,ОГ
i 5 06 84
2Л К) ЧI Ью i NO 54
ИНСТИТ Т :) ТеКфОЧ варки
им I О
(2) (22) (4Ь|
(71
ТОНа
(72| В В Иатюча F Н Кораб, А Т и В К Б рыме кии (ГИ) 678 024 43(088 8}
Авторское с ни j.eie in гво ( ( ( Р
В , 1 1ы Зе 11 ниченм
(56)
№ 1162612 к.1 В 24 Г 65 02 1484 Авторское сви етемьство ( Г( Р .V 1475814 Ki В 24 ( 6) 02 14«7
()Я i 1ЮС ОЬ 01 U1MI ПИЯ 1 МЬКИЧ PNK Ь()В
(57) И (обретение1 огмкиин к еварке i ик масс и мо/ке i ,11 i, IK о ь, ( шано ,)ч ..ое шнснии i 1ИННОМС рни чае гмж ипко1 о ip
ООМрОНоWО IHOI Мф,,|НИМ Ik, 1ЦЧ1 V IO
крыт им iU ii,| 1ен1И ние об .чти
Ие ПО 1Ь ,ОВа I 1 H счоеоба I 14 ()( 1 Ml е ООе еое шнення ибни мч и юпот/вки IОНЦОВ К 11 е е I Ч Hrill м. ,iln)B Hi
) понермкк 11 r lit и и
(11IJ НИ И ПНЯ (I П K.lt.J HM U р ) I О Ч.1И 41 Hi К НО Ы i ,Я ц|)И f (14 topi I Ц ы/К
i п рочне i и IK HI i о кк i i i к I i п и
f Io I OMi4K КОНИ I I T р v h ell 1 (К
ц( i i i 1ЯЮ1 им I ll и ч IK i ne( р л |ч ( в ip
К KOHPOii jl KtlBOH Oi , ,IU с. Г И I И ( М iph
i ill -, ip /Kiii4 it i к i a IHK I и i
Ј
ел
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентирования керна | 1988 |
|
SU1627684A1 |
| Способ определения гидрогеологических параметров многослойного пласта | 1989 |
|
SU1627689A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1625618A1 |
| Контактное устройство для контроля пластин жидкокристаллических индикаторов | 1989 |
|
SU1653191A1 |
| Устройство для электротермомеханического бурения | 1988 |
|
SU1627694A1 |
| Образец для испытаний листовых материалов | 1989 |
|
SU1633327A1 |
| Способ поддержания горных выработок | 1988 |
|
SU1627708A1 |
| Двухполярный стабилизирующий источник питания | 1989 |
|
SU1624427A1 |
| Устройство для обработки поверхностей преимущественно строительных изделий | 1987 |
|
SU1534162A1 |
| Способ строительства скважины | 1988 |
|
SU1627659A1 |
И юбретение отмоется к сварке niaci tacc и может быть ис по п, швано при «д динении i шнномерныч частков гибкою гр бопровода с о иннторонним но ( IMI JIM покрытием
Hc.ib и (обретения р к чшрение об ьк ги исполыования способа
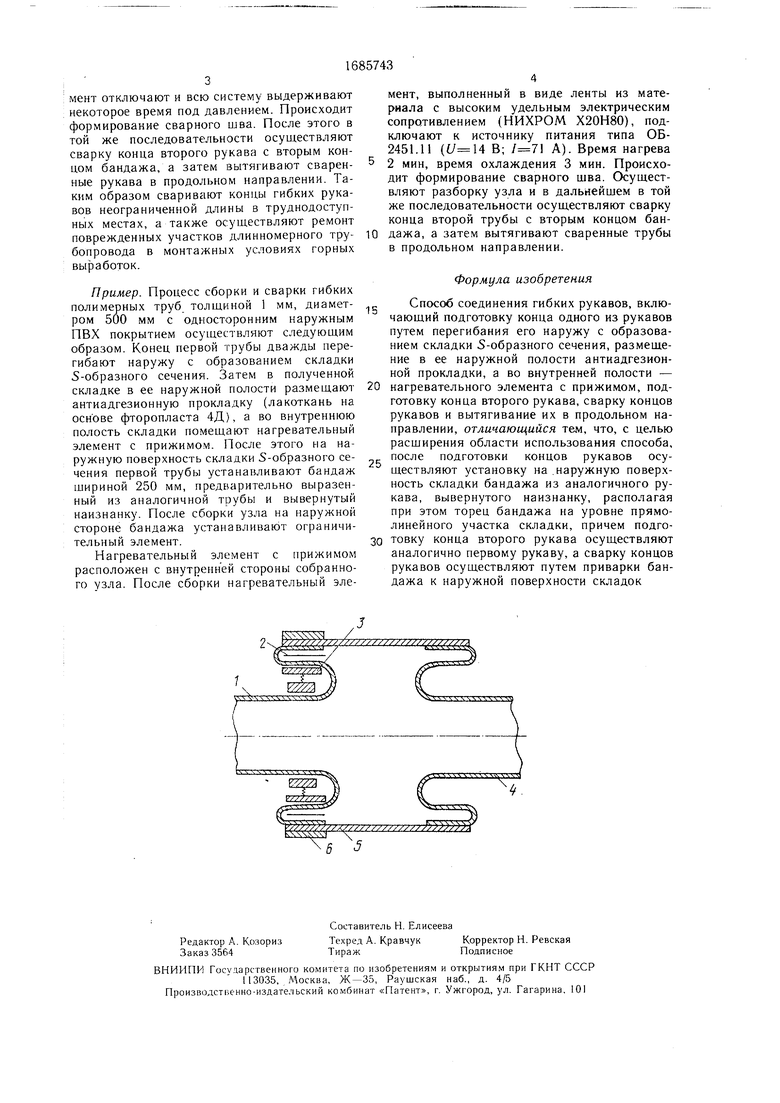
На чертеже и(обра/кены еое шняе п,к концы pvKaBOB в момеш
Способ еое щисния i иОли р t-a.ui i К1ючаегся в с ic I KHIUM
Перед соединением ос пкч i п IHKH ю и. товк конца I IH -ни о ею iii/f i i перегибаю е обра (онашк м ,, ,ii к и S обра ни i о с ( че ния R нар жн ю i i ет viviaiKM pa (мсшакм in пы иечионнх к i ро к.та IK 2, а во вн i оеннюю пошсм, ei i навливают nai рева re 1ьныи юмент е пра жимом Поиотовкч конца кюрию (1 t ос шее тв. тют амаюгичным обра«)М 5, тем на поверхность е к ia IKH i об)а
ною i ч ния vTaiMB ивам i ( i и ж н, еынныи in aii.i 011144011 .i п вывер н i ь и 4 in (нанк Пое к - i i а е oi pann1) i (е i е н ф ж но и е трон Ь| баи ia -к а i анаь ншаю. 01 р.тнчи 11 ibt bi.i i .е ме , 6 ;н кате г,ныи эюменг } е п,)ижчмо - раимч) же 4 с вн треннеи е торицы е об, 14 101 о ,i lloele1 е борки 1U . |Н illii, jie - elll вы по i ьенныи HI va ч рча i i ч a1 u i им it iibiv i it м ричее к i м i i p i .( i Р i i м mi
