(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| НИЗКОЧАСТОТНАЯ КАБЕЛЬНАЯ ЛИНИЯ ДАЛЬНЕЙ СВЯЗИ | 1970 |
|
SU285064A1 |
| Электрический кабель | 1991 |
|
SU1770989A1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| РАЗВЕТВИТЕЛЬНАЯ МУФТА ДЛЯ ВЫПОЛНЕНИЯ ОТВЕТВЛЕНИЙ НИЗКОЧАСТОТНЫХ ТОКОПРОВОДЯЩИХ ЖИЛ ОТ КОМБИНИРОВАННОГО МЕДНО-ОПТИЧЕСКОГО КАБЕЛЯ СВЯЗИ С ТРАНЗИТНЫМ ПРОХОЖДЕНИЕМ ОПТИЧЕСКИХ ВОЛОКОН И ВЫСОКОЧАСТОТНЫХ ТОКОПРОВОДЯЩИХ МЕДНЫХ ЖИЛ | 2002 |
|
RU2228568C2 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| КАБЕЛЬНАЯ МУФТА | 1997 |
|
RU2183374C2 |
| Способ монтажа кабельной линии связи | 1990 |
|
SU1718317A1 |
| Способ производства кабеля низкочастотного с кордельно-бумажной изоляцией в полиэтиленовой оболочке | 2019 |
|
RU2700262C1 |
| Способ производства кабеля связи симметричного высокочастотного с кордельно-пленочной изоляцией в полиэтиленовой оболочке | 2019 |
|
RU2695994C1 |
Изобретение относится к кабельной технике, в частности к технологии изготовления подводных бронированных симметричных кабелей связи. Изобретение позволяет повысить производительность труда путем сокращения времени испытаний и повысить эксплуатационную надежность путем стабилизирования значений переходного затухания между цепями кабеля. В процессе изготовления кабеля последовательно скручивают токопроводящие жилы, симметрируют и сращивают цепи кабеля при погружении в воду, извлекают полученную заготовку из воды, удаляют излишки воды, накладывают броню и защитные покровы и проводят испытания. 4 табл.
Изобретение относится к области кабельной техники, в частности касается технологии изготовления подводных бронированных симметричных кабелей связи, имеющих одну или много четырехжильных групп и выполненных в мокрой конструкции, т.е. без герметичной оболочки, что является обязательным условием для эксплуатации, при которой обеспечивается проникновение воды во все пустоты междужильного пространства.
Известны способы изготовления подводных бронированных симметричных кабелей связи, включающие в себя скрутку технологического отрезка сердечника из одной или нескольких четырехжильных групп, симметрирование четверок жил одного отрезка четверками смежного отрезка, сращивание по выбранной схеме симметрирования, наложение защитных покровов, включающий в себя подушку из кабельной
пряжи проволочную броню, покрытую антикоррозионным составом, например битумом, покрытие из кабельной пряжи, поливку битумом и последующее испытание в воде с выдержкой в течение 30-60 сут.
Недостатком известных способов является сложность обеспечения достаточного качества по симметрированию четверок, работающих впоследствии в условиях погружения. Это объясняется тем, что симметрированные четверки в условиях производства при погружении в воду меняют характеристики по переходному затуханию между рабочими парами четверок, показывая случайные результаты. Поэтому предвидеть и обеспечить необходимые показатели по переходному затуханию в производственных условиях невозможно. Кроме того, известная технология имеет значительно длительный цикл комплекса операций по изготовлению кабеля, включающий погруVI
О
VJ о
Ю 00
жение кабеля е воду при приемочных испытаниях на заводе-изготовителе. Продолжительность испытания в воде снижена до 15 сут вместо 30-60 сут( однако даже эти 15 сут нерационально загружают оборудование.
Известен способ изготовления подводных кабелей связи с симметрируемыми четверками, включающий в себя скрутку изолированных жил в звездные четверки, укладку их в накопительный бак, симметрирование и сращивание технологических длин четверок, наложение брони, поливку битумом и меловым раствором, укладку готового кабеля в приемный бак. приемосдаточные испытания готового кабеля после выдержки в воде в течение 15 сут,
Недостатками данного способа являются случайность результатов симметрирования после погружения в воду при приемосдаточных испытаниях и в последующей эксплуатации и длительность времени выдеожки в воде при испытаниях.
Целью изобретения является повышение производительности труда путем сокращения времени испытания и повышение эксплуатационной надежности путем стабилизирования значений переходного затухания межд/ цепями кабеля.
Поставленная цель достигается тем, что симметрирование и сращивание изолированных жил проводят в воде и перед наложением брони и защитных покровов производят ее удаление.
