Изобретение относится к измерительной технике, в частности к средствам контроля в системах гибкого автоматизированного производства, и может быть использовано для бесконтактного контроля диэлектрических деталей цилиндрической формы.
Целью изобретения является увеличение точности измерений
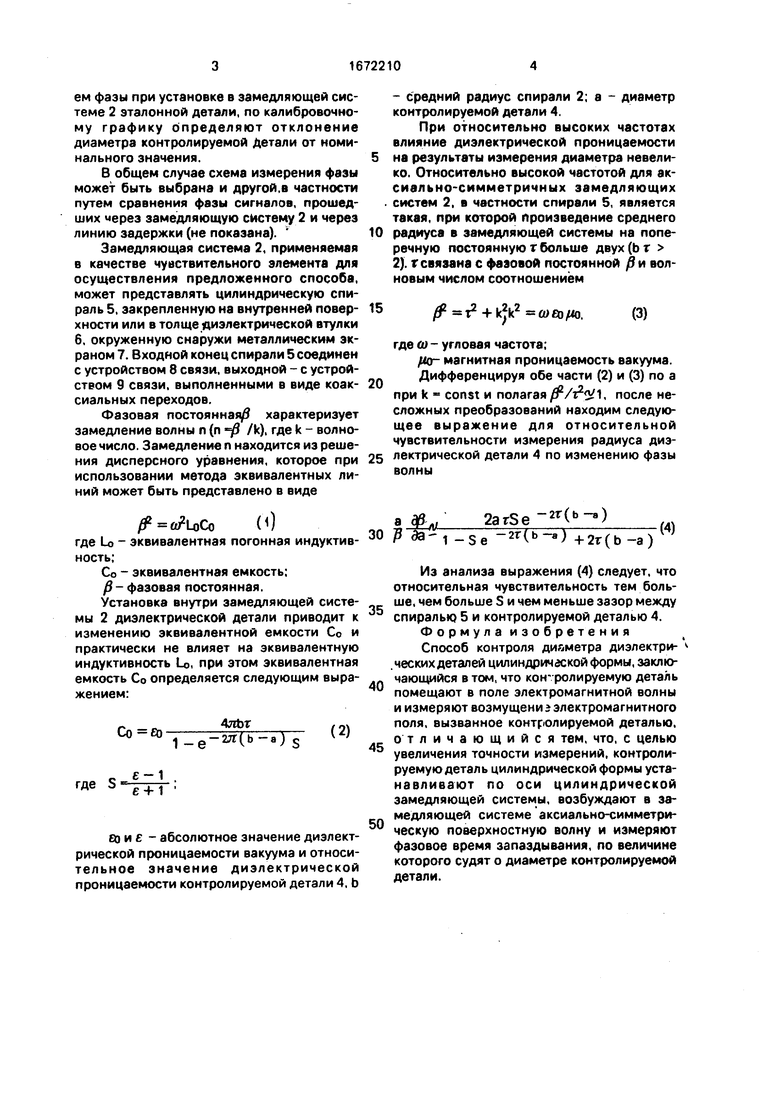
На фиг.1 показана структурная схема для осуществления способа; на фиг.2 - устройство для осуществления предлагаемого способа.
Схема для осуществления способа содержит генератор 1 электромагнитных колебаний, замедляющую систему 2 цилиндрической формы фазометр 3, контролируемую деталь 4. Замедляющая система 2 содержит цилиндрическую спираль 5, диэлектрическую втугку 6, металлический экран 7 и устройства 8 и 9 связи.
Предлагаемый способ измерения диаметра диэлектрических деталей цилиндрической формы осуществляется следующим образом.
Контролируемую деталь 4 помещают (или пропускают) по оси замедляющей системы 2 цилиндрической формы. С помощью генератора 1 электромагнитных колебаний в замедляющей системе 2 возбуждают аксиально-симметричную поверхностную волну, которую с выхода замедляющей системы 2 подают на фазометр 3. Сравнивая фиксируемую фазометром 3 фазу волны со знамениО vj Ю Ю
О
ем фазы при установке в замедляющей системе 2 эталонной детали, по калибровочному графику определяют отклонение диаметра контролируемой Детали от номинального значения.
В общем случае схема измерения фазы может быть выбрана и другой,в частности путем сравнения фазы сигналов, прошедших через замедляющую систему 2 и через линию задержки (не показана).
Замедляющая система 2, применяемая в качестве чувствительного элемента для осуществления предложенного способа, может представлять цилиндрическую спираль 5, закрепленную на внутренней поверхности или в толще диэлектрической втулки б, окруженную снаружи металлическим экраном 7. Входной конец спирали 5 соединен с устройством 8 связи, выходной - с устройством 9 связи, выполненными в виде коаксиальных переходов.
