Изобретение относится к индукционному нагреву пресс-форм, под давлением и может быть использовано в машиностроении,
Целью изобретения является увеличение электрического КПД и коэффициента мощности при нагреве и прессовании деталей.
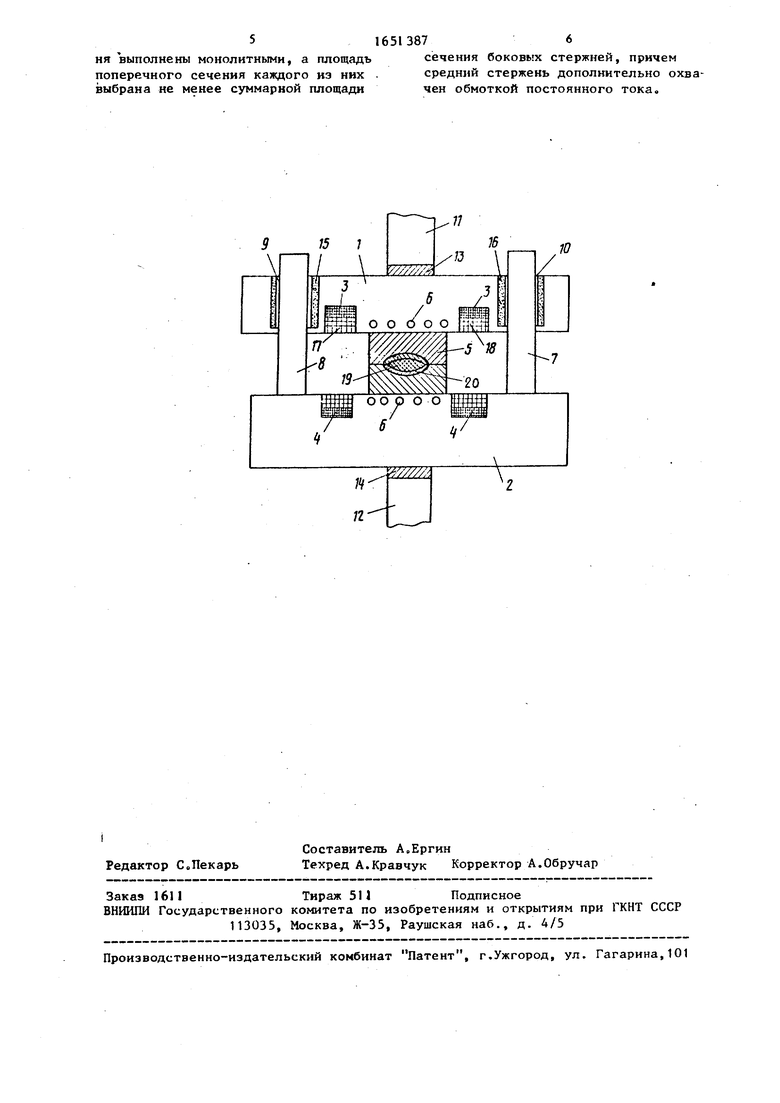
На чертеже показана схема устройства для термообработки деталей, поперечное сечение
На верхнем 1 и нижнем 2 ярмах магнитопровода из шихтованной стали в пазах уложены кольцевые обмотки индуктора - верхняя 3 и нижняя 4, между ярмами находится средний стержень 5 из монолитного ферромагнитного материала, например стали 45, в пазах ярем уложены трубки 6 охлаждения, боковые стержни 7 и 8 проходят в ярме 1 через отверстия 9 и 10, ярма имеют возможность перемещения по направлению друг к другу под действием механизма перемещения, например гидроцилиндра верхнего II и нижнего 12, гидроцилиндры 11 и 12 от ярем 1 и 2 отделены прокладками 13 и 14 для теплоизоляции. Зазоры между боковыми стержнями 7 и 8 и верхним ярмом 1 заполнены ферромагнитным порошком
15и 16. Над обмотками индуктора 3 и 4 установлены обмотки 17 и 18 постоянного тока Ярма 1 и 2, стержень 5, стержни 7 и 8, ферропорошок 15 и
16образуют замкнутый магнитопровод, не содержащий воздушных зазоров При
ь
СП
оо
00
ы
этом площадь контактирующих поверхностей участков стержня 5 по линии разъема не меньше, чем суммарная площадь поперечного сечения боковых стержней,во избежание насыщения магнитным потоком0 На внутренней формообразующей поверхности среднего стержня, обращенной к обрабатываемой детали 19, расположена прокладка 20 из алюминиевого материала
Устройство работает следующим образом .
Средний стержень 5, размещенный между ярмами 1 и 2, сдавливается гидроцилиндрами 41 и I2, стержни 7 и 8, прижатые под собственным весом к ярму 2, скользят по ферропорош- ку 15, 16 и плавно перемещаются через отверстия 9 и 10 в ярме 1, создавая замкнутый магнитопровод. По обмоткам 3 и 4 подают переменный ток, создается поперечное магнитное поле. Силовые линии поперечного магнитного поля замыкаются по пути: ярмо 1, стержень 5, ярмо 2, стержни 7 и 8, ферропоро- шок 15 и 16 и снова ярмо I.
На пути замыкания магнитного потока отсутствуют немагнитные зазоры, поэтому коэффициент мощности устрой- ства достаточно высок, что позволяет не применять компенсирующих конденсаторов Площади сечения боковых частей стержня 5 по линии разъема слева и справа от полости, куда помещается обрабатываемая деталь 19, должны быть не менее площади поперечного сечения боковых стержней 7 и 8, чтобы весь рабочий магнитный поток проходил через средний стержень 5 без насыщения стали.
