Изобретение относится к очистке поверхности жидкостно-абразивной эмульсией и может быть использовано на ремонтных предприятиях машиностроительных отраслей.
Цель изобретения - повышение качества очистки и долговечности устройства.
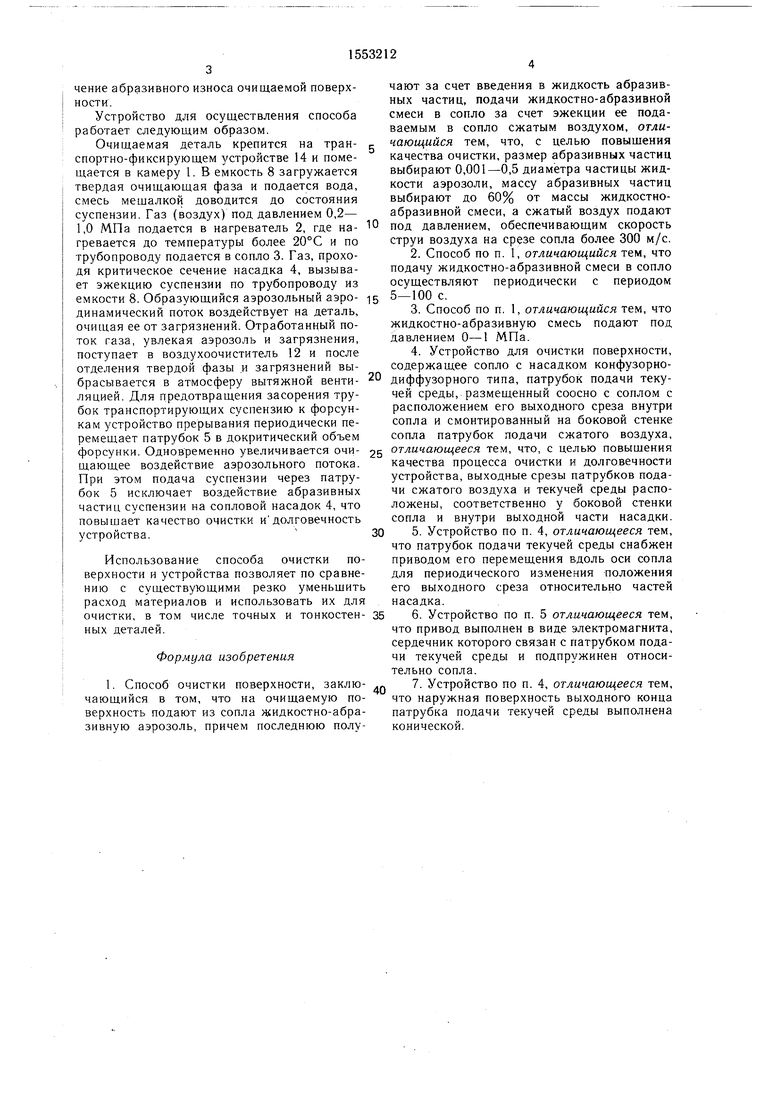
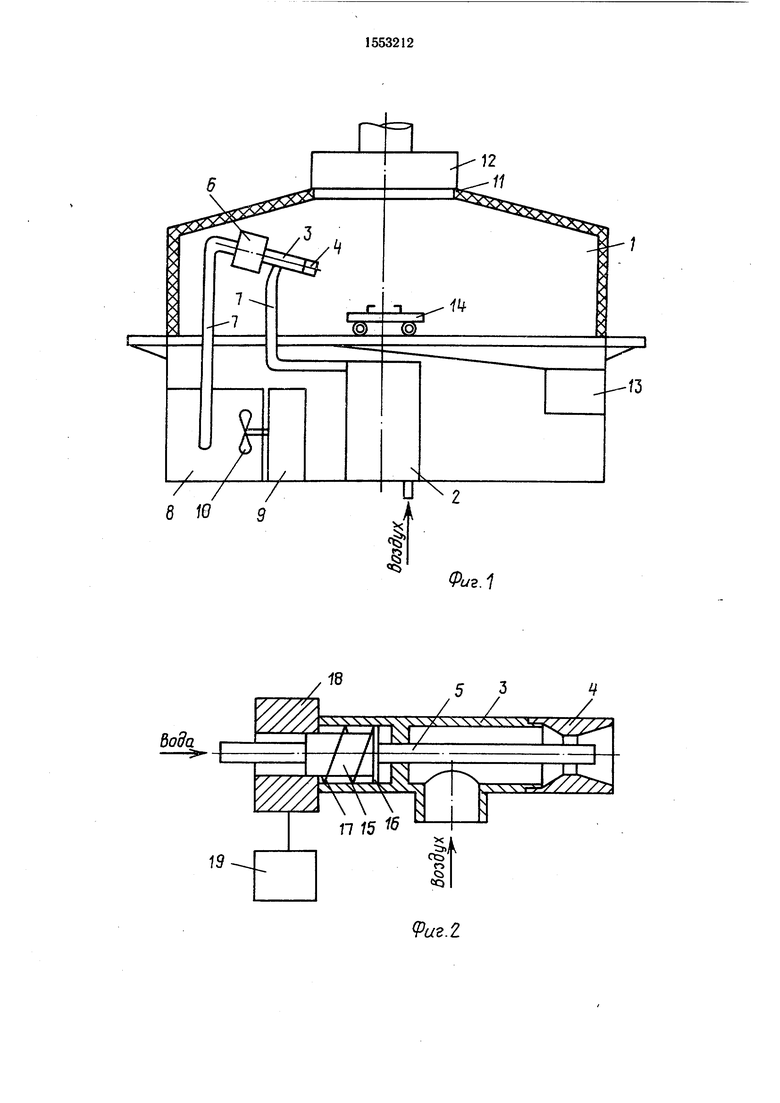
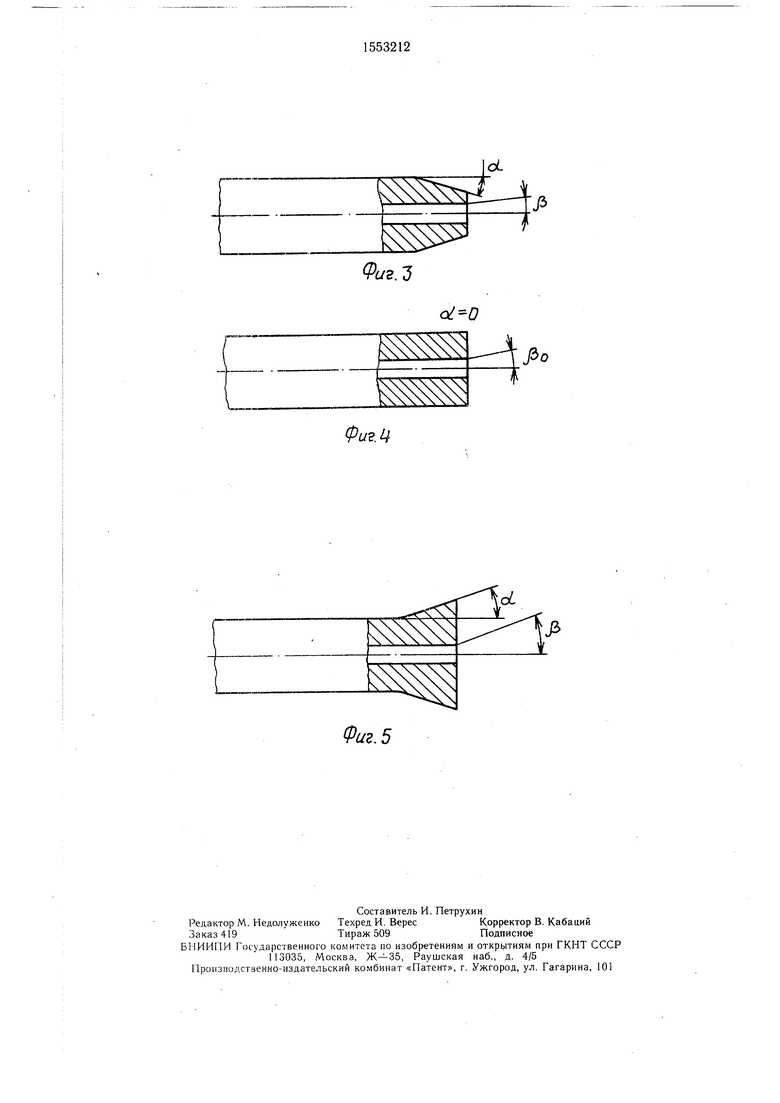
На фиг 1 показано устройство, общий вид; на фиг 2 - сопло, разрез; на фиг. 3, 4, 5 - патрубок подачи текучей среды, варианты выполнения
Устройство для осуществления способа очистки поверхности содержит звукоизолированную камеру 1, воздухоподогреватель 2, сопло 3 с сверхзвуковым насадком 4, патрубок 5, очиститель 6, трубопровод 7, емкость 8, смеситель 9 с мешалкой 10, вентиляцию 11 с фильтром 12, грязесборник 13, транспортно-фиксирующее устройство 14.
