Л
ЛФ / 2K2(far2$6eieWbx(jUr+j)(Ber- j(6eiX.-6ci Kuerl() + Ве Л) (
Ф Г У2лг(беп2Л + )- ЛС/Иг -МБег Х 6eiX Bei д 6ftrX)2(wr,-J/tf Ve«ffy
-1i
2X./wri(6er /6erX + 6ei x 6eix)
Х2(веггл §е1гх 2л(6«хбе1- л- бегд 6ei A - (.J(6ert2/f + вЛ) &1
X-RVTw V ; (3)

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения электрофизических параметров цилиндрических проводящих изделий | 1990 |
|
SU1744631A1 |
| Способ бесконтактного измерения температуры электропроводящих цилиндрических изделий | 1990 |
|
SU1739214A2 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ СПЛОШНЫХ ЦИЛИНДРИЧЕСКИХ ЭЛЕКТРОПРОВОДЯЩИХ ОБЪЕКТОВ | 1991 |
|
RU2012009C1 |
| Способ неразрушающего контроля цилиндрических изделий | 1985 |
|
SU1293624A1 |
| Способ бесконтактного измерения параметров цилиндрических проводящих изделий | 1985 |
|
SU1287067A1 |
| Способ бесконтактного измерения параметров цилиндрических образцов | 1985 |
|
SU1282027A1 |
| Способ бесконтактного измерения параметров цилиндрических проводящих изделий | 1988 |
|
SU1781595A1 |
| Способ определения распределения температуры в электропроводном цилиндрическом изделии | 1990 |
|
SU1770781A1 |
| Способ бесконтактного измеренияэлЕКТРОпРОВОдНОСТи и МАгНиТНОй пРО-НицАЕМОСТи пРОВОдящиХ ОбРАзцОВ | 1978 |
|
SU845122A1 |
| СПОСОБ ДЕФЕКТОСКОПИИ ЭЛЕКТРОПРОВОДЯЩИХ ЭЛЕМЕНТОВ КАБЕЛЯ | 2020 |
|
RU2755605C1 |
Изобретение относится к измерительной технике и может быть использовано при неразрушаемом контроле материалов изделий. Целью изобретения является повышение точности путем снижения влияния высших пространственных гармоник на результаты измерения Устройство, реализующее способ, содержит катушки 1 Гельгольца, используемые в качестве источника однородного поперечного магнитного поля, в которое помещают проводящий образец 2, измерительную катушку 3, катушку 4 взаимоиндуктивности, вольтметры 5 и 6 переменного тока, фазометр 7, генератор 8 синусоидальных сигналов, амперметр 9, реостат 10, микровеберметр 11, источник 12 постоянного тока, ключи 13, 14 и 15, блок 16 коммутации для изменения направления постоянного тока. Способ позволяет повысить точность измерения магнитной проницаемости по сравнению с известным способом на 3,5%, удельную проводимость на 6,2% и радиус на 5,4%. 5 ил. со
где А- форм-фактор;
ber, bei - функции Кельвина первого рода; штрих обозначает производную по аргументу;
R - радиус изделия 2;
fir}- поперечная относительная магнит ная проницаемость;
(Гц - продольная удельная электрическая проводимость;
/и0 - магнитная постоянная;
ш - циклическая частота переменного магнитного поля.
