Известны установки для изготовления армоцементных издслш, состоящие из сварной рамы, на верхней площадке которой разметена форма с откидными бортами, перемещаемыми гидравлическим пpиж ; ;ным устройством для нридания армоцементному изделию необходимого профиля, и гидравлическое устройство для натяжения арматур-юй сетки. Также известно выполнение стенок формы коробчатого сечения для пропуска пара.
Изготовленные на известных установках армоцементные изделия имеют недостаточно высокое качество. На предложенной установке можно получать изделия высокого качества за счет снабжения щтоков гпдродомкратов, перемещающих борта, щарнпрнозакрепленными прижимными лапами. Прижимные лапы в свою очередь с помощью щарнира присоединены к раме.
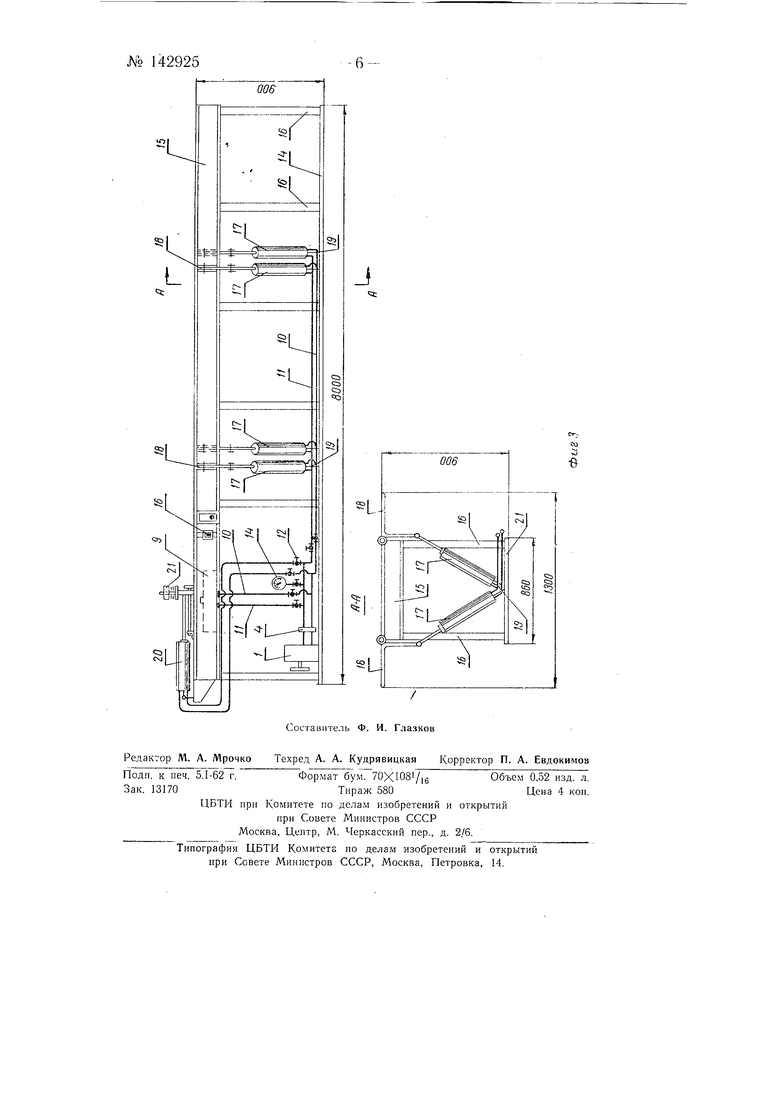
На фиг. 1 изображена опалубка предложенного устройства; на фиг. 2 - сердечник; на фиг. 3-установка.
Предложенная установка предназначена для изготовления вибропрессованных армоцементных панелей следующих габаритов:
1.Ширина панели -560 мм.
2.Высота ребра панели - 220 мм. 3 Длина панели - до 6200 лиг.
Ширина панели 560 мм обусловлена теоретически.м расчетом работоспособности ребра конструкции панели и щирипой сетки 1000 мм, выпускаемой промышленностью.
