Изобретение относится к измери-- тельной технике и может быть использовано для контроля качества полированных поверхностей оптически прозрачных деталей.
Цель изобретения - повышение точности определения высоты шероховатости за счет учета доли диффузного отражения и пропускания, которая выходит за пределы фотометрического шара вместе с регулярной составляющей, а также информативности способа за счет определения длин корреляций и параметров нарушенного механической обработкой приповерхностного слоя.
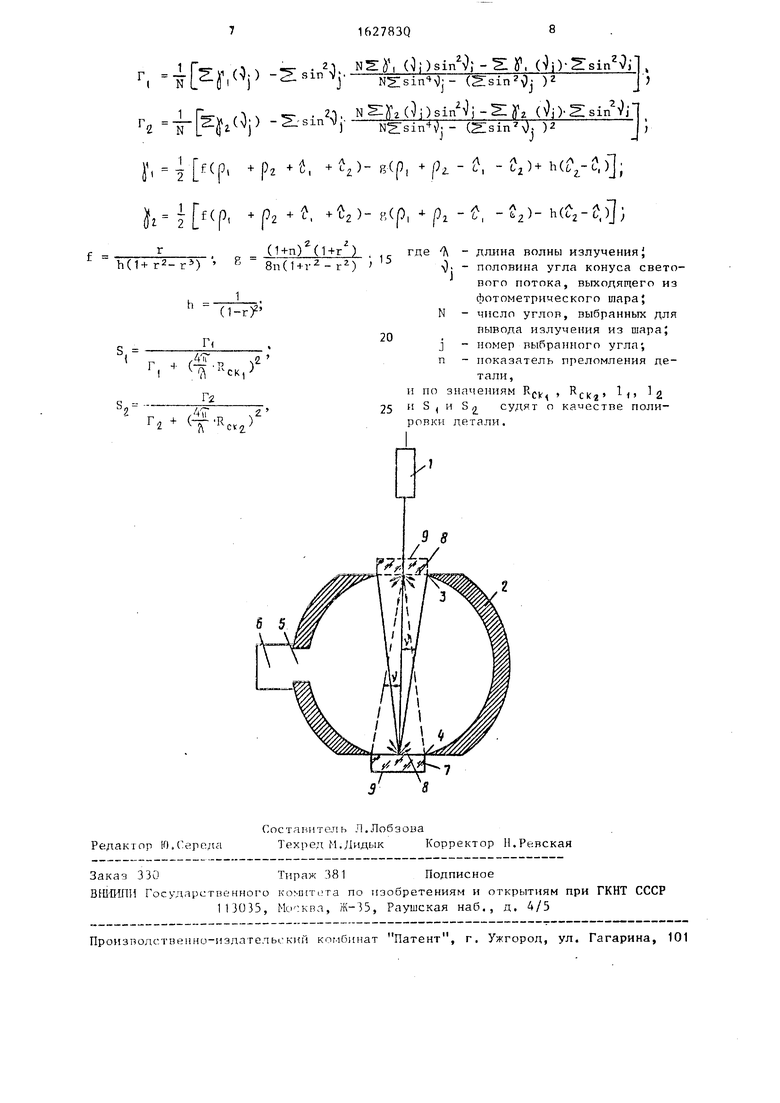
На чертеже изображена принципиальная схема устройства для осуществления предлагаемого способа.
Устройство содержит источник 1 монохроматического излучения (лазер) , фотометрический шар 2 с отверстиями 3-5, фотоприемник 6. Индексом 7 обозначена деталь с измеряе мыми поверхностями 8 и 9.
Способ осуществляют следующим образом.
Монохроматический пучок излучения от источника 1 направляют перпендикулярно к поверхности 8 детали 7, установленной вплотную за отверстием
0 N3 4
00
Со
4. Зеркально отраженная часть потока через отверстие 3 отводится в пространство вне фотометрического шара 2. Диффузно отраженное от поверхности 8 излучение попадает в фотометрический шар 2, где оно интегрируется и создает на приемной поверхности фотоприемника 6 че;н;з отверстие 5 освещенность, пропорциональную коэффициенту р, диффузно отраженного от поверхности 8 излучения. Затем образец 7 переворачивают и аналогично определяют коэффициент р диффузно отраженного излучения от поверхности 9.1
Далее деталь 7 помещают между источником 1 излучения и отверстием 3 параллельно первоначальному положению детали, При этом регулярно прошедшее через деталь 7 излучение от- 2 родии я через отверстие А в пространство вне фотометрического шара 2. Лпффузно проходящие через деталь 7
потоки излучения раздельно с обеих поверхностей 8 и 9 интегрируются в фотометрическом шаре 2 и создают на приемной поверхности фотоприемника 6 через отверстие 5 освещенности, пропорциональные коэффициенты с и с2) соответствующим диффузно проходящим через деталь 7 излучениям. За- . тем изменяют величину отверстия 3 (т.е. угол } выходящего из фотометрического шара 2 излучения) и повторяют все измерения.