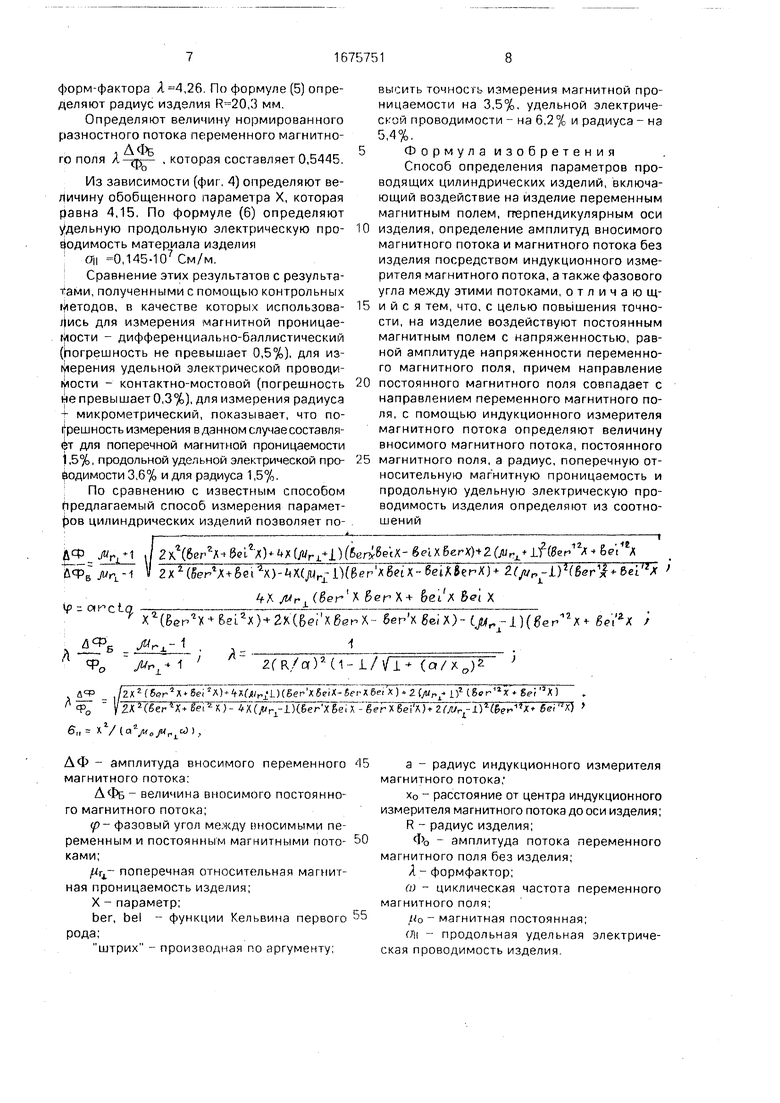
График (фиг. 2) выражает зависимость амплитуды разностного нормированного магнитного потока переменного магнитного
поля А-ф- . отнесенную к амплитуде разностного нормированного потока постоян, ДФБ ного магнитного поля Я ф. , от величины
фазового угла при одних и тех же значениях
-
40 обобщенного параметра X. Причем амплитуда разностного нормированного потока постоянного магнитного поля определяется
по зависимости А-щ- f (х) при о)0, т.е.
Выражение для форм-фактора в случае круглой измерительной катушки 3 имеет вид
J
1, (4)
А
50
2(R/a) V1+ (а/хо)2
5
где а - средний радиус измерительной катушки 3;
Х0 - расстояние of центра изделия 2 до середины измерительной катушки.
Определение параметров цилиндрических проводящих образцов проводят следующим образом.
Ключи 13-15 устанавливают в положение, при котором в схему включены вольт- метры 5 и 6 и генератор 8. Последним
устанавливают частоту возбуждающего переменного тока, величину которого регулируют реостатом 10 и регистрируют по амперметру 9, вольтметром 5 измеряют ЭДС Ео, обусловленную потоком Ф0, а вольтметром 6 - ДЕ, обусловленную потоком АФ . Угол сдвига фаз р между потоками Л Ф и Ф измеряют фазометром 7. Ключи 14 и 15 устанавливают в положение, при котором в схему включены микровеберметр 11 и источник 12 постоянного тока, а ключ 13 устанавливают в разомкнутое положение. Величину постоянного тока в цепи регулируют реостатом 10 и регистрируют по амперметру 9. Коммутационным способом определяют величину разностного потока постоянного магнитного поля ДФв по показаниям микровеберметра 11.
