Изобретение относится к радиотехнике, анименно к волноводной технике, и может
быть использовано в качестве оконечного устройства волноводных трактов,
Целью изобретения является увеличение уровня рассеиваемой мощности и улучшение технологичности.
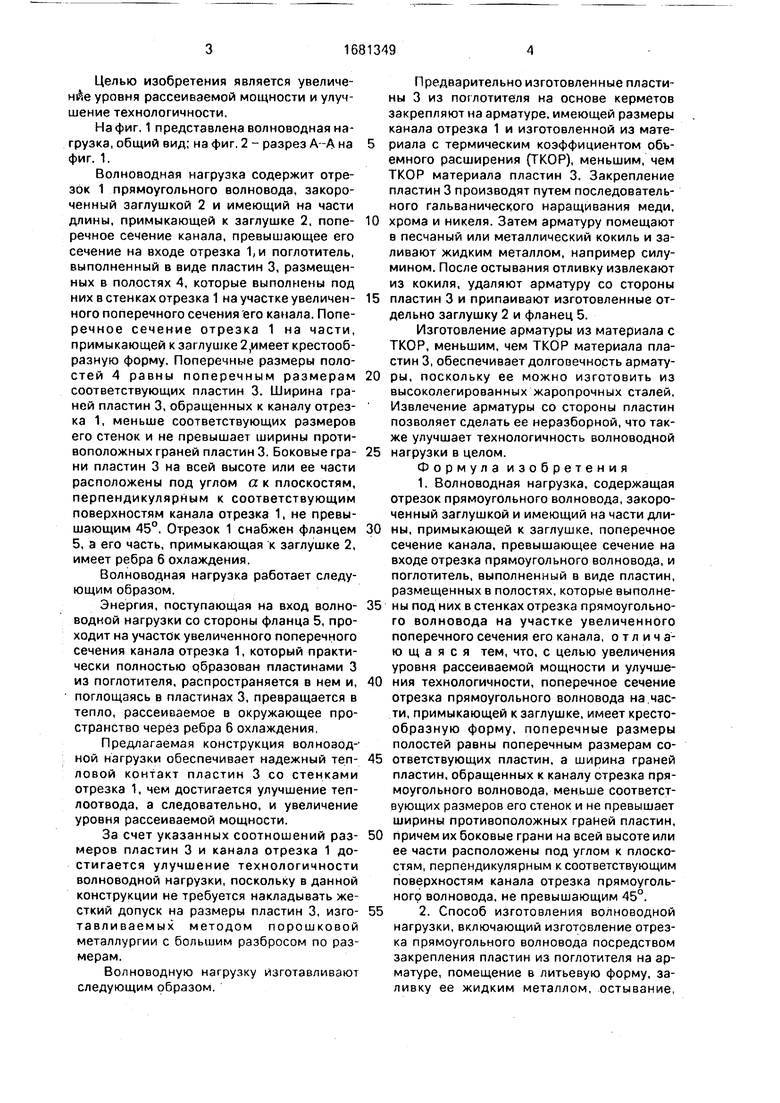
На фиг, 1 представлена волноводная нагрузка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Волноводная нагрузка содержит отрезок 1 прямоугольного волновода, закороченный заглушкой 2 и имеющий на части длины, примыкающей к заглушке 2, поперечное сечение канала, превышающее его сечение на входе отрезка 1,и поглотитель, выполненный в виде пластин 3, размещенных в полостях 4, которые выполнены под них в стенках отрезка 1 на участке увеличенного поперечного сечения его канала. Попе- речное сечение отрезка 1 на части, примыкающей к заглушке 2,имеет крестообразную форму. Поперечные размеры полостей 4 равны поперечным размерам соответствующих пластин 3. Ширина граней пластин 3, обращенных к каналу отрезка 1, меньше соответствующих размеров его стенок и не превышает ширины противоположных граней пластин 3. Боковые грани пластин 3 на всей высоте или ее части расположены под углом а к плоскостям, перпендикулярным к соответствующим поверхностям канала отрезка 1, не превышающим 45°. Отрезок 1 снабжен фланцем 5, а его часть, примыкающая к заглушке 2, имеет ребра 6 охлаждения.