Измерения
/V Р
г
И С- :
проводят по крайней мере при четырех значениях размера входного (выходного) отверстия фотометрического шара и определяют высоты R CVl и RCIC шероховатостей, длины 1 ( и 1 корреляций, а также диффузные, потоки Г и Г от приповерхностных слоев формулам
по


| название | год | авторы | номер документа |
|---|---|---|---|
| Фотометрический способ определения высоты шероховатостей поверхности оптически прозрачных плоских деталей | 1986 |
|
SU1397727A1 |
| Бесконтактный фотометрический способ измерения высоты шероховатости поверхности прозрачных образцов | 1979 |
|
SU872959A1 |
| Рефлектометрический способ измерения шероховатости полированных поверхностей изделий | 1980 |
|
SU868347A1 |
| Способ измерения шероховатости поверхности изделия и устройство для его осуществления | 1988 |
|
SU1597537A1 |
| Способ измерения шероховатости поверхности | 1990 |
|
SU1775601A1 |
| Бесконтактный фотометрический способ измерения высоты шероховатости поверхности непрозрачных образцов | 1977 |
|
SU654853A1 |
| Способ неразрушающего контроля качества приповерхностного слоя оптических материалов | 2019 |
|
RU2703830C1 |
| Фотометрическое устройство | 1983 |
|
SU1154546A1 |
| Устройство для контроля шероховатости зеркальных поверхностей | 1982 |
|
SU1046611A1 |
| Фотометрическое устройство для измерения коэффициентов рассеяния объектов сложной формы | 1985 |
|
SU1332201A1 |
Изобретение относи гея к измерительной технике и может быть использовано для контроля качества полировки поверхностей оптических проз- рачньгх деталей. Петь изобретения - повышение точности определения высоты шероховатости за счет учета доли дифсЬуиюго отражения и пропускания, которая выходит за предеаы фотометрического шара вместе с регулярной составляющей, а также информативности способа за счет определения длин корреляций и параметров нарушенного механической обработкой приповерхностного слоя. Поочередно направляют на рабочие поверхности детали монохроматический поток излучения измеряют для каждой поверхности коэффициенты S, и Я диффузного отражения и коэффициенты Г, и 0 диффузного пропускания при различных рлчморах входного (выходного) отверстия фотометрического пара и опреденяют отношения Я 1 и S, диЛ- фузного потока от приповерхностного слоя к оГниему дпффучному потоку для каждой из исследуемых поверхностей, высоты шероховатостей RCK и RCKZ длины корреляций 1 j и 1 по формулам. 1 ил. (Л
-Ь ехР
ц
N
(Oj) $)
/ ч лI f
СКЈ
6ХР 2N
ГГРО ) -Zsin2), Ng()singOrf -STP,(Qj 1П N sinNj - (Ssir
sin
JL lo Nz:(0j)sing -zr cOjozisin a
ill
T-MNSIsin1 - - (2Isin2)| )2
- 9
(3j )sin ()s:sin2
N2Tsin - CSIsin j )2
- длина волны зондирующего излучения ,
половина угла конуса светового потока, выходящего из фотометрического шара,
;0,а(р, +Р2 , 2)+b(p1 + p2- -)-c(p, -p2)+d(2 -t, );
U i(p, +pz . +ta)+b(p, + p2-, )- c(joll92)-d(C2-,).)
8nr
(1+r)
1+r
b 8nr C 2(n-1) 50
sin2
1 л., 2 Ngy. (fosin1 -syi :Qhssin29 i.
i TR (V (tsinj
1 p v .gy. , ()STsinSy |. 2 7 7 NSsin - (2Tsinzvj,)5 : J
( ) sinS) j -Г, (0 j )Z
(Lsin jprj f - (J
):
. s in
(Qj sir
sin )
-число углов, выбранных для вывода излучения из пара;
-номер выбранного угла
Pt 1пб, , 02 InG.