По измеренным значениям ЭДС Е0 и Е определяют величины потоков переменного магнитного поля Ф0 и ДФ . По величине отношения амплитуд потоков разностного переменного и разностного постоянного
АФ:
Л i и значению фазовомагнитных полей
1
&
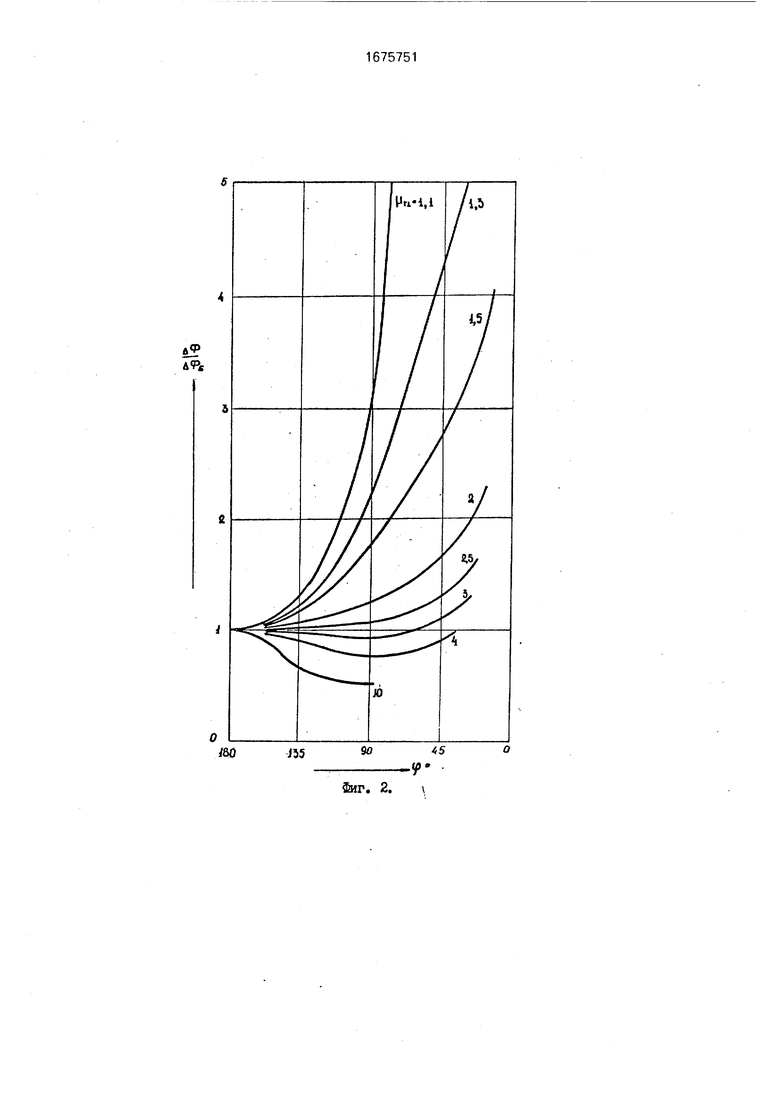
го угла р из графических зависимостей (фиг. 2) находят величину поперечной относительной магнитной проницаемости, по которой из графика (фиг. 3) определяют амплитуду нормированного магнитного по1 ДФБ
тока постоянного магнитного поля А-ф-,
а затем - значение форм-фактора Я, используя формулу (4), находят радиус цилиндрического изделия 2 из соотношения
R С (5)
V1 +(а/хо/
После этого по величине амплитуды разностного нормированного потока переменного магнитного поля А-ф- и значению
поперечной относительной магнитной проницаемости из графических зависимостей (фиг. 4) находят обобщенный параметр X. Подставляя величину X в формулу (3), определяют продольную удельную электрическую проводимость материала изделия:
(6)
Увеличение точности измерения магнитной проницаемости, удельной электрической проводимости материала и радиуса изделия обеспечивается тем, что на резуль- таты изменения не оказывают влияния высшие пространственные гармоники; неоднородного магнитного поля.
Например, проводят измерения параметров изделия из нержавеющей стали с радиусом 20 мм.
Измерения проводят, используя устройство со следующими параметрами: число Л/изм витков измерительной обмотки 1000, число витков намагничивающей обмотки 2145, радиус измерительной обмотки 6, 7 мм, радиус катушек Гельмгольца 0,124 м.
0 Испытуемое изделие помещают в рабочую полость устройства, его намагничивающую цепь записывают гоком амплитудой 1 А и частотой 1800 Гц. Вольтметром эффективных значений ВЗ-33 измеряют величины
5 ЭДС Ео и разностной ЭДС ДЕ. Эти величины составляют ,121 В. Д ,4 мВ. Погрешность измерения не превышает 1 %. По формуле
ф .
4,44 f WHSM
определяют величины потоков переменного магнитного поля; Ф0 1,51-10 Вб и ДФ 1,93-10 9 В б.
Фазометром Ф2-16 измеряют фазовый угол между ЭДС дЕ и Е0. Величина фазового угла рсоставляет 51,0°. Погрешность измерения не превышает 1%.
От намагничивающей цепи устройства отключают генератор переменного тока, от измерительной цепи устройства отключают вольтметр эффективных значений и фазометр, к устройству подключают генератор постоянного тока и микровеберметр Ф5050. Величину постоянного тока устанавливают равной 1 А и коммутационным способом измеряют разностное потокосцепление Агр. Величина его в данном случае составляет 2,41-10 Вб, погрешность измерения не превышает 0,5%. По формуле
ДФ5 П-5#1,60.
определяют величину разностного потока постоянного магнитного поля, которая составляет 1,205-10 9 Вб.
