Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электродам-инструментам для электроэрозионного легирования.
Целью изобретения является повышение износостойкости обработанных поверхностей за счет упрочнения легированного слоя сложными карбоборидами, обладающими высокой твердостью. Электрод-инструмент состоит из вольфрамового стержня с оболочкой, состоящей из вольфрама, бора и углерода при соотношении указанных компонентов, мас.%:
Углерод0,01-0,29
Бор0,001-0,28
Вольфрам,Остальное
Электрод-инструмент получают путем осаждения вольфрама, углерода и бора на вольфрамовые стержни (диаметром 1,5; 1,8; 2,0, длиной 60 мм) из газовой фазы совместным разложением хлоридов вольфрама WC15, бора ВС18 и
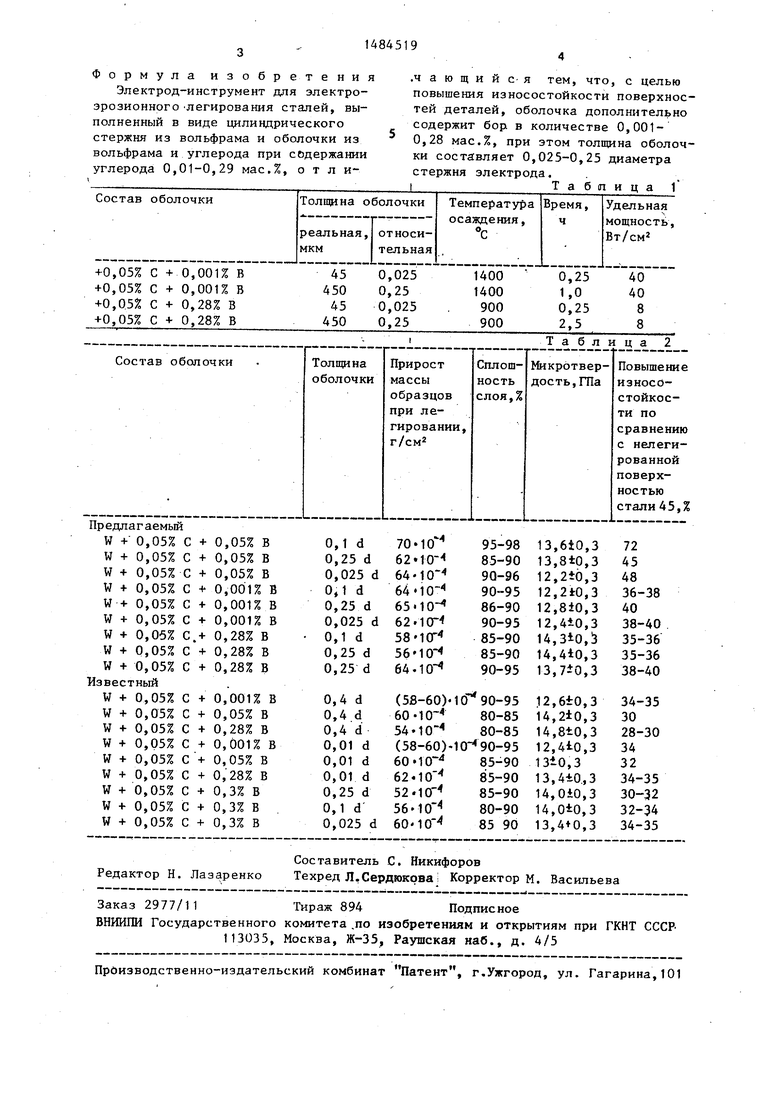
углерода ССЦ в тлеющем разряде постоянного тока. Режимы, обеспечивающие получение электродов различного состава на вольфрамовом стержне диаметром 1,8 мм представлены в табл.1. Толщина оболочки составляет при этом 0,025-0,25 диаметра стержня электрода.
Данные, обуславливающие диапазон изменяющихся параметров (содержание бора в оболочке и толщина оболочки), приведены в табл.2.
Отсутствие данных по электродам, содержащим в оболочке менее 0,001 мас.%, объясняется практической невозможностью фиксирования мач пых количеств бора (менее 0, 001 мас.%) доступными средствами.
Как видно из табл.2, электрод- инструмент обеспечивает повышение износостойкости поверхности стальных деталей.
(Л
Јь
оо
4ь
сл
со
Формула изобретения Электрод-инструмент для электроэрозионного легирования сталей, выполненный в виде цилиндрического стержня из вольфрама и оболочки из вольфрама и углерода при содержании углерода 0,01-0,29 мас.%, о т л и.чающийся тем, что, с целью повышения износостойкости поверхностей деталей, оболочка дополнительно содержит бор в количестве 0,001- 0,28 мас.%, при этом толщина оболочки составляет 0,025-0,25 диаметра стержня электрода. IТ а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал электрода-инструмента для электроэрозионного легирования | 1982 |
|
SU1125115A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
| ШТАМПОВЫЙ СПЛАВ | 2011 |
|
RU2479664C1 |
| КОНСТРУКЦИОННАЯ СТАЛЬ ДЛЯ ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ | 2011 |
|
RU2450079C1 |
| Биметаллический стальной рулонный прокат толщиной 2-30 мм и биметаллическая прямошовная труба среднего или малого диаметра, сделанная из него | 2024 |
|
RU2836254C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2711074C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2446930C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2603932C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО БОРИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СТАЛИ И ЧУГУНА | 2007 |
|
RU2421307C2 |
Изобретение относится к области машиностроения ,в частности, к электрофизическим методам обработки. Цель изобретения - повышение износостойкости обработанных поверхностей за счет упрочнения легированного слоя сложными карбоборидами, обладающими высокой твердостью. Электрод-инструмент состоит из вольфрамового стержня с оболочкой из вольфрама, бора и углерода при соотношении указанных компонентов, мас.%: углерод 0,01...0,29, бор 0,001...0,28, вольфрам остальное. 2 табл.
| Материал электрода-инструмента для электроэрозионного легирования | 1982 |
|
SU1125115A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
