Изобретение относится к ускорительной технике, в частности к линейным ускорителям ионов с пространственно-однородной квадрупольной фокусировкой.
Известен способ изготовления ускоряющей системы, элементами которой являются две трубы с разрезами по образующей, вдоль которых методом точной сборки монтируются электроды переменного диаметра. Метод точной сборки ускоряющего канала требует специального оборудования и снижается добротность узла из-за наличия стыков.
Известен также способ изготовления ускоряющей структуры НЧУ, согласно которому электроды выполняются в виде отдельных элементов с волнообразными поверхностями, а затем также выверяются с высокой точностью и фиксируются на резонаторе с обеспечением ВЧ-контактов. Необходимость точной выверки электродов значительно увеличивает трудоемкость изделия, а наличие стыков снижает его добротность.
Цель изобретения - повышение добротности ускоряющего резонатора путем формообразования волнообразных поверхностей электродов непосредственно на бортах резонатора. Добротность резонатора - это отношение запасенной в нем электромагнитной энергии к потерям энергии за период колебаний.
Поставленная цель достигается тем, что при изготовлении ускоряющего резонатора, включающем точное размещение волнообразных электродов на поверхности резонатора относительно оси ускоряющей системы с обеспечением ВЧ-контактов, на торцах размещенной по обpазующей трубной заготовки резонатора, с