Изобретение откосится к машиностроению, преимущественно к технике изготовлений электродвигателей, в частности для вентиляторов или фенов.
Известен споЬоб сборки электрической машины, согласно которому ротор с помощью юстировочнрй оболочки устанавливают в расточку статора, затем статор и подшипниковые узлы заливают компаундом, удаляют юстированную оболочку, например, химическим или термическим воздействием на нее, при этом юстировочную оболочку выполняют в виде цилиндра, например из полимерной пленки, а перед заливкой статора торцовые части цилиндра скрепляют с подшипниковыми щитами, В качестве материала юстировочной оболочки может быть использована полиэтилентерефталевая пленка.
Наиболее близким к предлагаемому является способ изготовления статора электродвигателя с магнитопроводом, состоящим из пластин, параллельных осм, концы которых отогнуты в сторону ротора, согласно которому предусматривают закрепление пластин магнитопровода с помощью формовочной массы, при этом статор изготавливают из двух соединяемых при окончательной сборке половин, в каждой из которых выполняют гнезда для подшипников ротора и средства крепления скользящих контактов.
Недостатком известного способа является то, что в канздой из половинок статора из-за того, что их наружньй контур незамкнут, вследствие неравномерности термоусадки пластмассы по плоскости стыка двух половин появляется стрела прогиба. Это увеличивает 1«есоосность между стато|Х м и ротором при сборке,Кроме того, подшипники для ротона устанавливаются 0 выполненные с определенным допуском гнезда, причем вследствие термоусадки, которая нестабильна у пластмассы, погрешности в изготовлении гнезд могут быть значительны, поэтому сложно выдержать заданную несоосность между статором и ротором, а следовательно, воздушный зазор между статором и ротором неравномерным и технические характеристики электродвигателя могут ухудшится.
Если в качестве магнитопровода используют кольцеобразный постоянный магнит (монолитная деталь), то известный способ изготовления статора усложняется, так как магнит при этом не заливают совместно с корпусом электродвигателя пластмассой. 8 устанавливают как и подшипники, в корпусе двигателя в отформованные в нем
гнезда. Для установки постоянного магнита в гнезда необходимо, чтобы его наружный диаметр был выполнен точно (отшлифован). Так как постоянный магнит изготавливают
способом порошковой металлургии (прессуют и спекают), вследствие термоусадки происходит колебание наружного диаметра. Следовательно, шлифовка наружного диаметра постоянного магнита увеличивает
0 трудозатраты на изготовление электродвигателя, а следовательно и изделия, куда он входит. Установка постоянного магнита в гнезда также увеличивает несоосность между магнитом и ротором вследствие погрешностей при изготовлении гнезд из-за термоусадки пластмассы.
Цель изобретения - повышение технологичности изготовления и качества электродвигателя путем улучшения его
0 динамических характеристик.
Поставленная цель достигается тем, что по известному способу изготовления электродвигателя, согласно которому корпус электродвигателя формуют путем заливки
5 маг4)итопровода и источника магнитного потока формовочной массой в литьевой форме, устанавливают подшипники и ротор, заливку формообразующей массы осуществляют с использованием двух литьевых
0 форм а два дтапа, на первом из которых на цен1 и льно|4 знаке одной литьевой формы устанавяиаают. один подшипник и источник магнитного потока, их заливку осуществляют с юмес7но с магнитопроводом и формируют при Том корпус электродвигателя, а на втором этапе на центральном знаке другой формы устаиаяливают второй.подшипник и при его заливкз формуют корпус щеткодержатеАЯ, П0И формовании корпуса электродвигателя на нем формуют крепежные элементы, а гнезда на них формуют при формировании корпуса щеткодержателя, при формовании корпуса электродвигателя на нем формуют установочные ребра и наруж5 ный корпус.
Технологичность изготовления электродвигателя повышается за счет того, что корпус щеткодержателя заливают пластмассой в литьевой форме с одновременной заливкой второго подшипника, который устанавливают на центральном знаке в форме, при этом на корпусе щеткодержателя формуют гнезда под крепежные элементы (защелки) для фиксации его с корпусом злёктродвига5 теля.
При этом исключается необходимость шлифования наружного диаметра кольцеобразного постоянного магнита для электродвигателя, так как магнит устанавливают на центральный знак литьевой формы внутренним .диаметром, одновременно с заливкой пластмассой постоянного магнита и подшипника и формованием корпуса электродвигателя формуют крепежные элементы (защелки), которыми к корпусу электродвигателя фиксируют корпус щеткодержателя.
Улучшение технических характеристик электродвигателя происходит за счёт того, что постоянный магнит заливают пластмассой совместно с подшипником и обе детали жестко центрируют относительно друг друга центральным знаком литьевой формы, при этом отвердение пластмассы происходит до изделия с центрального знака. Вследствие этого, а также за счет того, что корпус электродвигателя имеет цилийдрическую (замкнутую) поверхности, короО ение вследствие термоусадки отсутствует, В результате уменьшается несоосность между ротором и статором электродвигателя.
