сд
00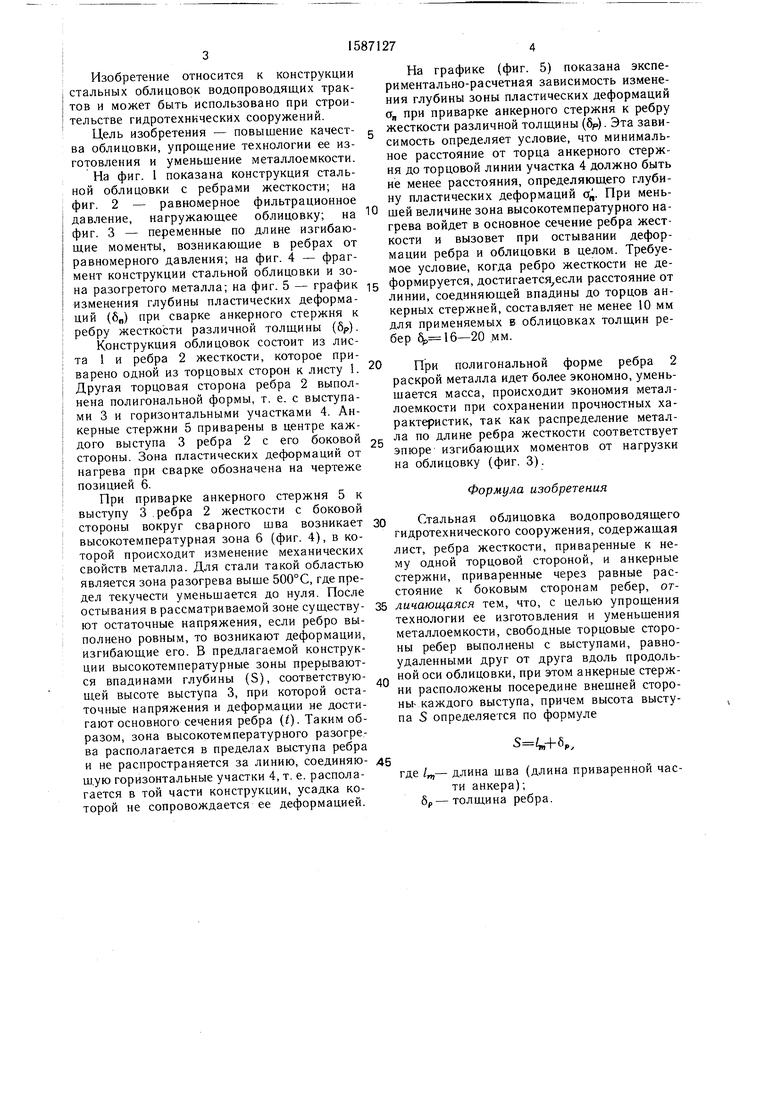
| название | год | авторы | номер документа |
|---|---|---|---|
| Сталежелезобетонный трубопровод | 1975 |
|
SU537217A1 |
| Межплитный стык | 1983 |
|
SU1116111A1 |
| Облицовка гидротехнического сооружения | 1985 |
|
SU1368377A1 |
| ОБДЕЛКА ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ АРМОМЕТАЛЛОБЛОКОВ | 2008 |
|
RU2378456C1 |
| Облицовка поверхности водопроводящихгидРОТЕХНичЕСКиХ СООРужЕНий | 1978 |
|
SU836281A1 |
| Узел соединения двутавровой балки с колонной | 1981 |
|
SU987054A1 |
| Стальной напорный трубопровод | 1983 |
|
SU1138454A1 |
| Крепь шахтного ствола | 1990 |
|
SU1747704A1 |
| Стенд для моделирования горизонтальных деформаций грунтовых оснований | 1980 |
|
SU939641A1 |
| Противофильтрационное устройство | 1984 |
|
SU1234506A1 |
Изобретение относится к конструкции стальных облицовок водопроводящих трактов и может быть использовано при строительстве гидротехнических сооружений. Цель изобретения - повышение качества облицовки, упрощение технологии ее возведения и уменьшение металлоемкости. Конструкция облицовок состоит из листа 1 и ребра жесткости 2, которое приварено одной из торцовых сторон к листу 1. Другая торцовая сторона ребра 2 выполнена полигональной формы с выступами 3 и горизонтальными участками 4. Анкерные болты 5 приварены в центре каждого выступа 3 ребра 2. 5 ил.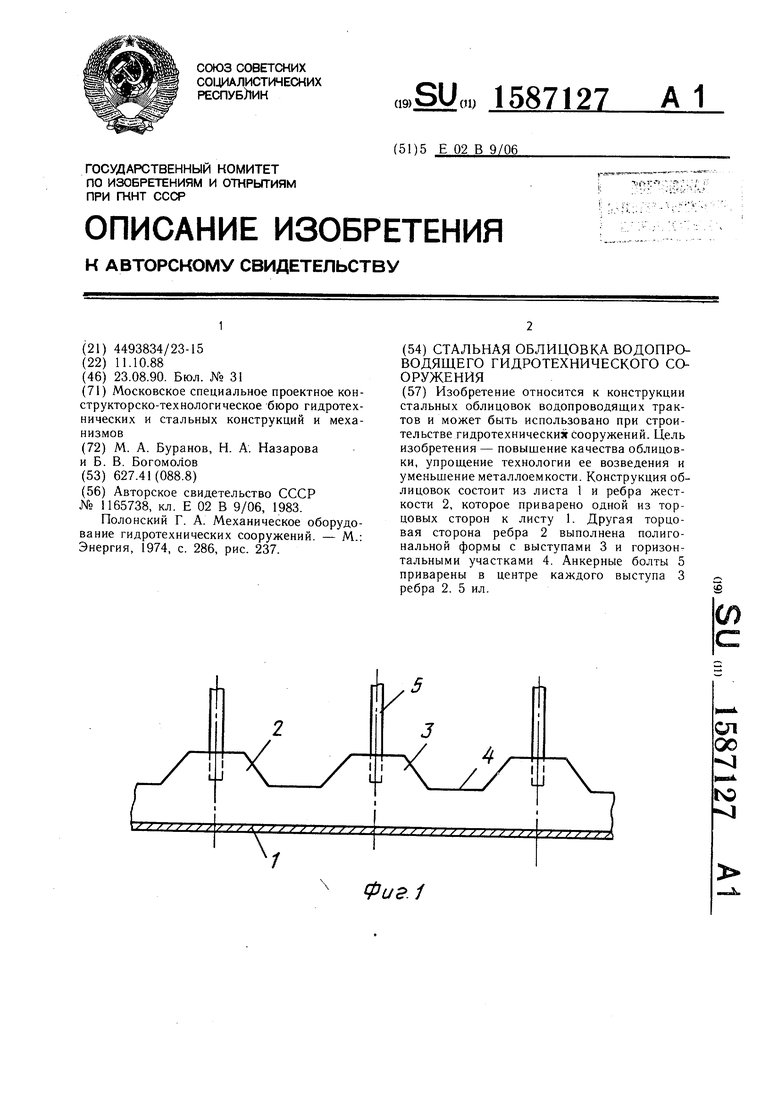
Фиэ.1
Del .i iJ,J J f -- -----
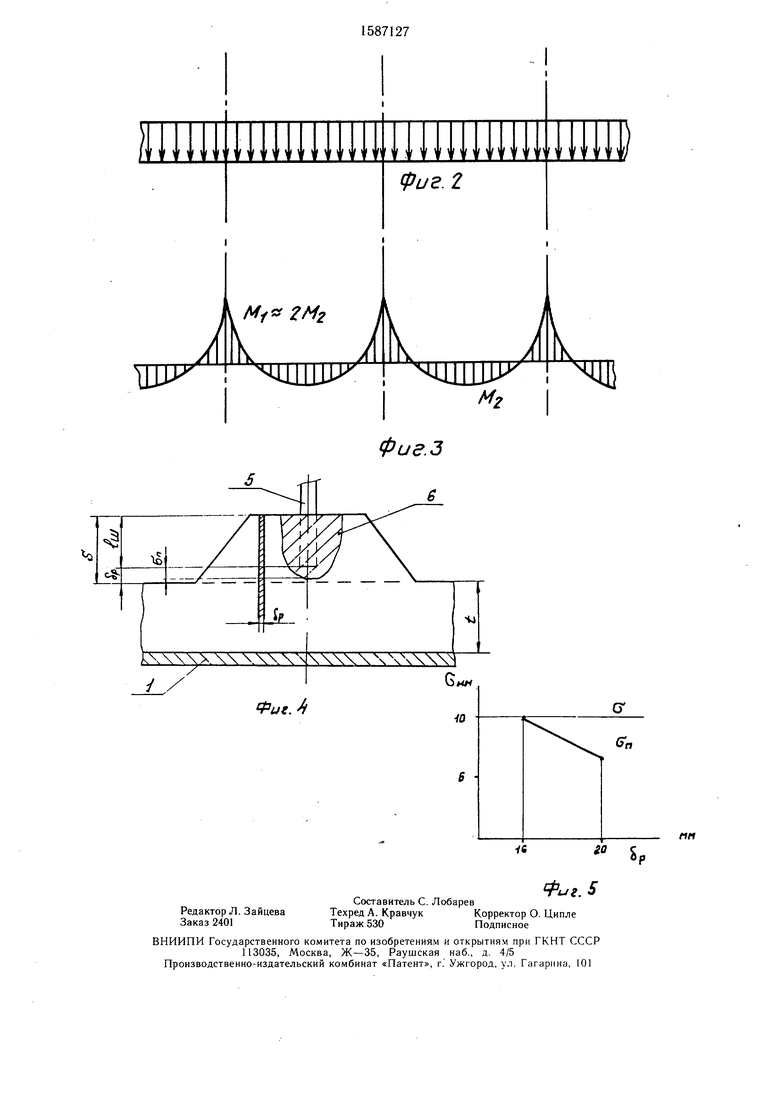
готовления и уменьшение металлоемкости. На фиг. I показана конструкция стальной облицовки с ребрами жесткости; на фиг. 2 - равномерное фильтрационное