Волноводная нагрузка работает следующим образом.
Энергия, поступающая на вход волно- водной нагрузки со стороны фланца 5, проходит на участок увеличенного поперечного сечения канала отрезка 1, который практически полностью образован пластинами 3 из поглотителя, распространяется в нем и, поглощаясь в пластинах 3, превращается в тепло, рассеиваемое в окружающее пространство через ребра 6 охлаждения.
Предлагаемая конструкция волновод-- ной нагрузки обеспечивает надежный тепловой контакт пластин 3 со стенками отрезка 1, чем достигается улучшение теп- лоотвода, а следовательно, и увеличение уровня рассеиваемой мощности.
За счет указанных соотношений размеров пластин 3 и канала отрезка 1 достигается улучшение технологичности волноводной нагрузки, поскольку в данной конструкции не требуется накладывать жесткий допуск на размеры пластин 3, изготавливаемых методом порошковой металлургии с большим разбросом по размерам.
Волноводную нагрузку изготавливают следующим образом.
Предварительно изготовленные пластины 3 из по(лотителя на основе керметов закрепляют на арматуре, имеющей размеры канала отрезка 1 и изготовленной из мате- риала с термическим коэффициентом объемного расширения (ТКОР), меньшим, чем ТКОР материала пластин 3. Закрепление пластин 3 производят путем последовательного гальванического наращивания меди, хрома и никеля. Затем арматуру помещают в песчаный или металлический кокиль и заливают жидким металлом, например силумином. После остывания отливку извлекают из кокиля, удаляют арматуру со стороны 5 пластин 3 и припаивают изготовленные отдельно заглушку 2 и фланец 5.
Изготовление арматуры из материала с ТКОР, меньшим, чем ТКОР материала пластин 3, обеспечивает долговечность армату- 0 ры, поскольку ее можно изготовить из высоколегированных жаропрочных сталей. Извлечение арматуры со стороны пластин позволяет сделать ее неразборной, что также улучшает технологичность волноводной 5 нагрузки в целом.
Формула изобретения 1. Волноводная нагрузка, содержащая отрезок прямоугольного волновода, закороченный заглушкой и имеющий на части дли- 0 ны, примыкающей к заглушке, поперечное сечение канала, превышающее сечение на входе отрезка прямоугольного волновода, и поглотитель, выполненный в виде пластин, размещенных в полостях, которые выполне- 5 ны под них в стенках отрезка прямоугольного волновода на участке увеличенного поперечного сечения его канала, отличающаяся тем, что, с целью увеличения уровня рассеиваемой мощности и улучше- 0 ния технологичности, поперечное сечение отрезка прямоугольного волновода на части, примыкающей к заглушке, имеет крестообразную форму, поперечные размеры полостей равны поперечным размерам со- 5 ответствующих пластин, а ширина граней пластин, обращенных к каналу отрезка прямоугольного волновода, меньше соответствующих размеров его стенок и не превышает ширины противоположных граней пластин, 0 причем их боковые грани на всей высоте или ее части расположены под углом к плоскостям, перпендикулярным к соответствующим поверхностям канала отрезка прямоугольного волновода, не превышающим 45°. 5 2. Способ изготовления волноводной нагрузки, включающий изготовление отрезка прямоугольного волновода посредством закрепления пластин из поглотителя на арматуре, помещение в литьевую форму, заливку ее жидким металлом, остывание,
удаление отливки из литьевой формы, удаление из отливки арматуры, изготовление заглушки и соединение ее с отрезком прямоугольного волновода, при этом материал пластин и арматуры выбирают с термическим коэффициентом объемного расширения, меньшим, чем термический коэффициент объемного ргсширения заливочного металла, отличающийся тем, что, с целью увеличения уровня рассеиваемой мощности и улучшения технологичности, за0