Очиститель 6 включает в себя сердечник 15, упоры 16, пружину 17, электромагнит 18, реле 19 времени
Способ очистки осуществляется следующим образом
Воздух (газ) подается в сопло 3 под давлением, обеспечивающим скорость на выходе из насадка м/с, что обеспечивает при содержании в суспензии до 60% абразива, устойчивую эжекцию суспензии и получение кинетической энергии, необходимой на отрыв и унос загрязнений с поверхности изделий. При этом малые размеры частиц твердой фазы обеспечивают в момент соударения с очищаемой поверхностью частицы жидкости возникновение эффекта гидравлического клина, что исключает полусдел
оэ ю
ю
чают за счет введения в жидкость абразивных частиц, подачи жидкостно-абразивной смеси в сопло за счет эжекции ее подаваемым в сопло сжатым воздухом, отличающийся тем, что, с целью повышения качества очистки, размер абразивных частиц выбирают 0,001-0,5 диаметра частицы жидкости аэрозоли, массу абразивных частиц выбирают до 60% от массы жидкостно- абразивной смеси, а сжатый воздух подают 10 под давлением, обеспечивающим скорость струи воздуха на срезе сопла более 300 м/с. 2. Способ по п. 1, отличающийся тем, что подачу жидкостно-абразивной смеси в сопло осуществляют периодически с периодом
давлением 0-1 МПа.
4. Устройство для очистки поверхности, содержащее сопло с насадком конфузорночение абразивного износа очищаемой поверхности.
Устройство для осуществления способа работает следующим образом.
Очищаемая деталь крепится на тран- с спортно-фиксирующем устройстве 14 и помещается в камеру 1. В емкость 8 загружается твердая очищающая фаза и подается вода, смесь мешалкой доводится до состояния суспензии. Газ (воздух) под давлением 0,2- 1,0 МПа подается в нагреватель 2, где нагревается до температуры более 20°С и по трубопроводу подается в сопло 3. Газ, проходя критическое сечение насадка 4, вызывает эжекцию суспензии по трубопроводу из емкости 8. Образующийся аэрозольный аэро- 15 -100 с. динамический поток воздействует на деталь,3. Способ по п. 1, отличающийся тем, что
очищая ее от загрязнений. Отработанный по- жидкостно-абразивную смесь подают под ток газа, увлекая аэрозоль и загрязнения, поступает в воздухоочиститель 12 и после
отделения твердой фазы и загрязнений вы-,...
брасывается в атмосферу вытяжной венти- 20 диффузорного типа, патрубок подачи теку- ляцией. Для предотвращения засорения тру- чей среды, размещенный соосно с соплом с бок транспортирующих суспензию к форсун- расположением его выходного среза внутри кам устройство прерывания периодически пе- сопла и смонтированный на боковой стенке ремещает патрубок 5 в докритический объем сопла патрубок подачи сжатого воздуха, форсунки. Одновременно увеличивается очи- 25 отличающееся тем, что, с целью повышения щающее воздействие аэрозольного потока. качества процесса очистки и долговечности При этом подача суспензии через патру- устройства, выходные срезы патрубков подачи сжатого воздуха и текучей среды расположены, соответственно у боковой стенки сопла и внутри выходной части насадки.
