1
(21)4654555/23-03
(22)02.01.89
(46) 07.12.90. Бюл. № 45
(71)Горный институт Кольского научного центра им. С. М. Кирова АН
(72)В. М. Дианов, Ю. Г. Смирнов, О. В. Тимофеев и В. Л. Трушко
(53)622.281.74(088.8)
(56)Кошумов Б. X. Повышение эффективности крепления кровли горных выработок на рудниках Джезказгана. - Цветная металлургия, 1982, № 9, с. 15-18.
Авторское свидетельство СССР № 934039, кл. Е 21 D 20/02, 1980.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ АМПУЛ С ТВЕРДЕЮЩЕЙ СМЕСЬЮ
(57)Изобретение относится к креплению горных выработок. Целью изобретения является повышение качества изготовления ампул путем обеспечения в процессе изготовления полного и равномерного перемешивания компонентов твердеюшей смеси (ТС). Для этого в ампулу подают раздельно компоненты ТС, сначала наполнитель (Н),затем смолу. После этого размешают ампулу в термокамере в вертикальном положении. Разогревают ампулу и выдерживают в разогретом состоянии до полной пропитки смолой путем фильтрации последней через Н. Для ТС используют Н крупностью от 3 до 0,5 мм. Полное пропитывание Н смолой определяют визуально по достижению смолой дна ампулы при распределении смолы по всему объему Н. Изготовленные ампулы используют для крепления горных выработок сталеполи- мерной анкерной крепью. Для этого ампулы размешают в предварительно пробуренных шпурах. Вводят в них арматурные стержни. Путем врашения стержней разрушают ампулы. Содержимое ампул перемешивается, отвердевает и закрепляет стержень в шпуре. 1 з.п. ф-лы, I ил., 2 табл.
(О
(/)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ АНКЕРА ГЛУБОКОГО ЗАЛОЖЕНИЯ | 2006 |
|
RU2312221C1 |
| СПОСОБ АНКЕРНОГО КРЕПЛЕНИЯ ГОРНЫХ ВЫРАБОТОК | 2010 |
|
RU2441165C1 |
| Композиция для закрепления армирующих элементов | 1990 |
|
SU1758238A1 |
| Состав для закрепления анкеров | 1987 |
|
SU1472689A1 |
| СПОСОБ МОДЕЛИРОВАНИЯ НА МОДЕЛЯХ ИЗ ЭКВИВАЛЕНТНЫХ МАТЕРИАЛОВ ПРОЯВЛЕНИЙ ГОРНОГО ДАВЛЕНИЯ В ВЫРАБОТКАХ | 2009 |
|
RU2425223C1 |
| Композиция для закрепления армирующих элементов | 1990 |
|
SU1726780A1 |