Вычисляют отношение величин разностных потоков переменного и постоянного магнитных полей
ДФ
дж:
Зная эту величину и величину фазового угла р, по зависимости (фиг. 2) определяют величину поперечной относительной магнитной проницаемости материала изделия ftrf которая в данном случае составляет 2,03. По величине fifl, пользуясь зависимостью (фиг. 3), определяют величину нормированного разностного потока постоянного маг, Д Фь
А -Фо
нитного поля Л -я,--- , которая составляет
Ч о
, по которой определяют значение
форм-фактора А 4,26. По формуле (5) определяют радиус изделия ,3 мм.
Определяют величину нормированного разностного потока переменного магнитно, ДФБ ГО ПОЛЯ А-ж-
которая составляет 0,5445.
- и
Из зависимости (фиг. 4) определяют величину обобщенного параметра X, которая равна 4,15. По формуле (6) определяют удельную продольную электрическую про- водимость материала изделия
Oil 0,145-Ю7 См/м.
Сравнение этих результатов с результатами, полученными с помощью контрольных методов, в качестве которых использова- лись для измерения магнитной проницаемости - дифференциально-баллистический (погрешность не превышает 0,5%), для измерения удельной электрической проводимости - контактно-мостовой (погрешность не превышает0,3%), для измерения радиуса - микрометрический, показывает, что погрешность измерения в данном случае составляет для поперечной магнитной проницаемости 1,5%, продольной удельной электрической про- водимое™ 3,6% и для радиуса 1,5%.
По сравнению с известным способом предлагаемый способ измерения параметров цилиндрических изделий позволяет - otrcto
ДФ ./ 2х г(6егг/- 6е1г Д)Х()(бег бесХ-6е1ХБегХ)2((рег 12Л &е; е/ ДФв.д/п-1 V 2xi(&er l+beSl(yWjUr;L№er hi)(-eeiMtrX)+2.(jur,-L)4Bery+&ei :iX
4-Х yWr Cger X 6erX+ &et Bel X Х4( + 6е1гХ)-«-2Х(Бе1 хвег.Х- бег1 gei Л)- LjUr-1)( + /
, .bjJ - л-.1
л Ф0 .м.±-м А 2fR/a)ad-i/Vl ()
ЈfP /2лЧбаг лТбе1 Л)4х(л/.,1)(6ег х6е|Х- йерх б | х)2(/Цг1-«1)г (6or12x ) . ft Ф0 У2Хг«еггХ+ )- 4)((jUriILHberlXt et:i(- Ber &ei U+2.(JUri-JL) l(ber- l x+ бет™) 6„ xVlnV c,,
ЛФ - амплитуда вносимого переменного магнитного потока;
ДФБ - величина вносимого постоянного магнитного потока;
р- фазовый угол между вносимыми переменным и постоянным магнитными пото- ками;
/гг4- поперечная относительная магнитная проницаемость изделия;
X - параметр;
ber, bel - функции Кельвина первого рода;
штрих - производная по аргументу;
высить точность измерения магнитной проницаемости на 3,5%, удельной электрической проводимости - на 6,2 % и радиуса - на 5,4%.
Формула изобретения Способ определения параметров проводящих цилиндрических изделий, включающий воздействие на изделие переменным магнитным полем, гтерпендикулярным оси изделия, определение амплитуд вносимого магнитного потока и магнитного потока без изделия посредством индукционного измерителя магнитного потока, а также фазового угла между этими потоками, отличающийся тем, что, с целью повышения точности, на изделие воздействуют постоянным магнитным полем с напряженностью, равной амплитуде напряженности переменного магнитного поля, причем направление постоянного магнитного поля совпадает с направлением переменного магнитного поля, с помощью индукционного измерителя магнитного потока определяют величину вносимого магнитного потока, постоянного магнитного поля, а радиус, поперечную относительную магнитную проницаемость и продольную удельную электрическую проводимость изделия определяют из соотношений
а - радиус индукционного измерителя магнитного потока,
х0 - расстояние от центра индукционного измерителя магнитного потока до оси изделия;
R - радиус изделия; Ф0 - амплитуда потока переменного магнитного поля без изделия;
Я- формфактор;
(о - циклическая частота переменного магнитного поля;
fio магнитная постоянная;
он - продольная удельная электрическая проводимость изделия.
/ад
Фиг. 2.
&г. 3.
ХА5 А
$иг. 4.
ю
О
| Способ бесконтактного измерения параметров цилиндрических проводящих изделий | 1985 |
|
SU1287067A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