15871274
О
Ня гпягЬикр (Лиг 5) показана экспева облицовки, упрощение технологии торца анкерного стержня до торцовой линии участка 4 должно быть не менее расстояния, определяющего глуби- ное ну пластических деформаций о. При мень
r.-s..-:. sx.it s. iv™-,;™ скг-.:.-s
Конструкция облицовок состоит из лис-Оер OP-IQ ZU мм.
та 1 и ребра 2 жесткости, которое приварено одной из торцовых сторон к листу 1. Другая торцовая сторона ребра 2 выполнена полигональной формы, т. е. с выступами 3 и горизонтальными участками 4. АН- керные стержни 5 приварены в каж рйра же сткости соответствует
, де; %ГиГГт
нагрева при сварке обозначена на чертеже на облицовку (фиг. л).
позицией 6.,„ с Формула изобретения
При приварке анкерного стержня 5 кч-с- л /к
выступу 3.ребра 2 жесткости с боковойСтальная облицовка водопроводящего
стороны вокруг 7Аиг 4ГГко гидротехнического сооружения, содержащая высокотемпературная зона b (фиг. 4), в ко-- Р -
При полигональной форме ребра 2 раскрой металла идет более экономно, умень- щается масса, происходит экономия металлоемкости при сохранении прочностных характеристик, так как распределение металторой происходит изменение механических свойств металла. Для стали такой областью является зона разогрева выше 500°С, где предел текучести уменьшается до нуля. После
лист, ребра жесткости, приваренные к нему одной торцовой стороной, и анкерные стержни, приваренные через равные расстояние к боковым сторонам ребер, от гг/л
ют остаточные ,J: f металлоемкости, свободные торцовые стороны ребер выполнены с выступами, равнополнено ровным, то возникают деформации, изгибающие его. В предлагаемой конструкс,.,.ооТвГствуг,/кГй7сиоХ;ки;У