Габариты агрегата:
1.Длина -8100 мм.
2.Ширина с прижимными лапами в раскрытом положении-1310 мм.
3.Высота сов.местно с металлической формой опалубки-1270.«,«.
4.Вес - 3300 кг, в том числе: станок - 1620 кг, металлическая форма с образователем - 1680 кг.
№ 1429252
5.РасхоЛ электрической энергии агрегатом на изготовление одной панели - 300 ватт.
6.Время натяжениясетки - 2 мин.
I.Времся закрывания и зажатие бортов формы - 2 мин.
8.Время изготовления одной панели на агрегате - 40 мин.
9.Производительность агрегата в смену- 10 панелей.
10. Число рабочих, занятых на обслуживании агрегата (не считая вспомогательных процессов: доставка сеток, приготовление раствора, очистка формы и др.), - 2 рабочих 4 и 5 разрядов.
II.Давление масла в цилиндре при прессовании - 20 аг, при натяжении сетки - 20 ат.
В предложенном устройстве параллельно с формованием свежеуложенного раствора производится спрессование вибрированной смеси раствора, что приводит к уплотнению армоцемента и повышает его трещиностойкость, прочность.
Натяжное устройство имеет ту отличительную сторону, что, допуская проскальзывание отдельных, преждевременно натянутых сеток, обеспечивает одинаковое, равномерное натяжение всех уложенных отдельных сеток.
Устройство по изготовлению вибропрессованных армоцементных панелей состоит из трех основных частей:
1.Металлическая форма-опалубка - 20 компл.
2.Натяжно-прессовочный станок-1 компл.
3.Площадочный вибратор - 1 шт.
Металлическая форма-опалубка
Металлическая форма-опалубка состоит из двух частей:
1.Поддон формы - 1 шт.
2.Пустотообразователь (сердечник) - 1 шт.
Поддон формы-опалубки изготовлен из металла черного проката. Нижняя обвязка / изготовлена из швеллера № 16 - элемент с шестью поперечными связывающими элементами. Сверху приварен лист 2 поддона 6 5 мм, а снизу лист 6 2 мм. Образованный закрытый короб 4 создан специально и используется как пропарочная камера (металлическая форма-опалубка производит обогрев конструкции с помощью пара, получаемого через штуцер 5).
К швеллеру 1 с помощью комбинированных шарниров 6 и 7 крепится борт-оснастка 8 (швеллер № 22). Наличие двух разновидностей шарниров обеспечивает плотное прилегание борта к поддону, зазор выдержан до 1 мм.
На элементе 8 с П0 мощью семи щарниров прикреплен элемент 9 (20x20 мм), который при бетонировке находится в положении, указанном на схеме, а при закрытии бортов поворачивается вокруг оси шарнира снизу вверх и предоставляет возможность раствору переместиться свободно снизу вверх.
На поддоне и бортах предусмотрены пальцы 10 и 11 с резьбой для закручивания гайки и болта, с помощью которого крепятся сетки к поддону. Соответствующие отверстия имеются на сердечнике для нанизывания указанных болтов. На поддоне с одной стороны наварены два пальца 12, а со стороны натяжного устройства просверлены два отверстия с резьбой. Указанными пальцами и отверстиями с помощью болтов фиксируется положение сердечника и он прижимается к поддону.
Образователь (сердечник) представляет собой закрытый короб, изготовленный из 3-мм листового железа, который является пропарочной камерой формы.
.одключение пара в закрытый короб поддона и сердечник осуществляется с помощью штуцера 5. Наличиеса.мопропаривающеи формыопалубки исключает надобность в специальном пропарочном хозяйстве.
Натяжно-гфессовочный станок
Станок сконструирова пз металла черного проката, которьп состоит из следующих основных частей:
1.Рама станка - 1 шт.
2.Гидравлические цилиндрические подъемники с прижимными лапами - 4 un.
