Известны машины для огневой зачистки горячего металла в технологическом потоке, в которых применены гидравлические и пневматические устройства для передвижения механизмов уравновешивания и синхропизации хода, фиксации по высоте газорежуш,их головок, которые обеспечивают точный контроль за изменением геометрических параметров раската путем применения малоинерционной следяш,ей системы, несущей газорежущие головки.
Предлагаемая машина отличается от известных тем, что, в целях улучшения эксплуатационных качеств, надежности работы, повышения производительности и упрощения управления машиной, в ней применены комбинированные пневмогидравлические приводы для уравновешивания и передвижения траверс, несущих суппорты с газорежущими головками, для уравновешивания, обеспечения и синхронности хода и фиксации по высоте боковых головок и для управления автоматическим бесконтактным следящим устройством газорежущих блоков. Автоматическая работа мащины в потоке прокатного стана обеспечивается тем, что боковые головки газорежущих блоков выполнены самоустанавливающимися 1C одновременным включением необходимого числа секций резаков в зависимости от толщины очищаемого металла.
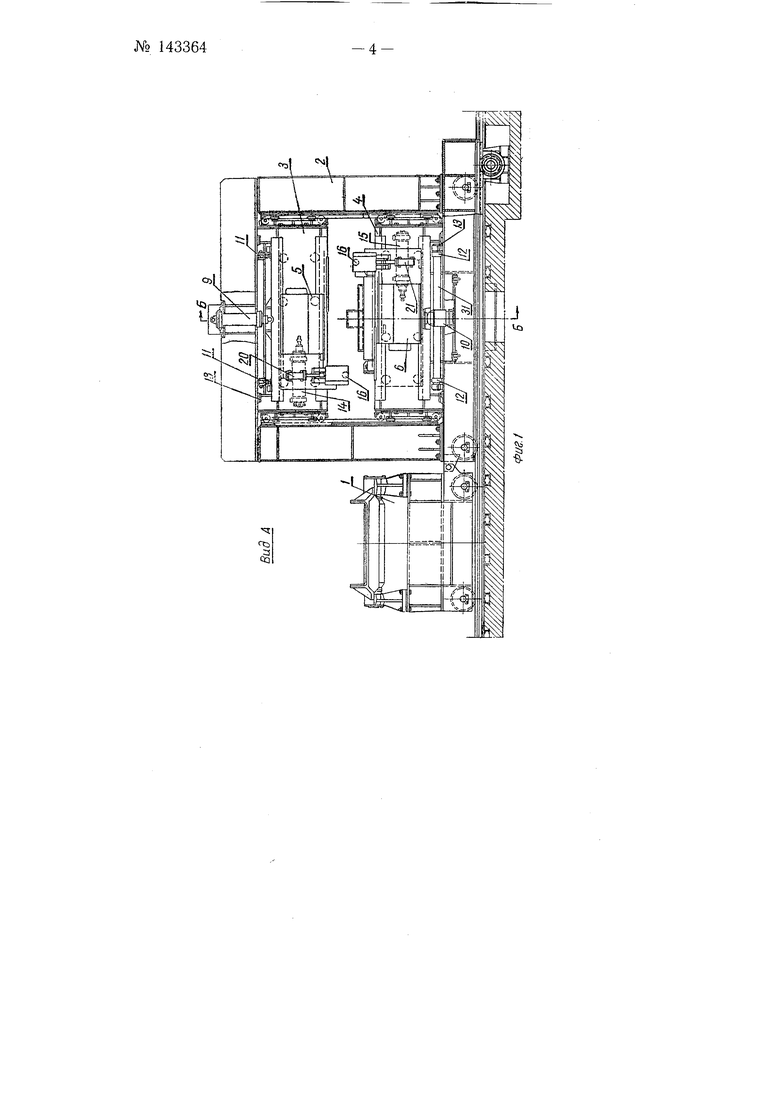
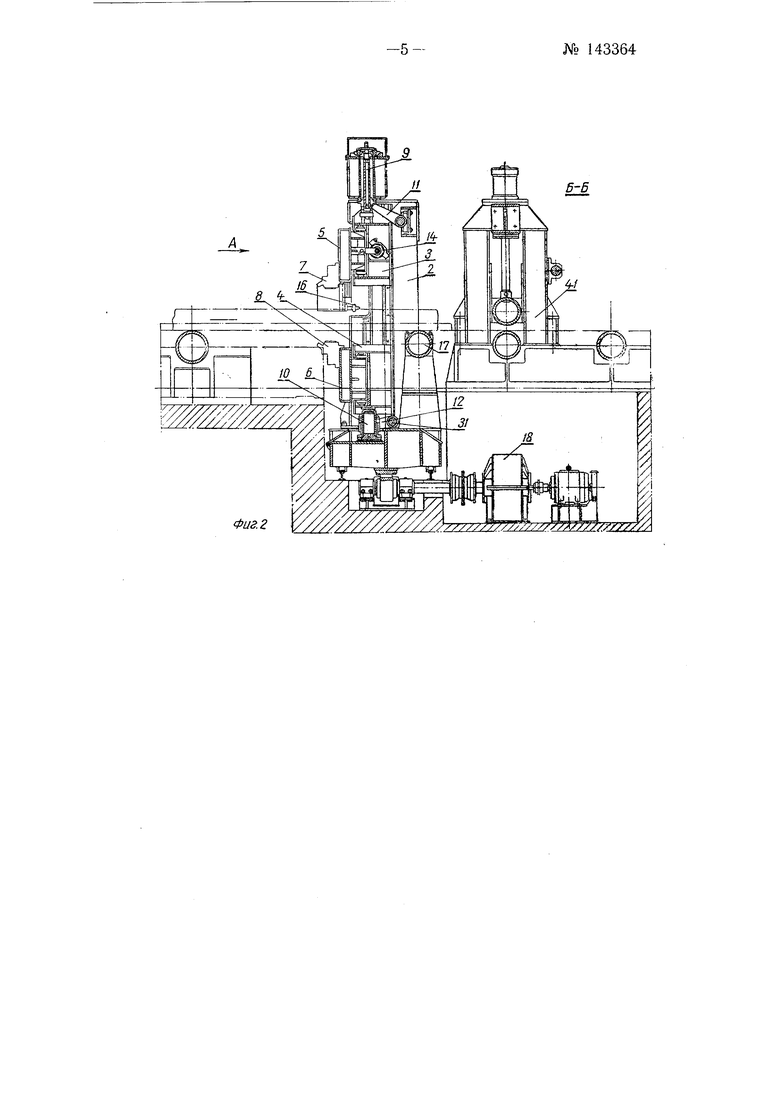
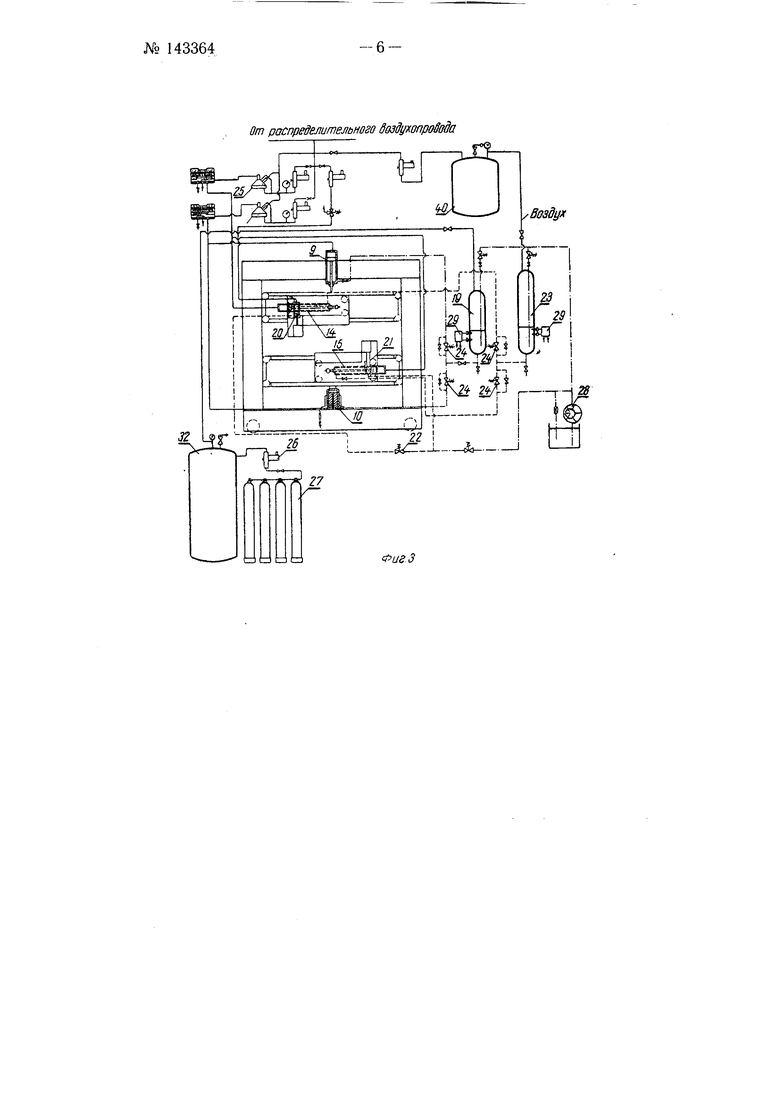