| СПОСОБ РАЗРАБОТКИ КРУТОПАДАЮЩИХ РУДНЫХ ТЕЛ И СПОСОБЫ ДОБЫЧИ, ПЕРЕРАБОТКИ И ОБОГАЩЕНИЯ МЕДНЫХ, И/ИЛИ МЕДНО-ЦИНКОВЫХ, И/ИЛИ ЦИНКОВЫХ, И/ИЛИ СЕРНЫХ РУД С ВОЗМОЖНЫМ СОДЕРЖАНИЕМ ЗОЛОТА, СЕРЕБРА И ДРУГИХ ДРАГОЦЕННЫХ И РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ ИЗ КРУТОПАДАЮЩИХ РУДНЫХ ТЕЛ | 1995 |
|
RU2053364C1 |
| Способ крепления сопряжения выпускных горных выработок | 1987 |
|
SU1578351A1 |
| СПОСОБ РАЗРАБОТКИ КРУТОПАДАЮЩИХ РУДНЫХ ТЕЛ И СПОСОБЫ ДОБЫЧИ, ПЕРЕРАБОТКИ И ОБОГАЩЕНИЯ МЕДНЫХ, И/ИЛИ МЕДНОЦИНКОВЫХ, И/ИЛИ ЦИНКОВЫХ, И/ИЛИ СЕРНЫХ РУД С ВОЗМОЖНЫМ СОДЕРЖАНИЕМ ЗОЛОТА, СЕРЕБРА И ДРУГИХ ДРАГОЦЕННЫХ И РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ ИЗ КРУТОПАДАЮЩИХ РУДНЫХ ТЕЛ | 1995 |
|
RU2065053C1 |
| ЗАКРЕПИТЕЛЬ АНКЕРОВ МИНЕРАЛЬНЫЙ ПАТРОНИРОВАННЫЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2205959C1 |
Изобретение относится к креплению горных выработок. Целью изобретения является повышение качества изготовления ампул путем обеспечения в процессе изготовления полного и равномерного перемешивания компонентов твердеющей смеси (ТС). Для этого в ампулу подают раздельно компоненты ТС, сначала наполнитель (Н), затем смолу. После этого размещают ампулу в термокамере в вертикальном положении. Разогревают ампулу и выдерживают в разогретом состоянии до полной пропитки смолой путем фильтрации последней через Н. Для ТС используют Н крупностью от 3 до 0,5 мм. Полное пропитывание Н смолой определяют визуально по достижению смолой дна ампулы при распределении смолы по всему объему Н. Изготовленные ампулы используют для крепления горных выработок сталеполимерной анкерной крепью. Для этого ампулы размещают в предварительно пробуренных шпурах. Вводят в них арматурные стержни. Путем вращения стержней разрушают ампулы. Содержимое ампул перемешивается, отвердевает и закрепляет в шпуре. 1 з.п. ф-лы, 1 ил., 2 табл.
Изобретение относится к креплению горных выработок, а именно к способам изготовления ампул с твердеюшей смесью для анкерной крепи.
Целью изобретения является повышение качества изготовления ампул путем обеспечения в процессе изготовления полного и равномерного перемешивания компонентов твердеюшей смеси.
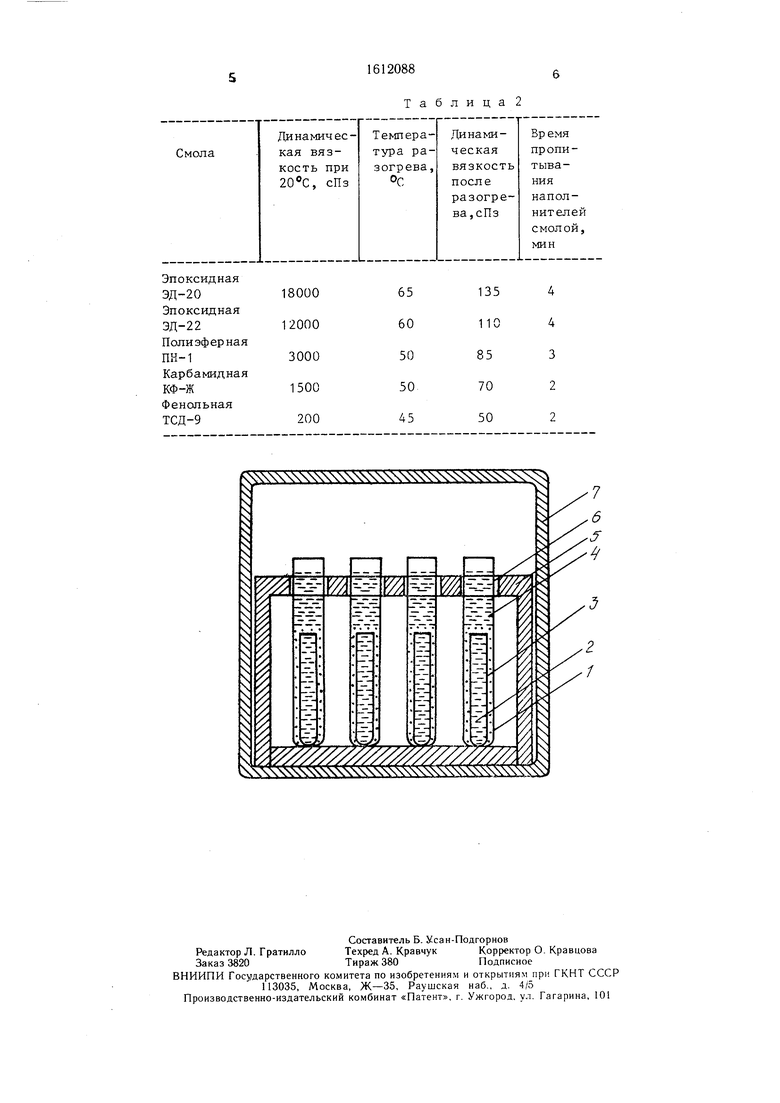
На чертеже изображена схема изготовления ампул по предлагаемому способу.