обработанными в размер диаметрами, выполняют по два базовых отверстия, разжимают борта до контрольного размера, определяемого по базовым отверстиям и обеспечивающего размещения обрабатывающего профиль волновой поверхности режущего инструмента, фиксируют в данном положении, а после обработки волновой поверхности на бортах резонатора стягивают борта хомутом на оправке, контролируя взаимное положение волновых поверхностей по базовым отверстиям. В этом состоянии проводят объемную деформацию резонатора при нагреве в вакуумной печи за счет разности коэффициентов термического расширения материалов резонатора, хомута и оправки.
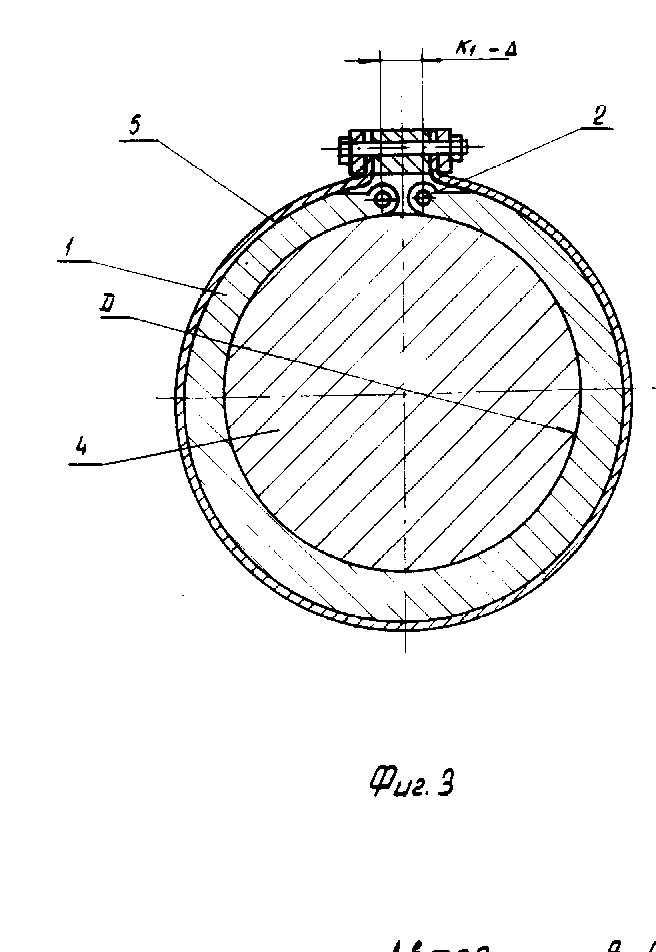
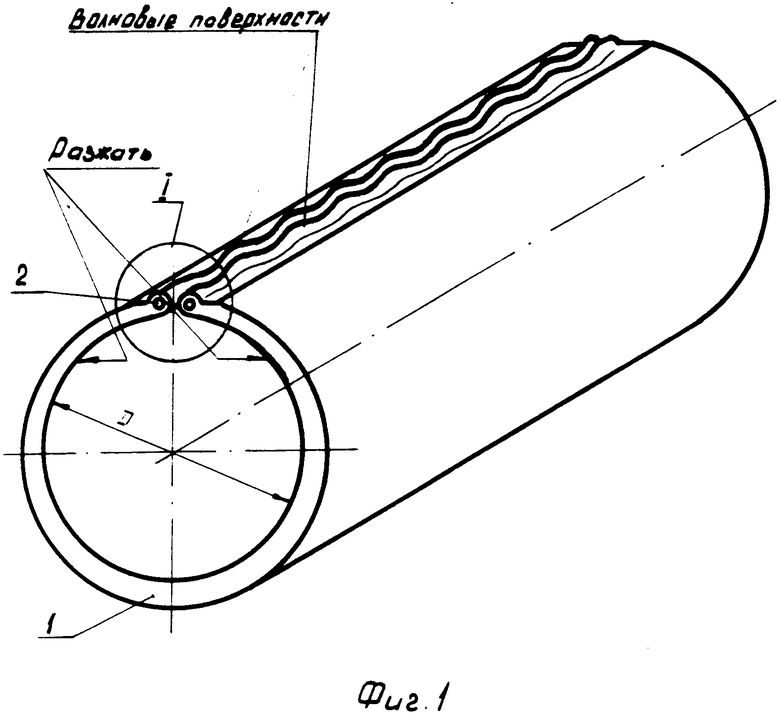
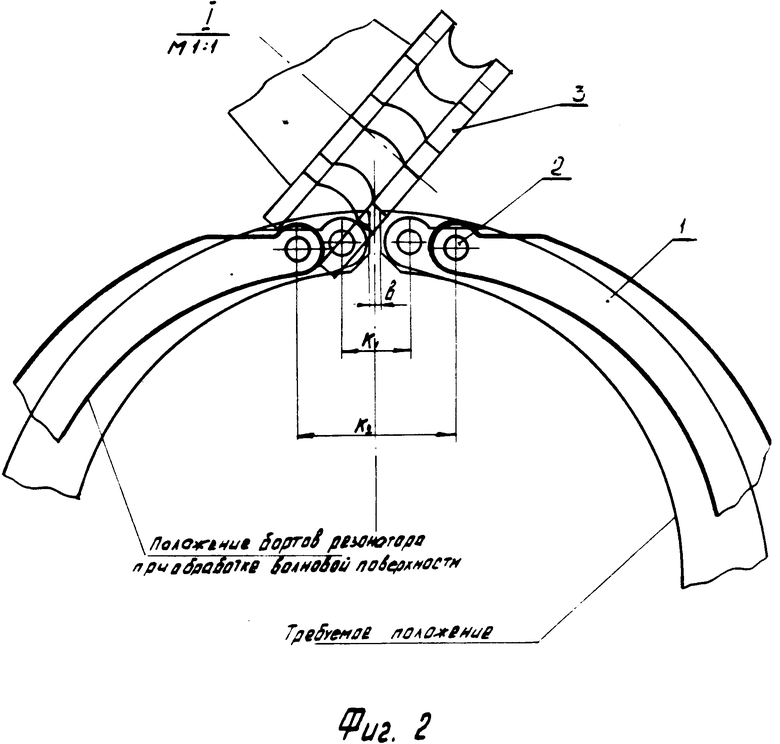
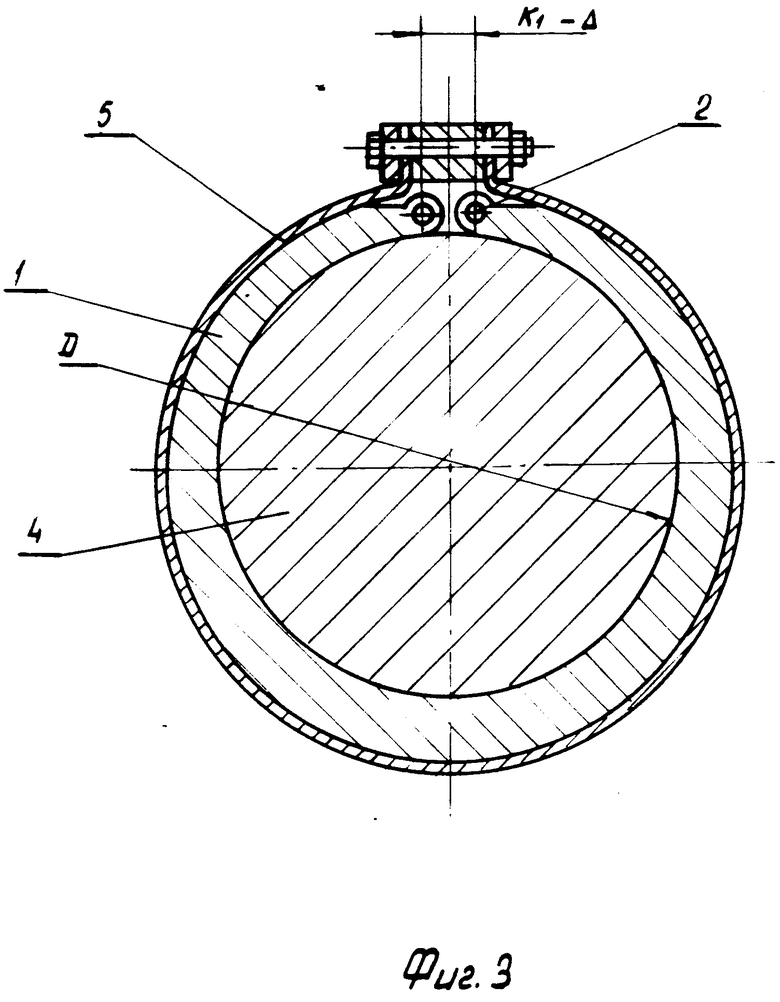
На фиг. 1 показан ускоряющий резонатор; на фиг. 2 - фрагмент торца резонатора; на фиг. 3 - поперечное сечение резонатора в сборе с хомутом и оправкой.
На торцах резонатора 1 после обработки наружной и внутренней поверхностей и разрезки полученной трубы по образующей (ширина паза В) выполняют четыре базовых отверстия 2 в размер К1+0,01. Борта резонатора 1 с помощью приспособления разжимаются до размера К2 с целью размещения режущего инструмента 3 (фасонной фрезы) и фиксируются в данном положении. Далее поочередно производится обработка волновых поверхностей на бортах резонатора относительно базовых отверстий. После обработки волновых