2 ;
d
(n-1)
2(n-1)(1-r) Г (n+1) n - показатель преломления детали
sin2
n1 -syi :Qhssin29 i.
(tsinj
f
F« (P + pa +U, + 22)- R(j0l + pa -л -f2). h(V ))
j (Pi + P 2, +M- ({), + /, - Я, -C7) -,),
d+n)a(l+r)Z .излучения, измеряют с помощью фото--,я- о v ч i г; .
Ь() В 8п(14Г г -г3)
метрического шара энергетические коэффициенты р, и (г днффузно отра- Ю женных и Ј, ц %г диффузно пропущенных потоков для каждой из поверх ностей детали, определяют высоты
h
1 (1-г)
определяют отношения S и S z диффузного потока от приповерхностного слоя к общему диффузному потоку для каждой из исследуемых поверхностей детали по формулам:
L
Г, + (f гг
Т)2
и по значениям R, RCKp ( г
Ь и S судят о качестве полировки детали. Формула изобретения
Фотометрический способ определения качества полировки оптических прозрачных деталей, заключающийся в том, что направляют на поверхности детали монохроматический поток
R ,А (|) -sisin(b Ng(P.bin4-Zfi(0;g:sin4 j.
кск, 47 5J -($ )1 JJ)
Г 1 Г-3-(Л r л П. N2Tfi(jj). sin2 . С„4 Т ( --SinV) NSsin -- (Slsin aLJ),
Nr.()i)Sin4i)-Zfi()SsinN; ,
- ( )z ;
N2r() ()i)Zsin2i .
NZlsinNj - (2Lsin tfj )2 ;
,
G, (p, + PZ + Ј, )+ ь(р, + p2-C, -)- с(р, -p2)+ d(2-C,)J ; г { a( p.+ pi +Ј. +4)+ b(pl+рг--&, -C2)+ cCp. -С,),
1-r2 . b (Ur)g. Rnr ° ftnr
1+r 2(n-1)r
2(n-1)(1-r)
излучения, измеряют с помощью фотометрического шара энергетические коэффициенты р, и (г днффузно отра- женных и Ј, ц %г диффузно пропущенных потоков для каждой из поверхностей детали, определяют высоты
Т1
R
cic( RCKQ. шероховатостей и су т n vaTi/ on t-ii-4 -.лм..„.„.
5
дят о качестве полировки детали,
отличающийся тем, что, с целью повышения точности определения высоты шероховатости за счет учета донн диффузного отражения и
пропускания, которая выходит за пределы шара вместе с регулярной составляющей, а также информативности способа за счет определения длин корреляций и параметров нарушенного
5 механической обработкой приповерхностного слоя, измерения энергетических коэффициентов р, , /}2 , с , г. проводят по крайней мере при четырех значениях площади отверстия фотометрического шара и определяют высоты RC((1 и R Cki2 шероховатостей, длины 1, и 1 корреляций и параметры S н Sg нарупенного механической обработкой приповерхностного слоя по формулам
2(n-1)(1-r)
г 1 2
г (Г) -ЛЛ- NSiy, (. (-)i). Г1 NlHi V -SinVJNSsinSj- (Ssin Oj )zJ
, ,v ..Ц. NSZya(Ji)sin J|-S:ya(Jj)-Ssin4 1
-sin ч Nksin r (). )2J;
l f(p, +pz+ft, +Ј)- вер, -С2)+ь(блг-,);
Jt (p, +p2 +, вер, +pz -Л -)- h(c2-();
h
1
(l-r)25
f r, (1+n) (1+r ) . где - длина волны излученияJ
h(1+r -r ) J 8n( 1+rz - r2) j)j - половина угла конуса светового потока, выходящего из фотометрического шара; N - число углов, выбранных для
вывода излучения из шара; - номер выбранного угла;
п - показатель преломления детали,
и по значениям RCk , Rck;2, lo lg 25 и S и S судят о качестве полировки детали.
20
S(
г ч (. г
Г Ч ск,
sr Г2
I-. (f
| Фотометрический способ определения высоты шероховатостей поверхности оптически прозрачных плоских деталей | 1986 |
|
SU1397727A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