Технология способа изготовления ампул с твердеюшей смесью заключается в следую- шем.
В ампулу 1, например, из полиэтиленовой пленки, внутри которой находится стеклянная пробирка с отвердителем 2, подают раздельно наполнитель 3, например кварцевый песок (могут быть взяты гранулированный шлак или хвосты продуктов обогаше- ння и др.) крупностью 3,0-0,5 мм. Затем в свободное пространство ампулы сверху наполнителя заливают синтетическую смолу, например эпоксидную смолу марки ЭД-20. Объемное отношение смолы и наполнителя выбирают в количестве, достаточном для равномерного распределения смолы по всему объему наполнителя, в рассмативаемом случае - 1:2. Заполненные таким образом ампулы располагают в вертикальном поло- ;жении в кассете 5 с отверстиями 6, диаметр которых на 1-2 мм больше диаметра ампул, и помешают кассету с ампулами в термокамеру -7, например сушильный шкаф типа СНОЛ. В шкафу поддерживают постоянную температуру, обеспечиваюшую пропитывание наполнителя смолой за счет фильтрации смолы через наполнитель.
05 Ю
о
00 00
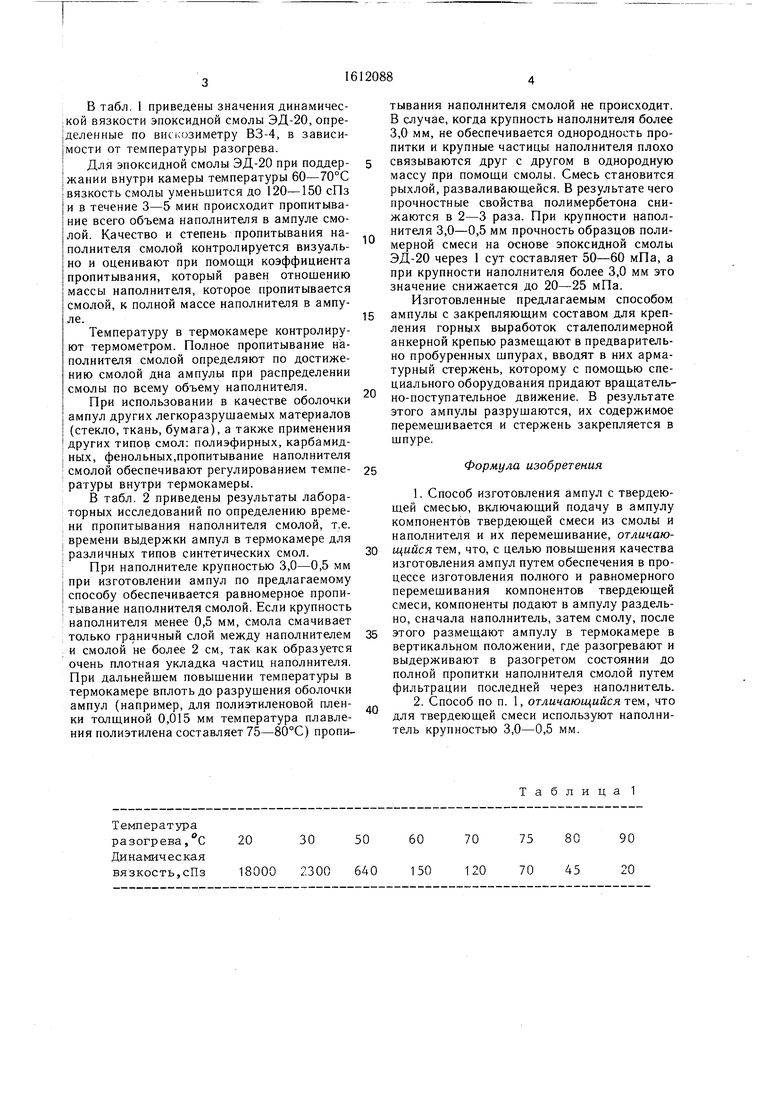
В табл. 1 приведены значения динамической вязкости эпоксидной смолы ЭД-20, определенные по вискозиметру ВЗ-4, в зависи- iMOCTH от температуры разогрева.