Переменный по времени магнитный поток, пронизывающий стержень 5, индуктирует в нее вихревые токи, которы выделяют джоулево тепло. Нагрев осу- ществляется до 175±5°С в течение 3 ч по заданной программе термообработки, далее отключают ток и пускают воду по охлаждающим трубкам 6, выдерживая временной температурный технологичес- кий режим.
Обмотки 17 и 18 постоянного тока создают постоянный магнитный поток, замыкающийся по тем же путям, что и переменный магнитный поток, и удержи- вающий ферропорошок 15, 16 в зазорах. Кроме того, постоянный поток, насы- щая поверхностный скин-слой среднего стержня, уменьшает его магнитную
проницаемость, что приводит к увеличению толщины скин-слоя так, чтобы контуры вихревых токов в плоскости, перпендикулярной линиям рабочего магнитного потока, захватывали часть алюминиевого слоя 20. Тем самым обеспечивается приближение источников джоулевого тепла к поверхности обрабатываемой детали 19 Во всех частях магнитопровода, кроме среднего стержня 5, джоулево тепло не выделяется, поскольку они шихтованы, а ферропорошок достаточно измельчен. Это повышает тепловой КПД. Организация путей силовых линий магнитопрово- дом (нагрев в поперечном поле) обеспечивает равномерность нагрева пресс- формы по ширине и длине,,
Предлагаемое устройство имеет в числе преимуществ устранение дорогостоящей и сложной части установки - электроприводов, что снижает стои- .мость установки, упрощает конструкцию, повышает надежность работы. При этом не возникает никаких ограничений на форму и номенклатуру обрабатываемых деталей как по толщине, так и по ширине и длине с одновременным обеспечением высоких технико- экономических показателей по коэффициенту мощности, электрическому КПД, тепловому КПД,, Поскольку магнитопровод холодный, установка удобна в обслуживании о
Предлагаемое устройство может быть использовано также для формовки пластмасс, резиновых и других изделий, требующих подогрева во время прессования.
Формула изобретения
Индукционное устройство для термообработки деталей, содержащее т рех- стержневой магнитопровод, средний стержень которого охвачен индуктором и выполнен из двух участков, установленных с зазором для размещения деталей, отличающееся тем, что, с целью увеличения электрического КПД и коэффициента мощности при нагреве и прессовании деталей, магнитопровод, выполнен из двух снабженных механизмами перемещения ярем, в одном из которых выполнены отверстия для установки боковых стержней с зазором от него, зазор заполнен ферромагнитным порошком, участки среднего стерж516513876
ня выполнены монолитными, а площадь сечения боковых стержней, причем
поперечного сечения каждого из них выбрана не менее суммарной площади
средний стержень дополнительно охвачен обмоткой постоянного тока„
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОСКАЯ МНОГОФАЗНАЯ МАГНИТНАЯ СИСТЕМА | 2010 |
|
RU2444801C1 |
| УПРАВЛЯЕМЫЙ РЕАКТОР С ПОДМАГНИЧИВАНИЕМ ОТ ПОСТОЯННЫХ МАГНИТОВ | 2016 |
|
RU2638148C2 |
| ЭЛЕКТРИЧЕСКИЙ РЕАКТОР С ПОДМАГНИЧИВАНИЕМ | 2010 |
|
RU2439730C1 |
| ЭЛЕКТРОИНДУКЦИОННЫЙ АППАРАТ | 2003 |
|
RU2273910C2 |
| УПРАВЛЯЕМЫЙ ШУНТИРУЮЩИЙ РЕАКТОР | 1997 |
|
RU2125311C1 |
| ПРОСТРАНСТВЕННЫЙ СИММЕТРИЧНЫЙ МАГНИТОПРОВОД | 2014 |
|
RU2569931C1 |
| ЭЛЕКТРИЧЕСКИЙ РЕАКТОР С ПОДМАГНИЧИВАНИЕМ | 2001 |
|
RU2217829C2 |
| ЭЛЕКТРИЧЕСКИЙ УПРАВЛЯЕМЫЙ ПОДМАГНИЧИВАНИЕМ РЕАКТОР | 2002 |
|
RU2231153C1 |
| ЭЛЕКТРОИНДУКЦИОННЫЙ АППАРАТ | 2012 |
|
RU2537640C2 |
| ПРОСТРАНСТВЕННЫЙ СИММЕТРИЧНЫЙ МАГНИТОПРОВОД | 2008 |
|
RU2380780C1 |
Изобретение относится к электротехнике о Целью изобретения являет-/ ся увеличение электрического КПД и коэффициента мощности при нагреве и прессовании деталей В индукционном устройстве,содержащем трехстерж- невой магнитопровод с индуктором на среднем стержне,последний выполнен в виде пресс-формы из монолитного материала. Боковые стержни магнитопровода выполнены при этом подвижными и проходят через отверстия ярма.Устройство снабжено дополнительно обмоткой постоянного тока для удержания во взвешенном состоянии ферропорогака в отверстиях ярма, оно позволяет максимально без потерь замкнуть магнитный поток и уменьшить потери. 1 ил. (/
| Индукционный нагреватель для нагревадЕТАлЕй КОльцЕВОй фОРМы | 1979 |
|
SU849560A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