К 1 IO I IH i NrKiOiHIK. Ill I ii И Я i|i II K.I I I1 I Че |H i () lOe Iti I i 4 I i) Н на Л i 1 HI чая in ж i i IK i iiK le i i к i n ( ,i M i M iliild p vlloe ЧМ hpll i , liM- | ч н f1 e ( H i Н л 11N i i |i
111 u Я в ся яч i e t чем е v i ми a i ч p кас.и-т ея i I D unit p lu i i i м ,,i i ii i
o 1ЯМ1С (ч l в ana MI i- IIUIM 14 ii ii i u
КЧ ГИ В ч. I opi I M I o Н м I i d i Пая ПрОК I i Uw) HI lab ie HIM К,,MI и( и i e I ) He P IIH 40 i и i ia (t м i 11 ,u ча i e ын ie
O5
oo 01 i
4
CO
мент отключают и всю систему выдерживают некоторое время под давлением. Происходит формирование сварного шва. После этого в той же последовательности осуществляют сварку конца второго рукава с вторым концом бандажа, а затем вытягивают сваренные рукава в продольном направлении Таким образом сваривают концы гибких рукавов неограниченной длины в труднодоступных местах, а также осуществляют ремонт поврежденных участков длинномерного трубопровода в монтажных условиях горных выработок
Пример. Процесс сборки и сварки гибких полимерных труб толщиной 1 мм, диаметром 500 мм с односторонним наружным ПВХ покрытием осуществляют следующим образом Конец первой трубы дважды перегибают наружу с образованием складки S-образного сечения. Затем в полученной складке в ее наружной полости размещают антиадгезионную прокладку (лакоткань на основе фторопласта 4Д), а во внутреннюю полость складки помещают нагревательный элемент с прижимом. После этого на наружную поверхность складки S-образною сечения первой трубы устанавливают бандаж шириной 250 мм, предварительно выразен- ный Hi аналогичной трубы и вывернутый наизнанку После сборки узла на наружной стороне бандажа устанавливают ограничительный элемент.
Нагревательный элемент с прижимом расположен с внутренней стороны собранного зла. После сборки нагревательный элемент, выполненный в виде ленты из материала с высоким удельным электрическим сопротивлением (НИХРОМ Х20Н80), подключают к источнику питания типа ОБ- 2451 11 ( В; А). Время нагрева
2 мин, время охлаждения 3 мин. Происходит формирование сварного шва. Осуществляют разборку узла и в дальнейшем в той же последовательности осуществляют сварку конца второй трубы с вторым концом бандажа, а затем вытягивают сваренные трубы в продольном направлении.
Формула изобретения
Способ соединения гибких рукавов, включающий подготовку конца одного из рукавов путем перегибания его наружу с образованием складки S-образного сечения, размещение в ее наружной полости антиадгезионной прокладки, а во внутренней полости -
0 нагревательного элемента с прижимом, подготовку конца второго рукава, сварку концов рукавов и вытягивание их в продольном направлении, отличающийся тем, что, с целью расширения области использования способа, после подготовки концов рукавов осуществляют установку на наружную поверхность складки бандажа из аналогичного рукава, вывернутого наизнанку, располагая при этом торец бандажа на уровне прямолинейного участка складки, причем подгоо товку конца второго рукава осуществляют аналогично первому рукаву, а сварку концов рукавов осуществляют путем приварки бандажа к наружной поверхности складок
5
