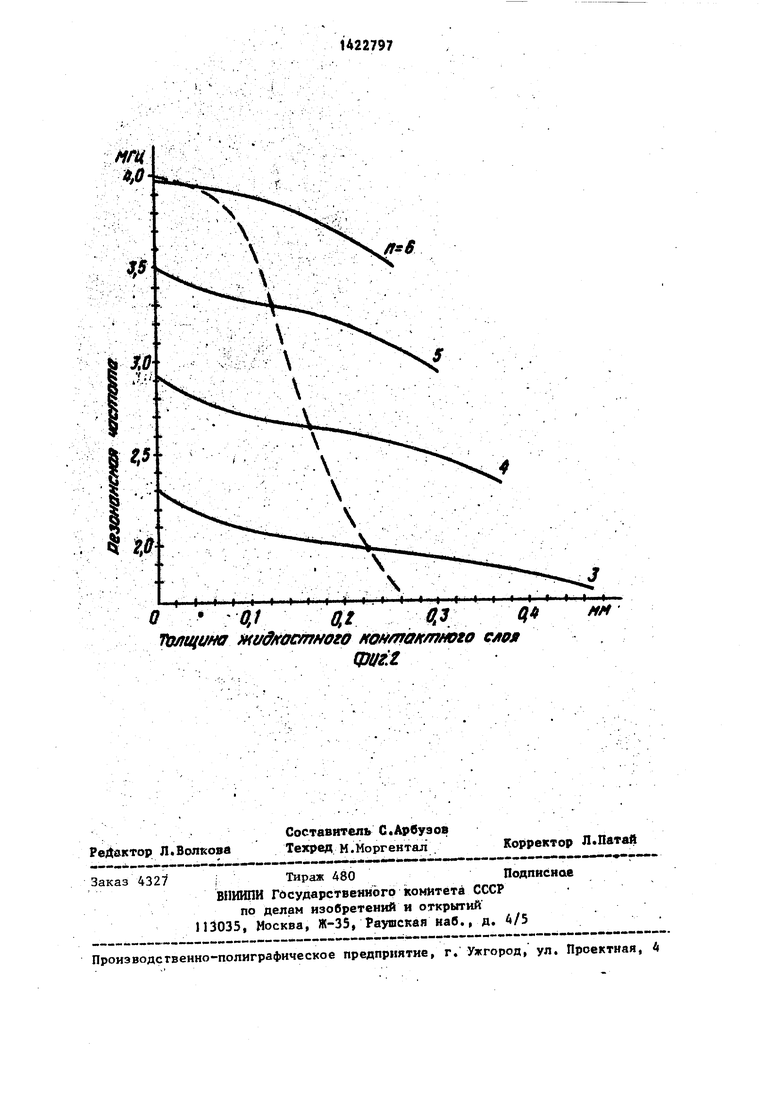
На фиг. 1 изображено предлагаемое устройство для осуществления способа на фиг, 2 показаны графики зависимости резонансной частоты трехкомпонент ной системы пьезс)преобразователь жид костный контактный слой - контроли руемое изделие (сплошные линии) и двухкомпо нентной. системы пьезопреоб- разователь - жидкостный контактный слой (пунктирная линия) от толщины слоя контактной жидкости.
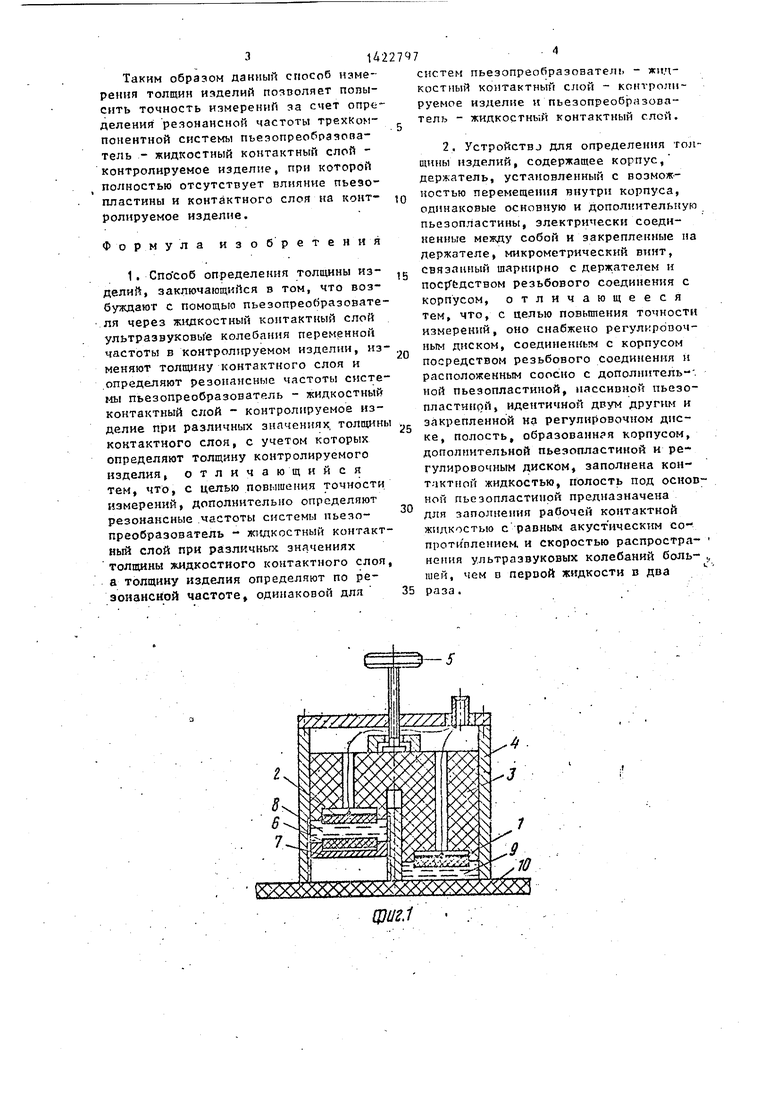
Устройство содержит одинаковые ог.новнуга и дополнительную 2 пьезо- пластины, служащие для возбуждения ультразвуковых колебаний (УЗК), Пье зопластины 1 и 2 электрически объединены между собой и закреплены на общем держателе 3, который может перемещгться внутри корпуса 4 микрометрическим винтом 5, связанным шарт нирно с держателем 3 и с помощью резьбового соединения с корпусом 4, Под дополкительной пьезопластиной 2 расположена с ней соосно пассивная кьезогшастина б, идентичная пьезо- пластинам .1 и 2. Она не воз.буждает УЗК и в резонансных явлениях участвует как пассивный слой. Эта пьезо пластина закреплена на регулировоч- Ж7М диске 7J которьй связан с корпусом 4 с помощью резьбового соединения и обеспечивает возможность корректировки расстояния между пьезо- плас гинами 2 и 6, Кроме того, регулировочный диск 7 герметизирует локальную полость 8 под дополнительной пьезопластиной, которая заполнена жидкостью со скоростью распространения в ней ультразвуковых-колебаний в два раза меньшей скорости ультразвуковых колебаний в жидкости, заполняю «щей локальную полость 9 .под основной пьезопластиной 1 j, Акустические сопротивления обеих жидкостей одинаковые.
Способ изобретения заключается в том, что резонансная частота, одинаковая для трехкомпокентной системы . пьезопреобразователь - жидкостный контактный слой - контролируемое изделие и двухкомпонентной системы пьезопреобразователь жидкостный
контактный слой, равна резонансной частоте ненагруженного (сзободноко- леблющегося) контролируемого изделия. Зная эту частоту, можно определить толщину изделия по Формуле, справедливой для изделия с ненагруженными поверхностями