поверхностей борта резонатора 1 стягиваются на оправке 4 (см. фиг. 3), диаметр которой равен требуемому внутреннему диаметру резонатора или скорректирован на заданную величину с помощью стального хомута 5, при этом контролируется положение базовых отверстий 2 - (К1-D; где D - поправка в случае корpектировки диаметра оправки). Опpавка 4 должна быть выполнена из металла с большим коэффициентом термического расширения, чем хомут 5 (для обжатия резонатора при нагреве). Узел в собранном виде (см. фиг. 3) помещается в вакуумную печь, где производится нагрев до температуры, обеспечивающей необходимую деформацию и стабилизацию положения волновых поверхностей, выдержка и охлаждение. После удаления хомута 4 и оправки 2 измеряется размер К между базовыми отверстиями, которые должны быть в пределах заданного допуска. В случае отклонений за пределы допуска производится корректировка диаметра оправки 2 и температуры нагрева. Проводится объемное деформирование опытного образца термическим способом и вакуумной печи. Резонатор из алюминиевого сплава АМГ-6 в виде трубы длиной 780 мм с пазом по образующей и внутренним диаметром 176 мм помещается на алюминиевую оправку диаметром 173,5 мм и стягивается на нем стальным хомутом. После термовакуумной обработки с режимами (остаточное давление в вакуумной печи 1х10 мм рт. ст. ; время нагрева до 350оС 120 мин, время выдержки 120 мин, охлаждение вместе с печью) получены следующие результаты.