5.Устройство по п. 4, отличающееся тем, что патрубок подачи текучей среды снабжен приводом его перемещения вдоль оси сопла для периодического изменения положения его выходного среза относительно частей насадка.
6.Устройство по п. 5 отличающееся тем, что привод выполнен в виде электромагнита, сердечник которого связан с патрубком подачи текучей среды и подпружинен относительно сопла.
Способ очистки поверхности, заклю- 4Q 7. Устройство по п. 4, отличающееся тем,
что наружная поверхность выходного конца
патрубка подачи текучей среды выполнена конической.
бок 5 исключает воздействие абразивных частиц суспензии на сопловой насадок 4, что повышает качество очистки и долговечность устройства.
30
Использование способа очистки поверхности и устройства позволяет по сравнению с существующими резко уменьшить расход материалов и использовать их для очистки, в том числе точных и тонкостей- 35 ных деталей.
Формула изобретения
1.
чающийся в том, что на очищаемую поверхность подают из сопла жидкостно-абразивную аэрозоль, причем последнюю получают за счет введения в жидкость абразивных частиц, подачи жидкостно-абразивной смеси в сопло за счет эжекции ее подаваемым в сопло сжатым воздухом, отличающийся тем, что, с целью повышения качества очистки, размер абразивных частиц выбирают 0,001-0,5 диаметра частицы жидкости аэрозоли, массу абразивных частиц выбирают до 60% от массы жидкостно- абразивной смеси, а сжатый воздух подают под давлением, обеспечивающим скорость струи воздуха на срезе сопла более 300 м/с. 2. Способ по п. 1, отличающийся тем, что подачу жидкостно-абразивной смеси в сопло осуществляют периодически с периодом
-100 с. 3. Способ по п. 1, отличающийся тем, что
давлением 0-1 МПа.
4. Устройство для очистки поверхности, содержащее сопло с насадком конфузорно жидкостно-абразивную смесь подают под
,...
диффузорного типа, патрубок подачи теку- чей среды, размещенный соосно с соплом с расположением его выходного среза внутри сопла и смонтированный на боковой стенке сопла патрубок подачи сжатого воздуха, отличающееся тем, что, с целью повышения качества процесса очистки и долговечности устройства, выходные срезы патрубков подачи сжатого воздуха и текучей среды расположены, соответственно у боковой стенки сопла и внутри выходной части насадки.