10
п-е
(1)
0
5
0
5
0
5
0
5
Где с - скорость распространения УЗК
в материале изделия f - резонансная частота; п - номер резонанса. .
Для осуществления способа измерения толщины изделия используется дополнительная система слоев, зависи-- мость резонансной частоты которой от толщины контактного слоя полностью , совпадает с аналогичной зависимостью для двухкомпонентной системы пьезопреобразователь - жидкостный контактный слой. Таким образом дополнительная система является моделью двухкомпонентной системы.
Способ осуществляют следующим образом.
Перед проведением измерений устанавливают зазоры между основной пье--- зопластиной 1 и изделием 10 и между дополнительной 2 и пассивной 6 пье- зопластинами. Для этого располагают устройство на поверхности изделия 10 и вводят в соприкосновение с изделием 10 основную пьезопластину 1 с помощью микрометрического винта 5. Далее снимают устройство с изделия 10 и, вращая регулировочный диск 7, добиваются соприкосновения дополнительной 2 и пассивной 6 пьезоплас- тин. Затем устанавливают устройство на изделие 10 и злектрическими колебаниями переменной частоты возбуждают основную 1 и дополнительную 2 пьезопластины и определяют резонансные частоты акустических колебаний в трехкомпонентной и двухкомпонентной системах устройства. Изменяя.толщину жидкостного контактного с лоя, вращением микрометрического винта 5 определяют резонансную частоту, равную для обеих систем. Это соответствует пересечению зависимостей резонансных частот трехкомпонентной и двухкомпонентной систем от толщины жидкостного контактного слоя (см. фиг. 2), Используя выражение (О, определяют толщину контролируемого изделия.
Таким образом данный способ измерения толщин изделий позволяет попы- снть точность измерениП за счет определения резонансной частоты трехком- понентной системы пьезопреобразова- тель - жидкостный контактный слой - контролируемое изделие, при которой полностью отсутствует влияние пьеао- пластины и контактного слоя на конт- ролируемое изделие.