Предлагаемы 1 способ был экспериментально реализоьоН на линии изготовления подводного кабеля марки СПЗК-4 Полная строительная длина кабеля - 1C технологических отрезков Отрезки помещались е бак, концы выводипись из бака д/ч испытаний На каждом отрезке измерялось переходное затухание через сутки госле заливки водой и производилось симметриро- ва-1 .- е кабеля по переходному затуханию, т е. при различных операторах скрещивания измерялось результирующее значение переходного затухания и по его наибольшему значению выбирался оператор скрещивания. Согласно выбранного оператора сращивались отрезки кабеля, места сросток проверялись рентгенографией и испытывались напряжением в ванне с водой. Затем вода из бака сливалась и сердечник кабеля, предварительно отжатый, поступал на наложение защитных покровов (подушка из кабельной пряжи, броня, поливка битумом и меловым раствором). Отжатие воды из сердечника производилось в обжимном калибре, установленном перед обмоткой кабельной пряжей, в результате чего в калибре, формующем броню, вода уже не вы11
ступала и не препятствовала качественному нэг.ожен,.ю битума на проволоки брони.
Готовый капель принимался в бак, заливался нодой и продолжались испытания на- одновременно симметрированием и сращиванием.
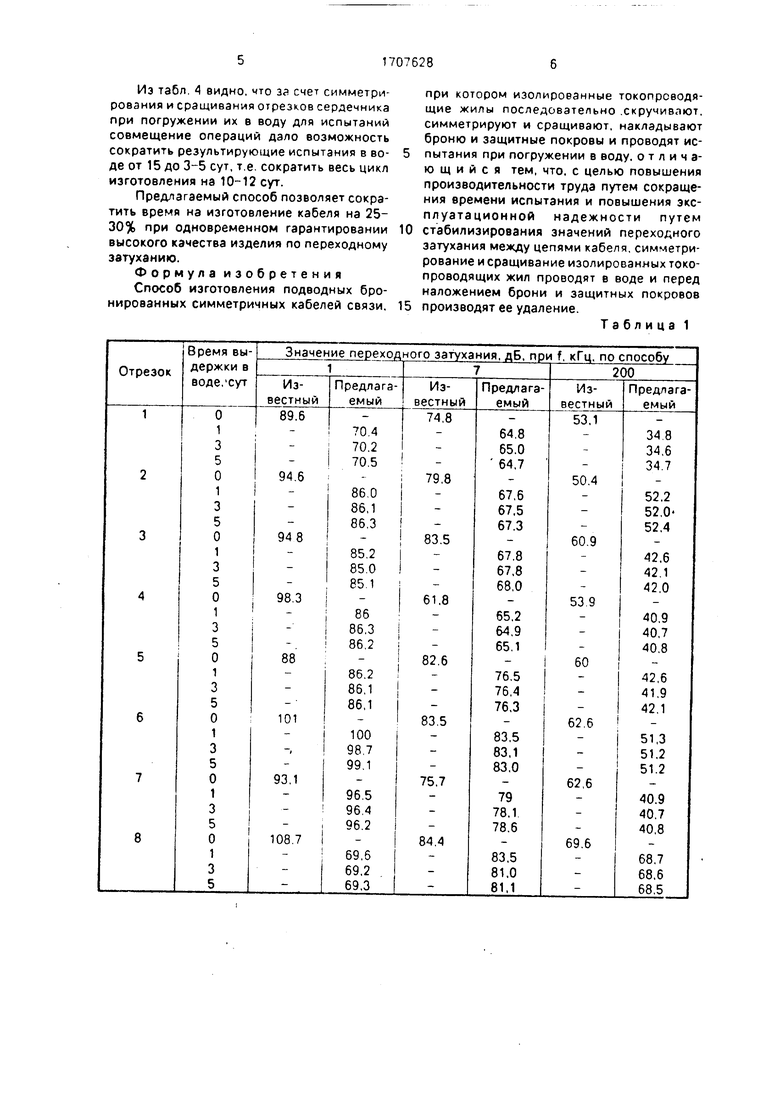
Результаты испытаний кабеля СПЭК-4, предлагаемой по известной технологиям, приведены в табл. 1-3.
0 Из табл. 1 видно, что по переходному затуханию в известном кабеле показатели в колонке 3,5 и 7 имеют случайные значения и их изменения не поддаются какой-либо систематизации и объяснению. В предлага 5 емом кабеле (скомплектованном, ссиммет- рированном и срощенном из 10 отрезов) переходное затухание равно 86,1, 676 и 57,8 дБ соответственно при частотах 1, 7 и 200 кГц (тэбл. 3, табл. 1, колонки 3, 5 и 7). 0 Изготовленный из 10 отрезков (табл. 1. колонки 4, 6 и 8), ссимметрированный и сро- щенный пг. погружении в воду кабель показал результаты г. о переходному затуханию гх п,ее высокого качества от 107,5 5 до 61,7 дБ а .тветственно при частотах 1 - 200 кГц (таг . 3 строительная длина 2).