Эти данные показывают возможность получения необходимой точности расположения волновых поверхностей на бортах резонатора.
Использование предлагаемого способа исключает очень трудоемкую и сложную операцию сборки электродов с резонаторами и снижает трудоемкость изготовления на 20-30% ; снижает себестоимость изготовления; повышает добротность резонатора за счет исключения стыков на 10-15% . (56) Авторское свидетельство СССР N 317350, кл. Н 05 К 7/02, 1969.
Черный С. А. Ускорительный комплекс ИФВЭ, препринт ИФВЭ 89-18.6, 1989, с. 10-13.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ IllATEHTHO-I[Xi^Ji"E:HAfl БИБЛИОТЕКА | 1971 |
|
SU300970A1 |
| УСТРОЙСТВО УСКОРЯЮЩЕЙ СТРУКТУРЫ С ПРОСТРАНСТВЕННО-ОДНОРОДНОЙ КВАДРУПОЛЬНОЙ ФОКУСИРОВКОЙ С ЧЕТЫРЕХКАМЕРНЫМ РЕЗОНАТОРОМ | 1997 |
|
RU2142680C1 |
| Прямоточный релятивистский двигатель | 2020 |
|
RU2776324C1 |
| ЮСТИРОВОЧНЫЙ УЗЕЛ ДЛЯ УСКОРЯЮЩЕЙ СТРУКТУРЫ | 2023 |
|
RU2829083C1 |
| УСТРОЙСТВА ДЛЯ УСКОРЕНИЯ ЧАСТИЦ И СПОСОБЫ УСКОРЕНИЯ ЧАСТИЦ | 2008 |
|
RU2447627C2 |
| УСКОРЯЮЩАЯ СТРУКТУРА ЛИНЕЙНОГО РЕЗОНАНСНОГО УСКОРИТЕЛЯ С КОМБИНИРОВАННЫМИ ЭЛЕКТРОДАМИ | 2023 |
|
RU2822561C1 |
| ЛИНЕЙНЫЙ УСКОРИТЕЛЬ ДЛЯ УСКОРЕНИЯ ПУЧКА ИОНОВ | 2003 |
|
RU2316157C2 |
| СПОСОБ ФОРМИРОВАНИЯ УСКОРЯЮЩЕГО НАПРЯЖЕНИЯ В РЕЗОНАНСНОМ УСКОРИТЕЛЕ ЗАРЯЖЕННЫХ ЧАСТИЦ | 2008 |
|
RU2395936C1 |
| УСКОРЯЮЩАЯ СТРУКТУРА ЛИНЕЙНОГО РЕЗОНАНСНОГО УСКОРИТЕЛЯ СО СМЕННЫМИ ЭЛЕКТРОДАМИ | 2023 |
|
RU2829050C1 |
| Линейный ускоритель ионов | 1983 |
|
SU1144608A2 |

Изобретение относится к ускорительной технике. Цель изобретения - повышение добротности резонатора. Сущность изобретения заключается в изготовлении волнообразного профиля электродов ускоряюще-фокусирующего канала начальной части ускорителя с пространственно-однородной высокочастотной квадрупольной фокусировкой непосредственно на бортах продольного разреза цилиндрической заготовки резонатора. 1 з. п. ф-лы, 3 ил.