Технологичность изготовления изделия, например вентилятора или фена повышается за счёт того, что одновременно с формованием корпуса электродвигателя формуют установочные ребра и наружный корпус изделия, при этом уменьшается число сборочных деталей, для изготовления которых требуется отдельная оснастка и операции изготовления, контроля и сборки.
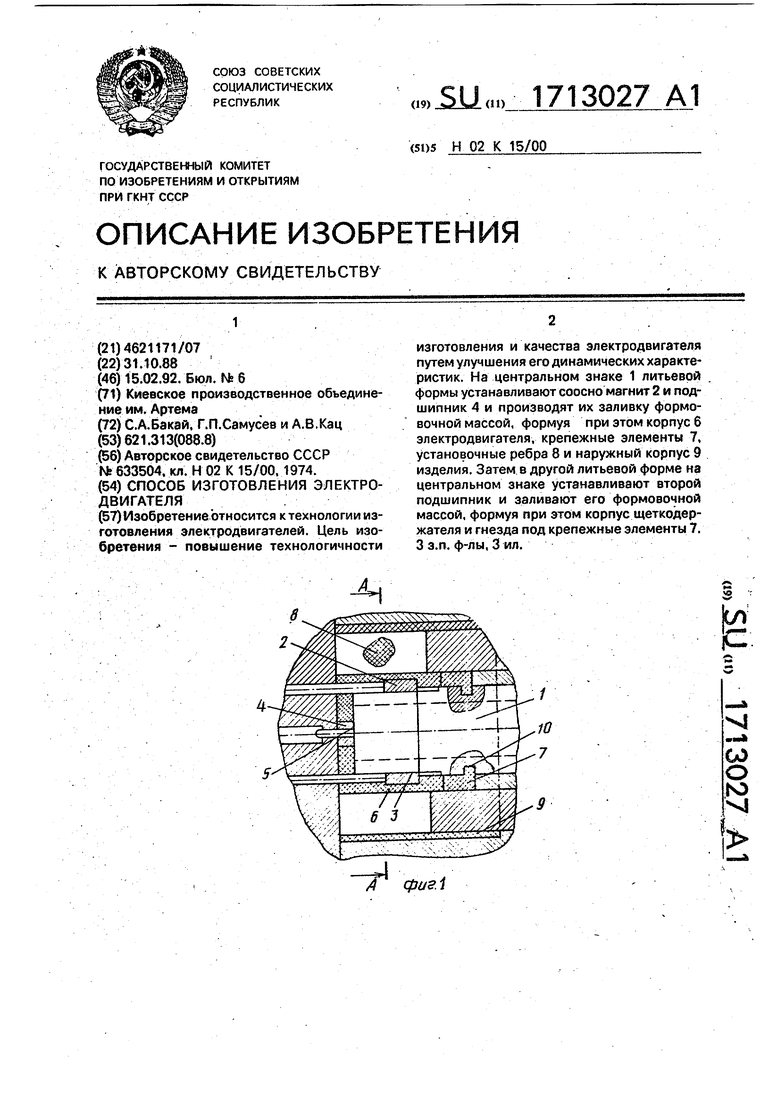
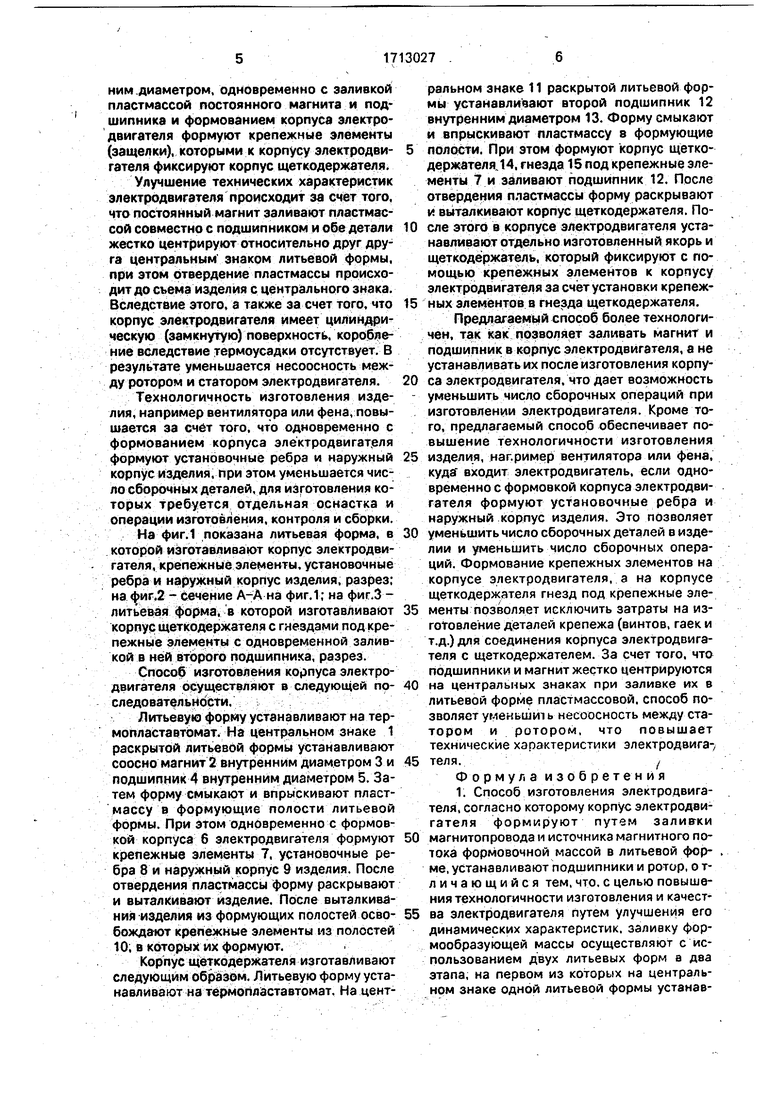
На фиг. 1 показана литьевая форма, в которой изготавливают корпус электродвигателя, крепежные элементы, установочные ребра и наружный корпус изделия, разрез; на иг.2 - сечение А-А на фиг. 1; на фиг.З литьевая |форма, в которой изготавливают корпус щеткодержателя с гнездами под крепежные элементы с одновременной заливкой в ней второго г одшипниха, разрез.
Способ изготовления корпуса электродвигателя рсуществл я ют в следующей последоват льности.
Литьевую форму устанавливают на термопласта чтЬмат. На центральном знаке 1 раскрытой литьевой формы устанавливают соосно магнит 2 внутренним диаметром 3 и подшипник 4 внутренним диаметром 5. Затем форму смыкают и впрыскивают пластмассу в формующие полости литьевой формы. При этом одновременно с формовкой корпуса 6 электродвигателя формуют крепежные элементы 7, установочные ребра 8 и наружный корпус 9 изделия. После отвердения пластмассы форму раскрывают и выталкивают изделие. После выталкив 1ния изделия из формующих полостей освобождают крепёжные элементы из полостей 10, в которых их формуют.