крепление пластин на арматуре осуществляют путем последовательного гальванического наращивания меди, хрома и никеля, арматуру удаляют из отливки со стороны пластин, после чего соединяют отрезок прямоугольного волновода с заглушкой посредством пайки, при этом используют арматуру из материала с термическим коэффициентом объемного расширения, меньшим, чем термический коэффициент объемного расширения материала пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Волноводная нагрузка с переменным модулем и фазой коэффициента отражения | 1988 |
|
SU1580462A1 |
| Волноводная нагрузка | 1989 |
|
SU1756985A1 |
| Волноводная нагрузка | 2018 |
|
RU2687880C1 |
| Волноводный поглотитель | 1988 |
|
SU1644261A1 |
| ЭЛЕМЕНТ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2010 |
|
RU2439759C1 |
| Волноводная нагрузка с жидкостным охлаждением | 1988 |
|
SU1566428A1 |
| Волноводный поглотитель | 1987 |
|
SU1467616A1 |
| ПЕРЕСТРАИВАЕМЫЙ ПОЛОСНО-ЗАПИРАЮЩИЙ ВОЛНОВОДНЫЙ ФИЛЬТР | 2019 |
|
RU2696817C1 |
| СВЧ-НАГРУЗКА | 2010 |
|
RU2438215C1 |
| ВОЛНОВОДНАЯ НАГРУЗКА | 2005 |
|
RU2297697C2 |

Изобретение относится к волноводной технике и может быть использовано в качестве оконечного устройства волноводных трактов. Цель изобретения - увеличение- уровня рассеиваемой мощности и улучшение технологичности. Нагрузка содержит отрезок прямоугольного волновода, закороченный заглушкой и имеющий на части длины, примыкающей к заглушке, поперечное сечение канала, превышающее его сечение на входе отрезка, и поглотитель, выполненный в виде пластин, размещенных в поло- стях, которые выполнены под них в стенках отрезка на участке увеличенного сечения его канала. На этом участке поперечное сечение отрезка 1 имеет крестообразную форму, поперечные размеры полостей равны поперечным размерам соответствующих пластин, а ширина граней пластин, обращенных к каналу отрезка, меньше соответствующих размеров его стенок и не превышает ширины противоположных граней пластин. Боковые грани пластин на всей высоте или ее части расположены под углом к перпендикуляру и соответствующим поверхностям канала отрезка, не превышающим 45°. Энергия, поступающая на вход нагрузки, поглощается в пластинах и превращается в тепло, отводимое в окружающее пространство. Конструкция нагрузки обеспечивает надежный тепловой контакт пластин со стенками отрезка 1, что увеличивает уровень рассеиваемой мощности. Технологичность изготовления нагрузки повышается за счет ослабления требований на допуски при изготовлении пластин, обеспечиваемых формой и соотношением размеров пластин и соответствующих размеров канала отрезка. Изготовление нагрузки заключается в закреплении пластин на арматуре, помещении ее в литьевую форму, заливке формы жидким металлом, остывании, удалении отливки из формы, извлечении арматуры из отливки со стороны пластин и припаивании к ней изготовленной отдельно заглушки. Материалы пластин и арматуры выбираются с термическим коэффициентом объемного расширения (ГКОР), меньшим, чем ТКОР заливочного металла, а арматура используется с ТКОР, меньшим, чем ТКОР материала пластин, поэтому арматуру можно делать цельной из жаропрочного металла, что обеспечивает ее многократное использование и извлечение из отливки без ее разборки, повышающее технологичность изготовления. 2 с. п. ф-лы, 2 ил. (Л о 00 со 4 Ю
Фиг.1
а.
| УСТРОЙСТВО ДЛЯ ИНЪЕКЦИИ ВЫСОКОВЯЗКОГО МАТЕРИАЛА | 2006 |
|
RU2414256C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 1528267, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