щей высоте выст упа 3. при которой оста- « ии расположены „о середиие внешнеи сто оточные напряжения и деформации не достигают основного сечения ребра (О- Таким образом, зона высокотемпературного разогрева располагается в пределах выступа ребра
:;„% р:;; Г;астГ;.Те..- тд и- длина шва .д.™ „рнварениой яас;Гр;7 н°е±;Го™ т сТ г:еф :рГ.и:1 а, - гГиГг ра
удаленными друг от друга вдоль продольньь каждого выступа, причем высота выступа S определяется по формуле
,.
Оер OP-IQ ZU мм.
рйра же сткости соответствует
При полигональной форме ребра 2 раскрой металла идет более экономно, умень- щается масса, происходит экономия металлоемкости при сохранении прочностных характеристик, так как распределение металгидротехнического сооружения, содержащая - Р -
лист, ребра жесткости, приваренные к нему одной торцовой стороной, и анкерные стержни, приваренные через равные расстояние к боковым сторонам ребер, гг/л
ны ребер выполнены с выступами, равнокГй7сиоХ;ки;У
удаленными друг от друга вдоль продольии расположены „о середиие внешнеи сто оньь каждого выступа, причем высота выступа S определяется по формуле
,.
Mi 2M2
W
члими
fije.4
UllillP
M2
Mi
пн
га с dp
| Способ предварительного обетонирования стальных облицовок | 1983 |
|
SU1165738A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полонский Г | |||
| А | |||
| Механическое оборудование гидротехнических сооружений | |||
| - М Энергия, 1974, с | |||
| ФОРМА ДЛЯ БРИКЕТОВ | 1919 |
|
SU286A1 |
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