Корпус щёткодержателя изготавливают следующим o6j; ia3DM. Литьевую форму устанавливают на тёрмопдаставтомат. На центральном знаке 11 раскрытой литьевой формы устанавливают второй подшипник 12 внутренним диаметром 13. Форму смыкают и впрыскивают пластмассу в формующие полости. При этом формуют корпус щёткодержателяЛ4, гнезда 16 под крепежные злементы 7 и заливают подшипник 12. После отвердения пластмассы форму раскрывают и вь(талкивают корпус щеткодержателя. После этого в корпусе электродвигателя устанавливают отдельно изготовленный якорь и щеткодержатель, который фиксируют с помощью крепёжных элементов к корпусу электродвигателя за счет установки крепежных элементов в гнезда щеткодержателя.
Предлагаемой способ более технологичен, так как позволяет заливать магнит и подшипник в кррпус электродвигателя, а не устанавливать их после изготовления корпуса электродвигателя, что дает возможность уменьшить число сборочных операций при изготовлении электродвигателя. Кроме того, предлагаемый способ обеспечивает повышение технологичности изготовления изделия, например вентилятора или фена, кудгг входит электродвигатель, если одновременно с формовкой корпуса электродвигателя формуют установочные ребра и наружный корпус изделия. Это позволяет уменьшить число сборочных деталей в изделии и уменьшить число сборочных операций. Формование крепежных элементов на корпусе электродвигателя, а на корпусе щеткодержателя гнезд под крепежные элементы позволяет исключить затраты на изготовление деталей крепежа (винтов, гаек и т.д.) для соединения ко|эпуса электродвигателя с щеткодержателем. За счет того, что подшипники и магнит жестко центрируются на центральных знаках при заливке их в литьевой форме пластмассовой, способ позволяет уменьши ь несоосность между статором и ротором, что повышает технические характеристики электродвига-/ теля.