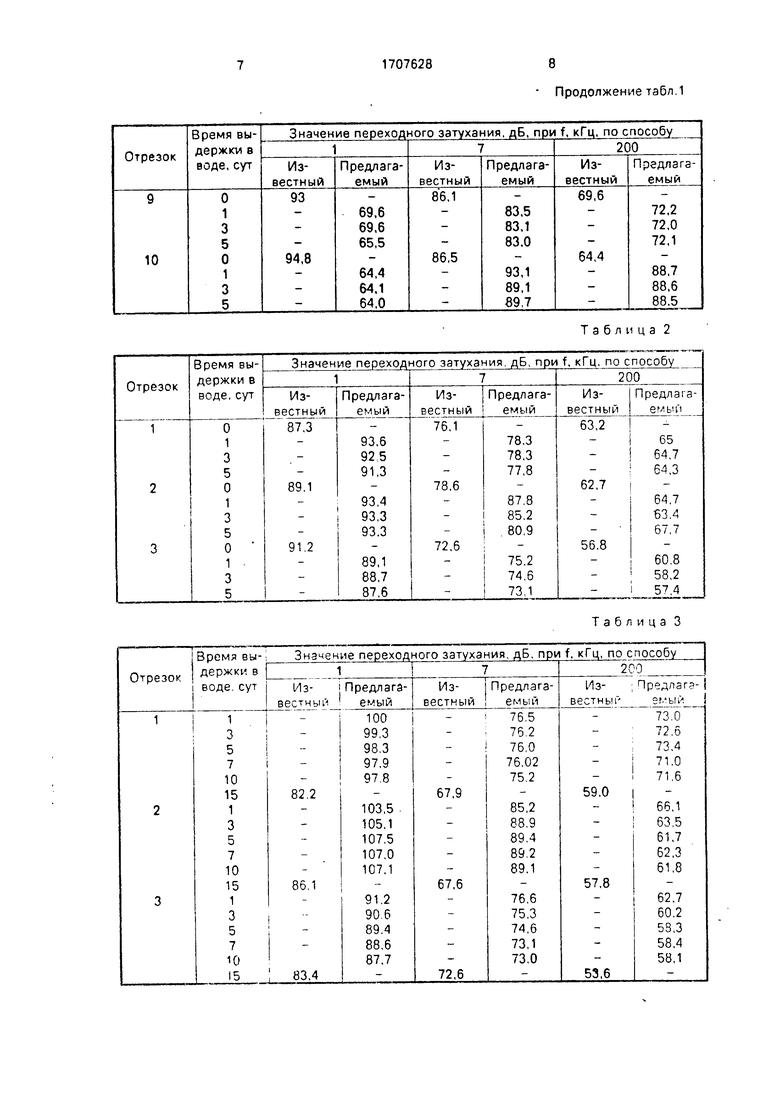
В тЈ(3л 1 лр еедены знэч. ниа переходного .ни1 fc/м -;v nc 10 отрезкам, фэк- тичиски эксперименты проьедены по 40 30 отрезкам (четырем строительным длинам). В л 2 и 3 rp:iec ьчтся сведения только по , строительны / д/улнам.
ГЧ . опе;:аци1- с.ктм р рзрднир и ссспки :гпезкэз серл:чн;- г . без 35 выдержи в воде - известный способ, тэбл 2 р и после пэлпхения на сердечник защитны псг.рп-оЕ уззе тный способ, таб. 3 значение пс-рехг иого затуханий при завершающих испытаниях в еоде значительно 40 ухудшается.
После симметрирования и сростки отрезков сердечника с одноеремен ь:м погружением Б (предлагаемый :-г-особ. табл. 2) и последующего наложения на сердечник 45 защитных покровов и брони с заключительным погружением в воду готового кабеле (предлагаемый способ, табл. 3; показатели переходного затухания значительно выше или равны и изменяются в незначительных 50 пределах. Заключительное погружение в воду по предлагаемому способу вполне достаточно в пределах 3-5 сут. Фактически в процессе экспериментов выдержка строительных длин кабелей производилась по 10
55 сут.
В процессе реализации производственный цикл изготовления подводного кабеля СПЭК-4 по предлагаемому и известному способам приведен в табл. 4.
Из табл. 4 видно, что за счет симметрирования и сращивания отрезков сердечника при погружении их в воду для испытаний совмещение операций дало возможность сократить результирующие испытания в воде от 15 до 3-5 сут, т.е. сократить весь цикл изготовления на 10-12 сут.
Предлагаемый способ позволяет сократить время на изготовление кабеля на 25- 30% при одновременном гарантировании высокого качества изделия по переходному затуханию.
Формула изобретения
Способ изготовления подводных бронированных симметричных кабелей связи.
0
5
при котором изолированные токопрсводя- щие жилы последовательно .скручивают, симметрируют и сращивают, накладывают броню и защитные покровы и проводят испытания при погружении в воду, отличающийся тем, что, с целью повышения производительности труда путем сокращения времени испытания и повышения эксплуатационной надежности путем стабилизирования значений переходного затухания между цепями кабеля, симметрирование и сращивание изолированных токо- проводящих жил проводят в воде и перед наложением брони и защитных покровов производят ее удаление.
Таблица 1
Продолжение табл.1
Таблица 2
Таблица 3
Таблица 4
| Анисимов П.А. | |||
| Явич И.З | |||
| Подводные кабельные линии связи | |||
| - М.: Военно-морское изд-во, 1951, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