На фиг. 1 и 2 показана предлагаемая машина, вид по стрелке А и разрез по Б-Б; на фиг. 3-схема пневмогидравлической системы уравновешивания и управления подвижными частями машины; на фиг. 4- система бесконтактного слежения газорежущих блоков за поверхностью зачищаемого металла.
Машина вводится в поток на место холостого рольганга /, размещенного на отдельной подвижной тележке.
№ 143364.-2
Механическая часть машины состоит из рамы 2, в которой по направляющим ..перемещаются верхняя и нижняя траверсы 5 и 4. По траверсам в горизонтальном направлении перемещаются суппорты 5 ибс газорежущими блоками 7 и 8. Вертикально траверсы передвигаются с помощью гидропневматических цилиндров 9 и 10. Для устранения перекоса и заклинивания траверс в направляющих при движении предусмотрены рычажные кр-ивощипные механизмы. Каждый кривошипный механизм состоит из вала, установленного в двух,подщипниках на станине машины, и укрепленных на обоих концах вала рычагов 11 и 12, к которым на подвесках крепятся траверсы. Пружинные амортизаторы 13 смягчают удары по раме мащины при разведении траверс. Перемещение суппортов с газорежущими блоками по траверсам осуществляется посредством пневмогидравлических цилиндров 14 и 15. Для зачистки заготовок различной высоты боковые головки газорежущих блоков могут перемещаться по вертикальным направляющим суппортов. Ролики 16, укрепленные на опорных плитах боковых головок, упираясь при сближе.