Формул а изобретени я 1. Способ изготовления электродвигателя, согласно которому корпус электродвигателя формируют путем залив ки магнитопровода и источника магнитного потока формовочной массой в литьевой форме, устанавливают подшипники и ротор, о тличающийся тем, что. с целью повышения технологичности изготовления и качества электродвигателя Путем улучшения его динамических характеристик, заливку формообразующей массы осуществляют с использованием двух литьевых форм а два этапа, на первом из которых на центральном знаке одной литьевой формы устанав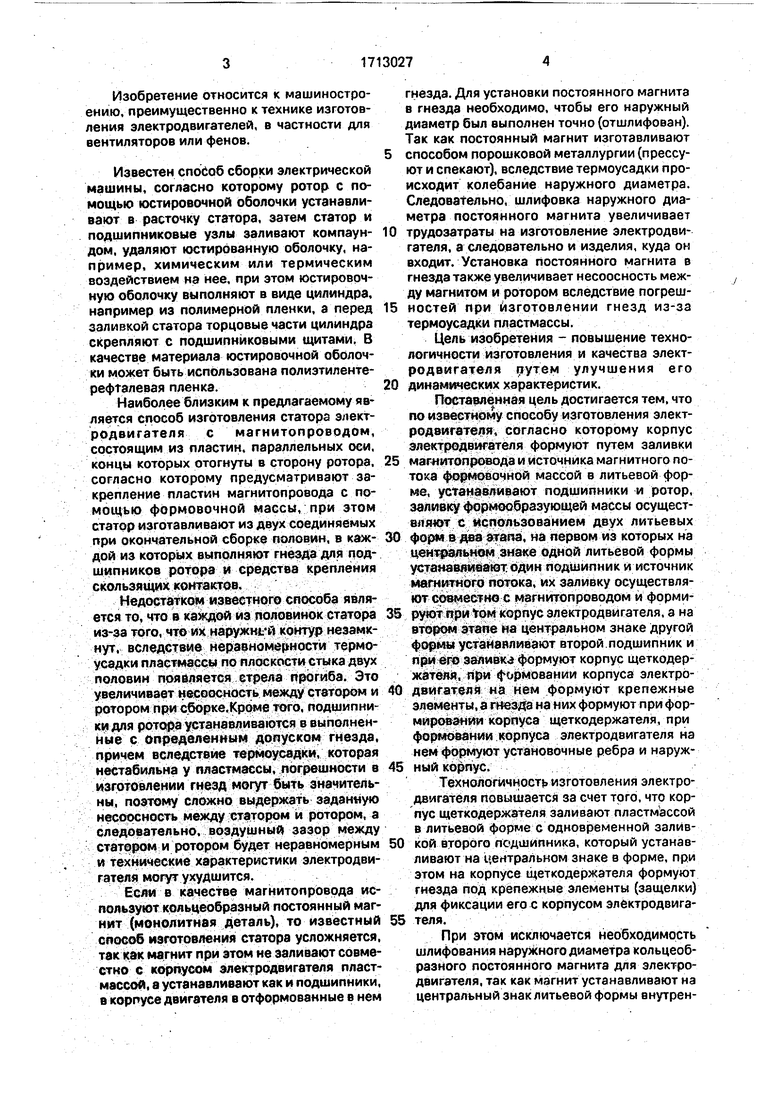
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДВИГАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2780423C2 |
| ЭЛЕКТРОДВИГАТЕЛЬ С ВОЗБУЖДЕНИЕМ ОТ ПОСТОЯННЫХ МАГНИТОВ | 2005 |
|
RU2299509C2 |
| УСОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИИ ЭЛЕКТРОДВИГАТЕЛЯ ДЛЯ БЫТОВОГО ЭЛЕКТРОПРИБОРА | 2012 |
|
RU2589717C2 |
| ВЕНТИЛЬНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1992 |
|
RU2038674C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС | 2004 |
|
RU2297552C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ПОСТОЯННОГО ТОКА | 1996 |
|
RU2092958C1 |
| ЭЛЕКТРОВЕНТИЛЯТОР ДЛЯ КЛИМАТИЧЕСКОЙ СИСТЕМЫ ТРАНСПОРТНОГО СРЕДСТВА | 2021 |
|
RU2760034C1 |
| ЭЛЕКТРОДВИГАТЕЛЬ С ЗУБЧАТОЙ ПЕРЕДАЧЕЙ | 2004 |
|
RU2285995C2 |
| БЕСКОНТАКТНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2006 |
|
RU2360349C2 |
| КОММУТИРУЮЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2091884C1 |
Изобретение относится к технологии изготовления электродвигателей. Цель изобретения - повышение технологичностиизготовления и качества электродвигателя путем улучшения его динамических характеристик. На центральном знаке 1 литьевой формы устанавливают соосно магнит 2 и подшипник 4 и производят их заливку формовочной массой, формуя при этом корпус 6 электродвигателя, крепежные элементы 7. установочные ребра 8 и наружный корпус 9 изделия. Затем в другой литьевой форме на центральном знаке устанавливают второй подшипник и заливают его формовочной массой, формуя при этом корпус щеткодержателя и гнезда под крепежные элементы 7. Зз.п. ф-лы, 3 ил.А фиеЛЁы о to41