1 гпФ
и
ZI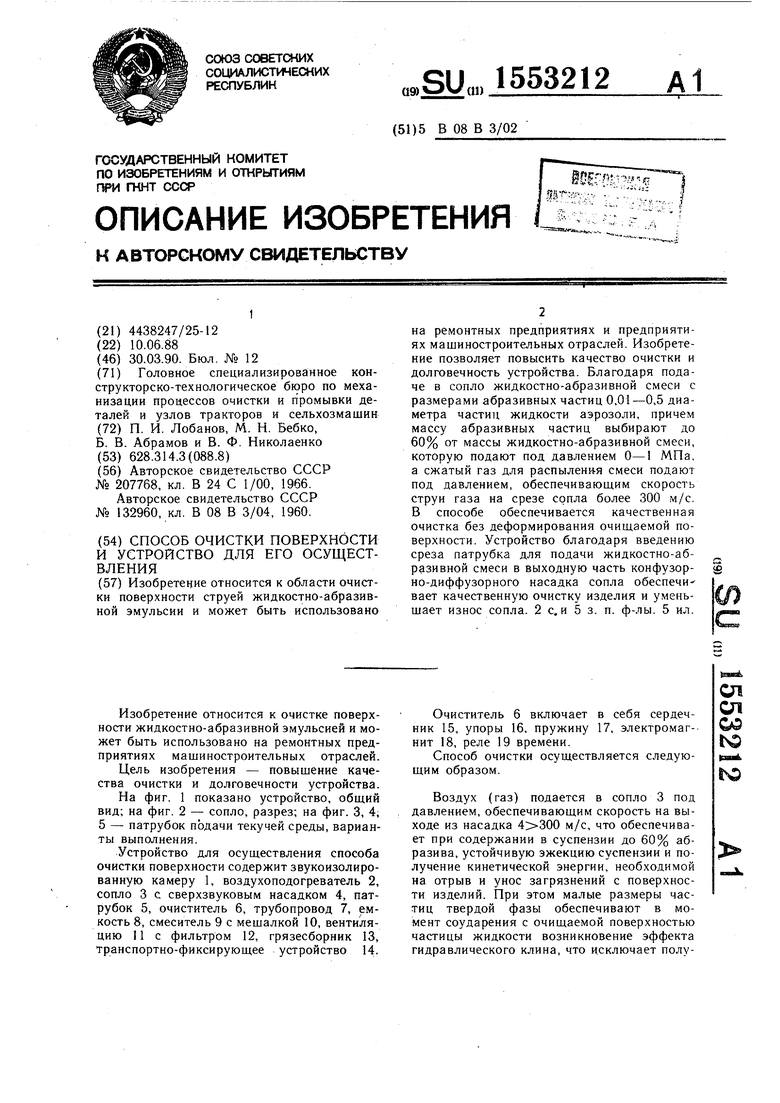
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ ЖИДКОСТИ | 1992 |
|
RU2046673C1 |
| Сопло | 1976 |
|
SU608902A1 |
| ПНЕВМАТИЧЕСКАЯ ФОРСУНКА | 2009 |
|
RU2390386C1 |
| ПНЕВМАТИЧЕСКАЯ ФОРСУНКА | 2007 |
|
RU2346756C1 |
| ЭЖЕКТОР И СПОСОБ ЕГО РАБОТЫ | 2002 |
|
RU2209350C1 |
| УСТАНОВКА ДЛЯ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ, ФОРСУНКА ДЛЯ НЕЕ (ВАРИАНТЫ), СПОСОБ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ И СОСТАВ ДЛЯ НЕЕ | 2010 |
|
RU2450906C2 |
| РАСПЫЛИТЕЛЬНАЯ УСТАНОВКА И СПОСОБ ЭСКПЛУАТАЦИИ РАСПЫЛИТЕЛЬНОЙ УСТАНОВКИ | 2006 |
|
RU2570868C2 |
| ПНЕВМАТИЧЕСКИЙ РАСПЫЛИТЕЛЬ ЖИДКОСТИ | 1991 |
|
RU2008936C1 |
| РАСПЫЛИТЕЛЬНАЯ НАСАДКА, РАСПЫЛИТЕЛЬНАЯ УСТАНОВКА И СПОСОБ ЭКСПЛУАТАЦИИ РАСПЫЛИТЕЛЬНОЙ НАСАДКИ И РАСПЫЛИТЕЛЬНОЙ УСТАНОВКИ | 2006 |
|
RU2438796C2 |
| ПНЕВМАТИЧЕСКАЯ ФОРСУНКА | 2022 |
|
RU2804549C1 |
Изобретение относится к области очистки поверхности струей жидкостно-абразивной эмульсии и может быть использовано на ремонтных предприятиях и предприятиях машиностроительных отраслей. Изобретение позволяет повысить качество очистки и долговечность устройства. Благодаря подачи в сопло жидкостно-абразивной смеси с размерами абразивных частиц 0,01-0,5 диаметра частиц жидкости аэрозоли. Причем массу абразивных частиц выбирают до 60% от массы жидкостно-абразивной смеси, которую подают под давлением 0-1 МПа, а сжатый газ для распыления смеси подают под давлением, обеспечивающим скорость струи газа на срезе сопла более 300 м/с, в способе обеспечивается качественная очистка без деформирования очищаемой поверхности. Устройство благодаря введению среза патрубка для подачи жидкостно-абразивной смеси в выходную часть конфузорно-диффузорного насадка сопла обеспечивает качественную очистку изделия и уменьшает износ сопла. 5 з.п.ф-лы. 5 ил.
SISS99I
Фиг Ц
0W5
Фиг. 15
fio
j
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 0 |
|
SU207768A1 |