чии блоков на опорные планки траверс, исключают возможность захода боковых головок за край горизонтальных и обеспечивают автоматическую установку боковых головок в соответствии с высотой заготовки. Опорный ролик 17 устраняет провисание раската при движении его через мащину.
Рама мащины смонтирована на тележке, передвигающейся по рельсам перпендикулярно оси прокатки с помощью реечного механизма 18. Это позволяет выводить машину из технологического потока для периодического осмотра и ремонта.
Для уравновешивания и перемещения траверс с суппортами и газорежущими головками применена пневмогидравлическая система, состоящая из гидропневматического аккумулятора 19 и цилиндров 9 и 10.
Из аккумулятора жидкость поступает в нижнюю полость цилиндра 9. Давление жидкости выбирается с таким расчетом, чтобы усилие, развиваемое этим цилиндром, превышало вес верхней траверсы с суппортом на . Передвижение верхней траверсы вниз до соприкосновения газорежущего блока с поверхностью металла осуществляется подачей воздуха под давлением в верхнюю полость цилиндра 9. Жидкость, поступающая из аккумулятора в одну из полостей гидропневматического цилиндра 10, создаст на плунжере усилие, равное веса нижней траверсы с суппортом. Для подъема нижней траверсы до соприкосновения газорежущего блока с металлом в другую полость цилиндра 10 подается сжатый воздух.