Для эпоксидной смолы ЭД-20 при поддер- жании внутри камеры температуры 60-70°С вязкость смолы уменьшится до 120-150 сПз и в течение 3-5 мин происходит пропитывание всего объема наполнителя в ампуле смолой. Качество и степень пропитывания на- полнителя смолой контролируется визуально и оценивают при помощи коэффициента пропитывания, который равен отношению массы наполнителя, которое пропитывается смолой, к полной массе наполнителя в ампуле.
Температуру в термокамере контролируют термометром. Полное пропитывание наполнителя смолой определяют по достижению смолой дна ампулы при распределении смолы по всему объему наполнителя.
При использовании в качестве оболочки ампул других легкоразрушаемых материалов (стекло, ткань, бумага), а также применения других типов смол: полиэфирных, карбамид- ных, фенольных,пропитывание наполнителя смолой обеспечивают регулированием темпе- ратуры внутри термокамеры.
В табл. 2 приведены результаты лабораторных исследований по определению времени пропитывания наполнителя смолой, т.е. времени выдержки ампул в термокамере для различных типов синтетических смол.
При наполнителе крупностью 3,0-0,5 мм при изготовлении ампул по предлагаемому способу обеспечивается равномерное пропитывание наполнителя смолой. Если крупность наполнителя менее 0,5 мм, смола смачивает только граничный слой между наполнителем и смолой не более 2 см, так как образуется очень плотная укладка частиц наполнителя. При дальнейшем повышении температуры в термокамере вплоть до разрушения оболочки ампул (например, для полиэтиленовой плен- ки толш,иной 0,015 мм температура плавления полиэтилена составляет 75-80°С) пропиТемператураразогрева, с Динамическая вязкость,сПз
20 30 50 60 70 75 80 90 18000 2300 640 150 120 70 45 20
тывания наполнителя смолой не происходит. В случае, когда крупность наполнителя более 3,0 мм, не обеспечивается однородность пропитки и крупные частицы наполнителя плохо связываются друг с другом в однородную массу при помоши смолы. Смесь становится рыхлой, разваливаюшейся. В результате чего прочностные свойства полимербетона снижаются в 2-3 раза. При крупности наполнителя 3,0-0,5 мм прочность образцов полимерной смеси на основе эпоксидной смолы ЭД-20 через 1 сут составляет 50-60 мПа, а при крупности наполнителя более 3,0 мм это значение снижается до 20-25 мПа.
Изготовленные предлагаемым способом ампулы с закрепляющим составом для крепления горных выработок сталеполимерной анкерной крепью размещают в предварительно пробуренных шпурах, вводят в них арматурный стержень, которому с помощью специального оборудования придают вращатель- но-поступательное движение. В результате этого ампулы разрушаются, их содержимое перемешивается и стержень закрепляется в шпуре.
Формула изобретения
Таблица 1
1612088
Таблица 2