3.Гидравлическое цилиндрическое натяжное устройство- 1 пгг. 4 Гидравлический иасос с электромотором - 1 компл.
5. Система трубопровода подачи масла.
Рама станка состоит из пояса 14 (швеллера № 18), верхнего пояса /5 (щвеллера .Ng 20) п стоек 16 (швеллера N° 16).
Элементы рамы соединены между собой с помощью сварочного соединения.
а)шиpиlia- - 1300 мм .
б)длина-8000 мм;
в)высота900 мм;
г)вес рамы- 1300 кг.
Гидравлические цилиндрические подъемники служат для поднятия и закрывания бортов металлической формы-опалубки, а также для обес 1ечения об/катия бортов фор.мы.
В качестве гидродомкратов использованы гидравлические цилиндрические подъемники автомашины ГАЗ-93 - элемент jVg 17, Для компактности цилиндр подъемника укорочен, это обеспечивает ход на 350 мм. На шток цилиндра с помощью шарнира прикреплена ирнжимная лапа 18, которая в свою очередь зафиксирована шарниром на раме станка,
Г1,илиндр к нижнему ноясу ра.мы прикреплен шарнирным соединением 19, что обеспечивает вертикальное перемещение цилиндра при работе поршня. Нижнее положение поршня соответствует горизонтальному положению прижимной лапы. Ход поршня снизу вверх выдвигает ftrroK и прижимную лапу приводит в вертикальное положение, а продолжение пере,мещения поршня обеспечивает обжатие борта металлической формы-опалубки с последуюцд,им прессованием вибрированного раетвора.
Гидравлическое цилиндрическое натяжное устройство служит для натяжения сеток армоцементноГ плиты, использован гидрав,тически11 цилиндрический подъемник автомашины ГАЗ-93 элемент 9 20. Для комнактности цилиндр подьелшика укорочен, что обеспечпвает ход поршня в 330 мм.
На шток ци.тиндра прикреплена при помои.1и шарнира каретка с ползуном 2, который установлен на две направляющих, закрепленных на верхнем поясе /.5 рамы станка. Hia плите каретки закреплены два пальца с резьбой, и нри выдвинутом положении штока укладываются сетки с промежуточны.ми 2-.1м пластинами, которые нрижи.маются верхней металлической плитой при закручивании двух гаек, надеваемых на указанные два пальца.
При ходе поршня внутрь цилиндра обеснечивается нужное натяжение, обусловленное технологне изготовления армоцементно n,TnTiii.
142925
Габариты рамы:
№ 142925-4
Особенность натяжного устройства заключается в том, что нрн натяжении сеток они могут проскальзывать между зажимамн до равномерного натяжения всех сеток. Одинаковое натяжение всех сеток обеснечивает соблюдение требуемого расстояния между ними.
Гидравлический насос с электрическим мотором от цилиндрического насоса подъемника автод ашины ГАЗ-93, для привода использован электрический могор мощностью 2 кв и 1450 об/мин. Передача усилий со шкива электромотора на ншив гидравлического насоса обеспечивается с помощью двух текстропных ремней.
Вес части гидравлического оборудования установки связаны между собой трубопроводами с соответствующей арматурой.
П р е д м е т и з о б р. е т е и и я
Установка для изготовления армоцементных изделий, включающая устаповленную на верхней площадке рамы фopvIy с откидными бортами и гидродомкратов для перемеп ения бортов и натяжения арматурной сетки, монтированных на раме с помощью щарниров, о т л и ч а ют а я с я тем, что, с целью обеспечения высокого качества изделий, штоки ее гидродомкратов для перемещения бортов снабжены щарнирнозакрепленными прижимными лапами, которые в свою очередь также при помощи шарнира присоединены к раме.
План поддона
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ ЛЕГЧЕ ВОЗДУХА (ВАРИАНТЫ) | 2006 |
|
RU2318697C2 |

И
JL ю
200
10/±J J
Фиг.
11 /2 План сердечнина
Вид cSoHL/
200
- 6200
.|f
66JD