Формула изобретения
1 . Спо соб определения толщины изделий, заключающийся в том, что возбуждают с помощью пьезопреобразовате- ля через жидкостный контактный слой ультразвуковы е колебания переменной частоты в контролируемом изделии, изменяют толпу ну контактного слоя и определяют резонансные частоты системы пьезопреобразонатель - жидкостный контактный слой - контролируемое изделие при различных значениях, толщины контактного слоя, с учетом которых определяют толщину контролируемого изделия, отличающийся тем, что, с целью повышения точности измерений, дополнительно определяют резонансные .частоты системы пьезо- преобразователь - жидкостный контактный слой при различных значениях толщины жидкостного контактного слоя, а толщину изделия определяют по резонансной частоте одинаковой для
систем пьезопреобразовател, - жп.ц- костмый контактный слой - контролируемое изделие и пьезопреобразова- тель - жидкостный контактный слой.
2. Устройство для определения толщины изделий, содержащее корпус, держатель, установленный с возможностью перемещения внутри корпуса, одинаковые основную и дополнительную пьезопластины, электрически соединенные между собой и закрепленные на держателе, микрометрический винт, связанный шарнирно с держателем и nocjfbACTBoM резьбового соединения с корпусом, отличающееся тем, что, с целью повьшения точности измерений, оно снабжено регулирЬпоч- ньгм диском, соединенным с корпусом посредством резьбового соединения и расположенным соосио с дополнитель- . ной пьезопластиной, пассивной пьезо- пластин(}й, идентичной двум другим и закрепленной на регулировочном диске, полость, образованная корпусом, дополнительной пьезопластикой и ре гулировочным диском, заполнена контактной жидкостью, полость под основной пьезопластиирй предназначена для заполнения рабочей контактной жидкостью с равным акуст ическим со- проти плением, и скоростью распростра- непия ультразвуковых колебаний боль- ,, шей, чем в первой жидкости п два раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство ультразвукового контроля качества изделий | 1990 |
|
SU1763971A1 |
| Ультразвуковой пьезопреобразователь Марьина | 1989 |
|
SU1738376A1 |
| Ультразвуковой дефектоскоп для контроля аустенитных сварных швов | 1990 |
|
SU1810813A1 |
| Ультразвуковой контактный преобразователь | 1989 |
|
SU1772721A1 |
| Электроразрядная фотографическая ячейка | 1988 |
|
SU1522141A2 |
| Ультразвуковой пьезопреобразователь | 1982 |
|
SU1054768A1 |
| Способ ультразвукового контроля качества изделий | 1987 |
|
SU1471119A1 |
| Способ ультразвукового теневого контроля изделий | 1983 |
|
SU1237968A1 |
| Ультразвуковой дефектоскоп для контроля качества крупнозернистых материалов | 1986 |
|
SU1397828A1 |
| Ультразвуковой преобразователь для иммерсионного контроля | 1988 |
|
SU1527574A1 |
Изобретение относнтсп к неразрушающему ультразвуковому контролю качества и может быть использовано для измерения толщины изделий, из:любых материалов при одностороннем доступе к их поверхностям. Цель изобретения - повышение точности измерения толщины изделий. Изменением толщины контактного слоя добиваются равенства резонансных частот в трех- компонентной системе пьезопреобразо- патель - жидкостный коитактньп слой - контролируемое изделие и в двухком- понентной системе пьезопреобразова- тель - ямдкостный контактный слой. По равной резонансной частоте определяют толщину контролируемого изде- ляя. Для осуществления способа используют устройство, содержащее ос- новную и дополнительную пьезопласти- ны, корпус, держатель, на котором закреплены основная н дополнительная пьезопластины и который установлен в корпусе с возможностью перемещения, микрометрический винт, шарнирно связанный с держателем и с помощью винтового соединения с корпусом, а также пассивную пьезопластину, идентичную основной и дополнительной пьезо- пластинам. Основная и дополнительная пьезопластины акустически нагружены через контактные жидкости соответствен- но на контролируемое изделие и пассивную пьезопластину. Причем скорость распространения ультразвуковых колебаний в 7 кдкости, которой заполнена полость, образованная корпусом, основной пьезопластиной и контролируемьтм изделием, в два раза выше, чем скорость распространения ультразвуковых колебаний в жидкости, которой заполне™ на полость, образованная корпусом, дcлoлниteльнoй и пассивной пьезоплас- тинами. Акустическая система, образо- ванная дополнительной пьезопластиной, жидкостньм контактным слоем и пассивной пьезопластиной, представляет собой , модель двухкомпонентной системы пьезо- пластина - жидкостный контактный слой. 2 с.п. ф-лы, 2 ил. (Л CZ со
1Ккх%бб 9 хх оббххх х боблг
- т,1 .
:f.
0 . : 0.1 ц
ТЬлщ1/но яи/д/гостного ftoft/noK/mioto слоя
Ц}Ш
itsS
нн
| Способ определения толщины изделий | 1980 |
|
SU896412A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ультразвуковой искатель для измерения толщины изделий | 1980 |
|
SU896413A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