Фазовая постоянная/ характеризует замедление волны n (n °fi /k), где к - волновое число. Замедление n находится из решения дисперсного уравнения, которое при использовании метода эквивалентных линий может быть представлено в виде
- средний радиус спирали 2; а - диаметр контролируемой детали 4.
При относительно высоких частотах влияние диэлектрической проницаемости
на результаты измерения диаметра невелико. Относительно высокой частотой для ак- сиально-симметричных замедляющих . систем 2, в частности спирали 5, является такая, при которой произведение среднего
радиуса в замедляющей системы на поперечную постоянную т больше двух (Ь т 2). г связана с фазовой постоянной /3 и волновым числом соотношением
15
T2+kJk2 o Јo/ o,(3)
где ш - угловая частота;
f/Kr магнитная проницаемость вакуума. Дифференцируя обе части (2) и (3) по а
при k - const и полагая fP/i), после несложных преобразований находим следующее выражение для относительной чувствительности измерения радиуса диэ- лектрической детали 4 по изменению фазы волны
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРВИЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ ДЕТАЛЕЙ И ОТВЕРСТИЙ | 1995 |
|
RU2134439C1 |
| Способ контроля сплошности потока диэлектрической жидкости | 1988 |
|
SU1719973A1 |
| Способ измерения толщины металлического покрытия на диэлектрической подложке и чувствительный элемент для его осуществления | 1988 |
|
SU1635001A1 |
| Способ измерения диэлектрической проницаемости вещества в потоке и чувствительный элемент для его осуществления | 1989 |
|
SU1661678A1 |
| СПОСОБ ИЗМЕРЕНИЯ ЗАЗОРА ДО МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2115886C1 |
| Способ измерения сплошности потока жидкости | 1989 |
|
SU1672320A1 |
| СПОСОБ КОНТРОЛЯ СКОРОСТИ КОРРОЗИИ МЕТАЛЛИЧЕСКИХ ОБЪЕКТОВ | 1995 |
|
RU2110784C1 |
| Устройство для измерения диаметра металлического провода | 1987 |
|
SU1539617A1 |
| Устройство для измерения расстояния до металлической поверхности | 1989 |
|
SU1626082A1 |
| Устройство для измерения уровня жидкости | 1985 |
|
SU1314231A1 |
Изобретение относится к измерительной технике. Цель изобретения - увеличение точности измерений за счет обеспечения высокой стабильности зависимости фазовой скорости поверхностной волны от диаметра контролируемой детали и несущественности влияния изменений диэлектрической проницаемости материала детали на фазовую скорость вышеуказанной поверхностной волны. Деталь цилиндрической формы устанавливают по оси замедляющей системы, возбуждают в замедляющей системе аксиально-симметричную поверхностную волну и измеряют фазовое время запаздывания, по величине которого судят о диаметре контролируемой детали. 2 ил.
)Со(О
i/u2arSe -«()
где Lo - эквивалентная погонная индуктив- ЗОрЭа ge 2т(ь а) +2r(b - а)
ность;
Со - эквивалентная емкость;
фазовая постоянная.
Установка внутри замедляющей системы 2 диэлектрической детали приводит к изменению эквивалентной емкости Со и практически не влияет на эквивалентную индуктивность LO, при этом эквивалентная емкость Со определяется следующим выражением:
4лЬт
(Ь-а) s
(2)
где SЈ-1
е + 1
ЕО и е - абсолютное значение диэлектрической проницаемости вакуума и относительное значение диэлектрической проницаемости контролируемой детали 4, b
i/u2arSe -«()
ge 2т(ь а) +2r(b - а)
(4)
5
0
5
0
Из анализа выражения (4) следует, что относительная чувствительность тем больше, чем больше S и чем меньше зазор между спиралью 5 и контролируемой деталью 4. Ф о р м у л а и з о б р е т е н и я Способ контроля диаметра диэлектри- .ческих деталей цилиндрической формы, заключающийся в том, что контролируемую деталь помещают в поле электромагнитной волны и измеряют возмущение электромагнитного поля, вызванное контролируемой деталью, отличающийся тем, что, с целью увеличения точности измерений, контролируемую деталь цилиндрической формы уста- навливают по оси цилиндрической замедляющей системы, возбуждают в замедляющей системе аксиально-симметрическую поверхностную волну и измеряют фазовое время запаздывания, по величине которого судят о диаметре контролируемой детали.
Фиг.1
Фиг.2
| Потапов А.Н., Игнатов В.М., Александров и др | |||
| Технологический неразрушающий контроль пластмасс | |||
| Л,: Химия, 1979, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Викторов В.А., Лункин Б.В., Совлуков А.С | |||
| Радиоволновые измерения параметров технологических процессов | |||
| М.: Энергоиз- дат, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