Для синхронизации сведения и разведения боковых головок при изменении высоты зачищаемого металла нижние полости приводных цилиндров 20 и 21 заполнены жидкостью и соединены трубкой с установленным на ней электромагнитным клапаном 22. Для сведения головок при увеличении высоты раската в верхнюю полость цилиндра 20 подается сжатый воздух. При разведении траверс отключение электромагнитного клапана 22 прекращает перетекание жидкости из одного цилиндра в другой, тем самым стабилизирует положение головок. Вторая пневмогидравлическая система, состоящая из гидропневматического аккумулятора 23 и цилиндров 14 и 15, для разведения суппортов в исходное положение после зачистки, а также для смягчения ударов газорежущИх блоков о поверхность зачищаемого металла. В разведенном положении суппортов жидкость из аккумулятора поступает в одну из полостей каждого цилиндра М и 15. Сведение суппортов осуществляется по.дачей в другие полости этих цилиндров сжатого воздуха.
Введение на жидкостных соединительных линиях тормозных электромагнитных клапанов 24 позволяет осуществить торможение движущихся частей машины в момент подхода газорежущих блоков к поверхности металла, что исключает возможность ударов их о металл, а также позволяет осуществить одновременный подход всех четырех головок к поверхности зачищаемого металла.
Скорость перемещения и усилие прижима газорежущих блоков к поверхности зачищаемого металла могут регулироваться и поддерживаться постоянными благодаря стабилизации давления воздуха и жидкости, поступающих к цилиндрам. Постоянство давления воздуха перед цилиндрами 9 и 10 поддерживается редукторами 25, а в гидроаккумуляторе давление жидкости поддерживается постоянным путем подачи через редуктор 26 азота из баллонов 27.
Аналогичным образом поддерживается давление воздуха, подаваемого в цилиндры 14 и 15, и жидкости в аккумуляторе 23. Утечки жидкости из гидросистемы восполняются специальной насосной установкой 28, включение которой производится автоматически от датчиков 29, контролирующих уровень жидкости в гидроаккумуляторах.
Газорежущие головки посредством следящей системы автоматически устанавливаются вблизи поверхности зачищаемого металла, и расстояние между головками и металлом в течение всего цикла зачистки поддерживается равным мм. Система, обеспечивающая автоматическое бесконтактное слежение головок за поверхностью металла, состоит из рычага 30 с роликом 3J на конце, золотникового пневматического распределителя 32, используемого для управления гидропнематическим приводом механизма передвижения газорежущих головок. Рычажный .механизм 30 с роликом закрепляется на задней стороне газорежущей головки. При изменении зазора между газорежущей головкой и поверхностью зачищаемого металла происходит перемещение ролика 31 относительно газорежущей головки, рычаг 30 поворачивается на некоторый угол вокруг своей оси и тем самым производится перестановка плунжера 33 золотникового распределителя 32. С изменением положения плунжера золотникового распределителя изменяется величина командного давления воздуха в полости управляющего цилиндра, и порщень этого цилиндра передвигается, осуществляя перестановку газорежущей головки. Передвижение газорежущей головки осуществляется в нужном направлении до тех пор, пока зазор между ней и металлом не достигнет заданного значения. Для того, чтобы можно было осуществить разведение газорежущих головок после окончания зачистки очередной заготовки, на линиях сжатого воздуха перед цилиндрами (9, 10, 14 и 15) установлены трехходовые электропневматические клапаны 34, которые отключают подачу сжатого воздуха к этим цилиндрам.
Предмет изобретения
1.Машина для огневой зачистки горячего металла в потоке обжимного стана, отличающаяся тем, что, в целях улучщения эксплуатационных качеств, надежности работы, повышения производительности и упрощения управления мащиной, в ней применены комбинированные пневмогидравлические приводы для уравновешивания и передвижения траверс, несущих суппорты с газорежущими головками; для уравновещивания, обеспечения синхронности хода и фиксации по высоте боковых головок и для управления автоматическим бесконтактным следящим устройством газорежущих блоков.
2.Машина по п. 1 отличающаяся тем, что, с целью автоматизации работы машины в потоке прокатного стана, боковые головки газорежущих блоков выполнены самоустанавливающимися с одновременным включением необходимого, в зависимости от толщины зачищаемого металла, числа секций резаков.
--3- № 143364
Фиг. 2
От распределительного de3dy)(OftpoSoda
.
26
27
Э-п
- - ---{у - -- - - 04- --
В атмосферу
32 3

| название | год | авторы | номер документа |
|---|---|---|---|
| Газораспределительное устройство для огнезачистных машин | 1961 |
|
SU143748A1 |